一种物料流量控制系统及方法与流程
1.本发明涉及物料分流技术领域,尤其涉及一种物料流量控制系统及方法。
背景技术:
2.在对工艺流程中的管路进行物料流量控制时,通常会采用分流装置来将一股物料以等量分流或按一定比例分流的方式分成若干股物料,以便于下游设备的继续加工。
3.现有技术中可通过分流装置实现物料分流,例如:
4.cn108678121a公开了一种分流装置、分流系统和分流方法,涉及污水处理技术领域。该分流装置包括分流器本体,其具有进口、出口以及旁路出口;闸板组件,其安装于分流器本体内;气动驱动组件,其与闸板组件相连,且气动驱动组件用于驱动所述闸板组件在第一位置和第二位置之间切换;第一位置下,闸板组件封堵所述出口,进口与旁路出口导通;第二位置下,闸板组件封堵旁路出口,进口与出口导通。该系统包括:井体结构,至少设有入水口、第一出水口和第二出水口;分流器本体设于井体结构内,且进口与入水口连通,出口可与第一出水口连通,旁路出口可与第二出水口连通。该发明具有成本较低、无污染且没有安全隐患的优点。
5.cn101368654a公开了一种管路分流器分流管及其管路分流器。其管路分流器分流管包括分流管和球阀阀体,管路分流器主要包括分流管、放气阀和球阀,要点是:球阀阀体直接设置在分流管上。这样不仅大大缩小了体积、降低了原材料的消耗和成本;而且便于运输和安装,也就是产品在运输和安装中不易损坏,安装简单便捷、省时省事省工、技能要求低、工效高、费用低;该发明是一种经济实惠的更新换代产品。
6.现有技术通过在物料流径上设置固定的分料板的方式实现分流,物料流量不稳定时,其分料比例不可控;或采用按批次重量或批次体积方式分流,使物料流不连续,影响下游设备运行工况的稳定性。
7.因此,在物料流量不稳定的情况下,如何能够将进料按照预设比例进行分流,以维持在最大阈值和最小阈值之间的标准运行值的方式进行稳定分流,且能够随着上/下游设备的期望工况数据的改变而灵活调整出料量和预设比例,以此维持整个工艺流程运行的稳定性,是本领域所面临的技术难点。本领域亟需提供一种能够实现分流比例可控的连续稳定运行的物料流量控制系统及方法。
8.此外,一方面由于对本领域技术人员的理解存在差异;另一方面由于申请人做出本发明时研究了大量文献和专利,但篇幅所限并未详细罗列所有的细节与内容,然而这绝非本发明不具备这些现有技术的特征,相反本发明已经具备现有技术的所有特征,而且申请人保留在背景技术中增加相关现有技术之权利。
技术实现要素:
9.针对现有技术之不足,本发明提供了一种物料流量控制系统及方法,以解决现有技术中存在的技术问题。
10.本发明公开了一种物料流量控制系统,其包括:
11.主体部,由外壳限定出连通进料口和若干出料口的内部空间,导流部,用于使从进料口进入内部空间的物料分流至不同的出料口;控制部,用于至少向导流部发送控制信号,以调节导流部的配置方式。控制部的处理单元通过调节导流部的导流阀组件的位置和状态,使得从进料口进入内部空间的物料在储料仓中的物料囤积量维持在标准运行值的区间范围内,并在工艺流程中的设备出现异常数据或上/下游设备的期望工况数据发生改变时,驱动导流阀组件以维持原始的预设比例或改变原始的预设比例的方式调节导流阀芯位置和/或状态。
12.根据一种优选实施方式,主体部在具有至少三个沿圆周分布的出料口时,导流阀芯能够在接触物料的一侧设置有分料挡板,分料挡板可以沿第一方向设立,以使得导流阀芯能够被划分成若干对应于不同出料口的导流阀板,进而使得处在不同导流阀板上的物料之间有明显的间断点或分割线。各导流阀板的导流角度能够以大于物料的堆积角的方式设置,以防止物料滞留或流动不畅。
