一种连杆及其加工工艺的制作方法
1.本发明涉及连杆加工技术领域,特别是涉及一种连杆及其加工工艺。
背景技术:
2.连杆是汽车发动机主要的传动机构之一,它将活塞和曲轴连接起来,把作用于活塞顶部的膨胀气体压力传给曲轴,使活塞的往复直线运动可逆地转化为曲轴的回转运动,用以输出功率,在连杆加工的过程中,尺寸以及形位公差的控制极为重要。
3.在相关技术中,半精镗孔以及精镗孔加工时均以连杆体平面定位,但由于连杆盖比连杆体厚,精磨时连杆体、连杆盖需拆开各自加工,这种加工方法连杆的厚度尺寸得到了很好的保障,但是由于连杆体、连杆盖分开精磨,精镗加工与连杆盖的平面精磨时不是一个定位基准面,使得以连杆盖精磨平面为基准检测第一镗孔的垂直度时,得到的检测结果较差。
技术实现要素:
4.本发明的目的在于提供一种连杆加工工艺,该连杆加工工艺较好的保证了第一镗孔的垂直度加工要求,具有较好的适用性。
5.为实现上述目的,本发明采用了如下技术方案:
6.一种连杆加工工艺,包括以下步骤:
7.s1:形成连杆体以及连杆盖,其中,所述连杆体一端部上形成有第一圆弧槽口,所述连杆体另一端部上形成有第二加工孔,所述连杆体位于所述第一圆弧槽口轴向两侧以及所述第二加工孔轴向两侧均形成有加工面,所述连杆盖一端部上形成有第二圆弧槽口;
8.s2:将所述连杆体以及所述连杆盖进行装配,使所述第一圆弧槽口和所述第二圆弧槽口配合形成第一加工孔;
9.s3:以所述连杆体的加工面作为基准面,将所述第一加工孔以及所述第二加工孔进行精镗,得到第一镗孔和第二镗孔,并将所述连杆盖位于所述第二圆弧槽口轴向一侧的平面进行精铣;
10.s4:将所述连杆体以及所述连杆盖拆开,并以所述连杆盖的精铣加工平面作为基准面,将所述连杆盖位于所述第二圆弧槽口轴向另一侧的平面进行精磨,并精磨至预设尺寸。
11.优选地,所述连杆加工工艺还包括步骤s1之前将所述连杆体与所述连杆盖进行装配,并对所述第一加工孔和所述第二加工孔进行半精镗加工。
12.优选地,所述连杆加工工艺还包括将半精镗后的所述连杆体与所述连杆盖拆开,对所述连杆体中的所述加工面进行精磨,并精磨至预设尺寸。
13.优选地,所述连杆加工工艺还包括半精镗加工装配之前对所述连杆体与所述连杆盖进行安装孔加工。
14.优选地,所述连杆加工工艺还包括安装孔加工之前对所述第一加工孔进行粗镗加
工。
15.优选地,所述连杆加工工艺还包括所述第一圆弧槽口粗镗加工之前对所述连杆体远离所述第一加工孔的一端部进行钻孔加工,得到所述第二加工孔,并对所述第二加工孔进行粗镗。
16.优选地,所述连杆加工工艺还包括第二加工孔粗镗之前对所述连杆体中的所述加工面进行粗铣,并将经过粗铣后的所述加工面进行粗磨,且粗磨至预设尺寸。
17.优选地,所述连杆加工工艺还包括第一加工孔粗镗加工之前将所述连杆盖位于所述第二圆弧槽口轴向两侧的平面进行粗铣,并将经过粗铣后的两平面进行粗磨,且粗磨至预设尺寸。
18.优选地,所述连杆加工工艺还包括粗磨所述连杆体中的所述加工面以及粗磨所述连杆盖之前将毛坯连杆工件锯开。
19.本发明还提供了一种连杆,由所述的连杆加工工艺加工而成。
20.相比现有技术,本发明的有益效果在于:
21.上述技术方案中所提供的一种连杆加工工艺,是通过步骤s1形成的连杆体,且连杆体上形成有第二加工孔和加工面,步骤s2对连杆体与连杆盖进行装配形成第一加工孔,步骤s3以加工面作为基准面对第一加工孔和第二加工孔进行精镗,且以加工面作为基准面对连杆盖位于第二圆弧槽口轴向一侧的平面进行精铣,步骤s4以连杆盖精铣加工面作为基准面,对连杆盖位于第二圆弧槽口轴向另一侧的平面进行精磨,从而基于精铣连杆盖位于第二圆弧槽口轴向一侧的平面在精镗加工之后,精铣与精镗加工时为同一定位基准面,能够较好的保证第一镗孔的垂直度加工要求,对连杆盖位于第二圆弧槽口轴向另一侧的平面进行精磨时,以精铣加工时的平面作为基准面,不仅较好的保证了第一镗孔垂直度的稳定性,还达到了连杆盖厚度尺寸的加工要求,步骤s2中经过装配后,方便对第一加工孔进行加工,提高作业效率,具有较好的适用性。
附图说明