13.本发明的物料流量控制系统能够通过不同结构的导流阀芯实现多个出料口的分流,且可通过驱动导流阀芯来调节物料从各出料口流出的量,进而实现均匀分流或按预设比例分流的目的。当导流部进行均匀分流时,各出料口的流出量维持原始的预设比例进行分流,并可基于进料口的进入量的增加或减少来调节导流阀芯在第一方向上的位置,以使得各出料口的流出量相应地同步增加或减少,其中,导流阀芯在第一方向上的位置调节是通过料位调节器驱动导流阀杆向导流阀芯传动而实现的。当导流部需要进行按比例分流时,导流阀芯对应于不同出料区域的若干导流阀板能够以不同的导流角度或在第一方向上不同的位置来实现比例的调节,其中,导流角度的调节或在第一方向上不同位置的调节都可基于料位调节器的驱动和导流阀杆的传动来实现。
14.根据一种优选实施方式,在导流部的内部,料位调节器能够对导流阀组件的位置和状态进行调节,料位调节器通过导流阀杆连接于导流阀组件中位于主体部内部空间的导流阀芯,其中,导流阀芯能够位于内部空间中的过渡区域。
15.本发明的物料流量控制系统能够通过控制部的处理单元确定物料流量控制系统及上/下游设备的运行情况,并至少通过向导流部发送控制信号的方式对导流部的配置方式进行调节,其中,至少可以对导流部的导流阀芯的位置和状态进行调节。进一步地,处理单元可驱动料位调节器和导流阀杆调节导流阀芯上各导流阀板的导流角度或其在第一方向上的位置,以此实现物料分流的预设比例的调节。
16.根据一种优选实施方式,导流阀杆能够将料位调节器提供的动力传递至导流阀芯,以使得导流阀芯至少能够沿第一方向或其反方向运动,其中,导流阀芯在第一方向或其反方向的行程受限于处在过渡区域的外壳的结构。导流阀芯的行程以小于料位调节器的行程、小于导流阀杆的长度的方式设置,以保证导流阀芯在过渡区域中的正常运动,其中,导流阀杆能够以穿过安装在外壳至少部分区域上的滑动轴承的方式连接于导流阀芯和料位调节器。
17.本发明的导流阀芯在第一方向或其反方向的行程受限于处在过渡区域的外壳的结构,进而影响了储料仓的结构。基于储料仓的设置,物料流量控制系统能够至少在进料流量不稳定时,通过调节导流阀芯的运动状态来改变储料仓的囤积状态,进而实现相对稳定
和连续的出料。导流阀芯的运动状态受料位调节器的控制,料位调节器通过导流阀杆进行传动,进而调节导流阀芯在过渡区域的位置和状态,因此,导流阀芯的行程以小于料位调节器的行程、小于导流阀杆的长度的方式设置是为了保证导流阀芯可以在过渡区域具有足够的活动区域,不会因导流阀杆和/或料位调节器的限制而使得导流阀芯无法实现储料仓的密封或对流量调节。
18.优选地,导流部还可具有不同的配置方式,使得处理单元可以具有相应的控制方法。进一步地,导流部可以将导流阀芯设置为若干可调节导流角度的导流阀板,或设置为若干可独立调节其在第一方向上的位置的导流阀板。对于采用后者配置方式的导流部,处理单元可以灵活地对任一导流阀板进行独立调节,以使得导流部能够更好地满足不同的分流需求;反之,对于采用前者配置方式的导流部,由于导流阀芯不可拆卸或无需拆卸,使得需要对导流阀芯的转动角度进行更精准的调节才能够平衡多个出料口的流出量,以达到分流的预设比例,即对于处理单元具有更高的软硬件需求且在调整过程中也存在更高的运算负荷,但也由于导流阀芯不可拆卸或无需拆卸,使得作为整体的导流阀芯不会出现各导流阀板的相对位移,从而也避免了部分物料在导流阀板发生相对位移时粘附在隔板上影响导流部的使用寿命。优选地,导流部可基于物料特性、处理单元配置性能和/或分流精准程度需求等因素适应性地选用不同的配置方式。
19.根据一种优选实施方式,导流阀芯的结构特征是基于储料仓的横截面形状和处在过渡区域的外壳的结构来确定的,其中,调节至任一位置和/或状态的导流阀芯在第一方向上的投影面积均大于储料仓的投影面积,且导流阀芯的投影形状能够覆盖储料仓的投影形状。
20.本发明的导流阀芯作为储料仓的活动底板可以至少是在导流阀芯处于第二状态的情况下,导流阀芯与作为储料仓侧壁的外壳密封连接,使得储料仓能够以输入物料而不输出物料的方式对物料进行囤积,以此使得导流阀芯可以临时地作为储料仓的底板。优选地,导流阀芯在第一方向上的投影面积大于储料仓的投影面积,且导流阀芯的投影形状能够至少覆盖储料仓的投影形状,以使得导流阀芯在沿第一方向的反方向运动到与外壳接触(即达到第二状态)时,导流阀芯能够完全阻隔进料区域与过渡区域的连通,即导流阀芯与外壳的接触使得物料流通的途径被切断,进而在进料区域形成能够囤积物料的储料仓。换言之,储料仓能够以进料区域的部分外壳作为侧壁,以导流阀芯作为活动底板,进而在导流阀芯处于第二状态时使底板与侧壁以几乎无泄漏的方式密封连接,实现储料仓的物料囤积。