22.图1为本发明实施例一种连杆工艺中毛坯连杆的立体结构示意图。
23.图2为本发明实施例一种连杆工艺中粗磨后连杆盖的结构示意图。
24.图3为本发明实施例一种连杆工艺中粗磨后连杆体的结构示意图。
25.图4为本发明实施例一种连杆工艺中钻孔以及粗镗后第二加工孔的结构示意图。
26.图5为本发明实施例一种连杆工艺中加工安装孔后连杆的结构示意图。
27.图6为图5所示加工安装孔后连杆盖的结构示意图。
28.图7为图5所示加工安装孔后连杆体的结构示意图。
29.图8为本发明实施例一种连杆工艺中半精镗倒角后连杆的结构示意图。
30.图9为本发明实施例一种连杆工艺中精磨后连杆体的结构示意图。
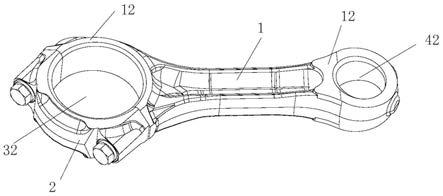
31.图10为本发明实施例一种连杆工艺中,步骤s3所得到的连杆的结构示意图。
32.附图符号说明:
33.1、连杆体;11、第一圆弧槽口;12、加工面;2、连杆盖;21、第二圆弧槽口;31、第一加工孔;32、第一镗孔;41、第二加工孔;42、第二镗孔;5、安装孔;6、毛坯连杆;7、倒角。
具体实施方式
34.以下将结合附图,对本发明进行更为详细的描述,需要说明的是,下参照附图对本发明进行的描述仅是示意性的,而非限制性的。各个不同实施例之间可以进行相互组合,以构成未在以下描述中示出的其他实施例。
35.一种连杆加工工艺,包括以下步骤:
36.s1:形成连杆体1以及连杆盖2,其中,所述连杆体1一端部上形成有第一圆弧槽口11,所述连杆体1另一端部上形成有第二加工孔41,所述连杆体1位于所述第一圆弧槽口11轴向两侧以及所述第二加工孔41轴向两侧均形成有加工面12,所述连杆盖2一端部上形成有第二圆弧槽口21。
37.s2:将所述连杆体1以及所述连杆盖2进行装配,使所述第一圆弧槽口11和所述第二圆弧槽口21配合形成第一加工孔31,可以理解的,经过装配后,方便对所述第一加工孔31进行加工,提高作业效率,由于在加工所述第一圆弧槽口11和所述第二圆弧槽口21时为同一基准面,能够较好的保证所述第一加工孔31加工后的垂直度。
38.s3:以所述连杆体1的加工面12作为基准面,将所述第一加工孔31以及所述第二加工孔41进行精镗,得到第一镗孔32和第二镗孔42,并将所述连杆盖2位于所述第二圆弧槽口21轴向一侧的平面进行精铣,得到如图10所示的连杆,由于精铣连杆盖2位于第二圆弧槽口21轴向一侧的平面在精镗加工之后,所述精铣与所述精镗加工时为同一定位基准面,可以较好的保证第一镗孔32的垂直度加工要求,防止由于垂直度较差引发发动机抱死的情况,由于垂直度得到较好的保证,使得产品的不合格率降低,大大提高了生产效率。
39.s4:将所述连杆体1以及所述连杆盖2拆开,并以所述连杆盖2的精铣加工平面作为基准面,将所述连杆盖2位于所述第二圆弧槽口21轴向另一侧的平面进行精磨,并精磨至预设尺寸,可以理解的,对连杆盖2位于第二圆弧槽口21轴向另一侧的平面进行精磨时,以精铣加工时的平面作为基准面,不仅较好的保证了第一镗孔32垂直度的稳定性,还达到了连杆盖2厚度尺寸的加工要求。
40.需要说明的是,最终加工完成,检测第一镗孔32的垂直度时,以连杆盖2位于所述第二圆弧槽口21轴向的平面作为基准面,进而检测第一镗孔32孔壁到所述基准面的垂直度。
41.请参阅图1
‑
图10,在一个具体实施例中,所述连杆加工工艺还可以包括以下步骤:
42.将毛坯连杆6工件锯开,得到连杆体1与连杆盖2,所述连杆体1上具有第一圆弧槽口11,所述连杆盖2上具有第二圆弧槽口21,如图1所示为毛坯连杆6,所述毛坯连杆6上形成有第一加工孔31,可以由购买的方式得到所述毛坯连杆6。
43.对所述连杆体1位于所述第一圆弧槽口11轴向两侧以及第二加工孔41轴向两侧的平面进行粗铣,并将经过粗铣后的两平面进行粗磨,且粗磨至预设尺寸,如图2所示,使得所述连杆体1上形成有所述加工面12。
44.将所述连杆盖2位于所述第二圆弧槽口21轴向两侧的平面进行粗铣,并将经过粗铣后的两平面进行粗磨,且粗磨至预设尺寸,得到如图3所示的连杆盖2,再对所述连杆盖2需与所述连杆体1装配结合的面进行铣加工。