21.根据一种优选实施方式,控制部对导流部的调节至少是依据监测部采集的监测数据而确定的,其中,监测部能够通过料位监测单元和流量监测单元获取物料流量控制系统的物料进出量和分流情况。
22.本发明的监测部可配置有多种监测单元,以使得采集得到的监测数据能够发送至控制部的处理单元进行分析运算,进而由处理单元判断主体部内部空间中物料的流动情况,并可通过输出控制信号的方式驱动导流部改变物料的流动情况。
23.根据一种优选实施方式,料位监测单元能够对储料仓中的物料囤积量进行采集,以传输至处理单元进行实时物料囤积量与最小阈值、最大阈值和/或标准运行值之间的对比。
24.本发明的料位监测单元采集到的实时料位数据能够发送至处理单元,以使得处理单元能够对实时料位数据与设定值进行比较,其中,设定值可包括最小阈值、最大阈值和/或标准运行值。处理单元在判断到实时料位数据超出最小阈值和最大阈值之间的范围时,可以对工艺流程中各设备的工况进行校验,以输出控制信号或通过通讯单元向用户终端发送通讯信号,进而实现自动或手动的工艺条件调节。基于处理单元对储料仓料位状态的判断,控制部可以在调控物料流量控制系统中各功能组件的同时,还可以联动控制上/下游设备。
25.根据一种优选实施方式,处理单元能够通过流量监测单元获取上/下游设备的期望工况数据,以基于上/下游设备的期望工况数据的改变确定驱动导流部进行调节的方案。
26.本发明的处理单元可向导流部发出控制信号以响应于接收到的上/下游设备的期望工况数据,尤其是在上/下游设备的期望工况数据发生改变时。优选地,导流部响应于处理单元的控制信号而通过料位调节器改变导流阀芯在主体部内部空间中的位置和状态,进而使得导流部能够基于期望工况数据完成预设比例分流的任务,其中,分流的预设比例是基于上/下游设备的期望工况数据而确定的,尤其是基于上游设备的期望出料量和多个下游设备的期望进料量,使得预设比例的分流任务可以是进行等比例分流或不等比例分流。
27.本发明还公开了一种物料流量控制方法,该物料流量控制方法采用前述任一物料流量控制系统,其中,该物料流量控制方法至少包括如下步骤:
28.在监测部获取异常数据或上/下游设备的期望工况数据发生改变时,控制部的处理单元能够发送控制信号至导流部,使得料位调节器能够对导流阀组件的位置和状态进行调节。
29.根据一种优选实施方式,物料流量控制方法还包括如下步骤:
30.控制部驱动导流阀芯沿第一方向的反方向运动至与部分外壳接触,并维持当前的第二状态;
31.控制部使物料从进料口进入进料区域的储料仓内,基于处在第二状态的导流阀芯使得物料无法从进料区域通过过渡区域进入出料区域,并在储料仓内进行囤积;
32.当储料仓中的物料囤积达到标准运行值时,控制部驱动导流阀芯沿第一方向运动,使得储料仓的底板与侧壁之间产生逐渐扩大且允许物料穿过的缝隙,进而使得物料能够通过不同的缝隙进入至不同的出料区域,并从相应的出料口中流出;
33.控制部驱动导流阀芯移动至能够维持储料仓中物料囤积量的位置并停留,以均衡物料进出量的状态完成物料分流任务。
34.本发明的处理单元能够对不同的下游设备及对应的出料口进行优先级排序,以使得导流部在不能或无需保证所有出料口的流出量满足相应下游设备的期望工况数据时,优先使得排序更靠前的出料口的流出量满足相应下游设备的期望工况数据,从而保证整个工艺过程可以相对稳定地持续进行。出料口和下游设备的优先级也可以是用户输入排序的,处理单元能够基于实际运行情况对优先级排序进行调整。
附图说明
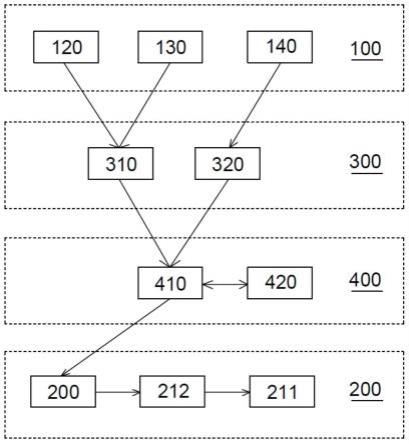