45.对所述连杆体1远离所述第一加工孔31的一端部进行钻孔加工,得到所述第二加工孔41,并对所述第二加工孔41进行粗镗,使得第二加工孔41尺寸较钻孔后尺寸更大,得到
如图4所示的连杆体1,再对所述连杆体1需与所述连杆盖2装配结合的面进行铣加工。
46.对所述第一加工孔31进行粗镗加工,通过对所述连杆体1和所述连杆盖2分别加工,即粗镗刀具对所述连杆体1上的所述第一圆弧槽口11进行粗镗加工,粗镗刀具对所述连杆盖2上的所述第二圆弧槽口21进行粗镗加工。
47.粗镗加工完成后,在连杆体1沿所述第一加工孔31径向的两侧面上打标编号,且在连杆盖2沿所述第一加工孔31径向的两侧面上打字编号,在连杆体1与连杆盖2结合的面上均进行拉齿形加工,将连杆体1与连杆盖2相同编号的一侧相结合,将所述连杆体1与所述连杆盖2合钻安装孔5,得到如图5所示的连杆,所述安装孔5为螺栓孔,用以装配连杆体1与连杆盖2时,将螺栓安装于所述安装孔5内,如图6所示的为钻安装孔5后的连杆盖2,如图7所示的为钻安装孔5后的连杆体1,所述安装孔5可以沿垂直于连杆体1和连杆盖2相结合的面设置,使得装配时能够更好的结合。
48.将所述连杆体1与所述连杆盖2编号相同的一侧相结合完成装配,并对所述第一加工孔31和所述第二加工孔41进行半精镗加工,再对第一加工孔31沿其轴向两端进行倒角7,且对所述第二加工孔41沿其轴向两端进行倒角7,得到如图8所示的连杆,可以理解的,上一步骤在所述连杆体1与所述连杆盖2结合面上拉齿形,因此装配时,所述连杆体1与所述连杆盖2以齿面相结合,增大接触面积,使得装配完成后整体结构更加稳定。
49.将半精镗后的所述连杆体1与所述连杆盖2拆开,对所述连杆体1中的所述加工面12进行精磨,并精磨至预设尺寸,得到如图9所示的连杆体1。
50.精磨后,将所述连杆体1以及所述连杆盖2再次进行装配,使所述第一圆弧槽口11和所述第二圆弧槽口21配合形成所述第一加工孔31,经过装配后,方便对所述第一加工孔31进行加工,提高作业效率,由于在加工所述第一圆弧槽口11和所述第二圆弧槽口21时为同一基准面,能够较好的保证所述第一加工孔31加工后的垂直度。
51.以所述连杆体1精磨后的加工面12作为基准面,将所述第一加工孔31以及所述第二加工孔41进行精镗,得到第一镗孔32和第二镗孔42,并将所述连杆盖2位于所述第二圆弧槽口21轴向一侧的平面进行精铣,得到如图10所示的连杆,由于精铣连杆盖2位于第二圆弧槽口21轴向一侧的平面在精镗加工之后,所述精铣与所述精镗加工时为同一定位基准面,可以较好的保证第一镗孔32的垂直度加工要求,防止由于垂直度较差引发发动机抱死的情况,由于垂直度得到较好的保证,使得产品的不合格率降低,大大提高了生产效率。
52.将所述连杆体1以及所述连杆盖2拆开,并以所述连杆盖2的精铣加工平面作为基准面,将所述连杆盖2位于所述第二圆弧槽口21轴向另一侧的平面进行精磨,并精磨至预设尺寸,可以理解的,对连杆盖2位于第二圆弧槽口21轴向另一侧的平面进行精磨时,以精铣加工时的平面作为基准面,不仅较好的保证了第一镗孔32垂直度的稳定性,还达到了连杆盖2厚度尺寸的加工要求。
53.需要说明的是,最终加工完成,检测第一镗孔32的垂直度时,以连杆盖2位于所述第二圆弧槽口21轴向的平面作为基准面,进而检测第一镗孔32孔壁到所述基准面的垂直度。
54.本发明还提供了一种连杆,由所述的连杆加工工艺加工而成,所述连杆加工工艺可参阅图1
‑
图10,可以理解的,由毛坯连杆6经过加工得到具有较好垂直度的第一镗孔32,由于垂直度得到较好的保证,使得经过加工后连杆工件的不合格率降低,大大提高了生产
效率。
55.上述实施方式仅为本发明的优选实施方式,不能以此来限定本发明保护的范围,本领域的技术人员在本发明的基础上所做的任何非实质性的变化及替换均属于本发明所要求保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1