35.图1是本发明提供的一种优选实施方式的物料流量控制系统的简化模块连接关系示意图;
36.图2是本发明提供的一种优选实施方式的物料流量控制系统的局部结构示意图。
37.附图标记列表
38.100:主体部;110:外壳;120:进料口;130:出料口;140:储料仓;150:滑动轴承;200:导流部;210:导流阀组件;211:导流阀芯;212:导流阀杆;220:料位调节器;221:支架;300:监测部;310:料位监测单元;320:流量监测单元;400:控制部;410:处理单元;420:通讯单元;α:导流角度。
具体实施方式
39.下面结合附图进行详细说明。
40.图1是本发明提供的一种优选实施方式的物料流量控制系统的简化模块连接关系示意图;图2是本发明提供的一种优选实施方式的物料流量控制系统的局部结构示意图。
41.实施例1
42.本发明公开了一种物料流量控制系统,本发明还可以公开一种用于调节物料分流的控制部400,也可以公开一种包含物料流量控制系统的工艺体系,其适用于固体颗粒(粉料)、液体、浆料等在重力作用下可以连续流动的物料;特别适用于物料流量连续变化的工况,实现两路及以上按比例分流或均匀分流的功能。
43.根据一种优选实施方式,物料流量控制系统可包括主体部100和导流部200,其中,主体部100通过外壳110构建用于容纳物料的内部空间,导流部200通过导流阀组件210将内部空间中的物料分流至不同的下游设备中。
44.优选地,外壳110构建的内部空间能够通过进料口120和出料口130分别与上、下游设备实现连通,其中,主体部100包含有至少两个出料口130以使得从进料口120进入的物料可基于导流部200的导向分流至不同的出料口130。
45.优选地,内部空间可大致被划分为进料区域和若干出料区域,其中,进料区域靠近且连通于进料口120,出料区域靠近且连通于相应的出料口130,即出料区域是基于出料口130的配置数量而确定的。进一步地,内部空间中的进料区域和若干出料区域可通过过渡区域连通,即从进料口120进入进料区域的物料可经过过渡区域分流至不同的出料区域,进而实现物料流量控制系统的分流功能,其中,物料在过渡区域的分流是通过导流部200实现的,即导流部200的导流阀组件210至少部分地设置在主体部100的过渡区域中。
46.优选地,将与进料口120开设平面垂直且指向于主体部100内部空间的方向定义为第一方向,即物料能够大致沿第一方向穿过进料口120,以进入内部空间的进料区域,在过渡区域以一定比例分配后进入不同出料区域并从相应的出料口130流出,其中,物料在出料口130的流通方向可包含沿第一方向的分向量。进一步地,第一方向可以与重力加速度的方向并行。物料流通的动力可以是物料自身的重力和/或外部施加的作用力。
47.根据一种优选实施方式,导流阀组件210的导流阀芯211能够设置在主体部100的过渡区域中,以使得进料区域中的物料在接触导流阀芯211后,能够基于导流阀芯211的导流结构而分流至不同的出料区域,进而实现物料流量控制系统的分流功能。
48.优选地,导流阀芯211能够与导流阀杆212的一端连接,以通过导流阀杆212调节导流阀芯211在过渡区域中的位置,以此达成不同情况的分流。
49.进一步地,导流阀杆212可带动导流阀芯211沿第一方向或其反方向运动,其中,导
流阀杆212沿第一方向运动时,导流阀芯211以远离于进料区域的方式运动,进而增大物料流进出料区域中的量;反之,导流阀杆212沿第一方向的反方向运动时,导流阀芯211以靠近于进料区域的方式运动,进而减小物料流进出料区域中的量。优选地,导流阀杆212带动导流阀芯211沿第一方向或其反方向运动的范围受限于构成内部空间的外壳110的结构,即导流阀芯211在运动至第一方向的端部和/或第一方向的反方向的端部时,存在至少部分区域与外壳110接触,以使得导流阀芯211的运动路径被外壳110所阻挡而无法继续沿该方向运动。换言之,导流阀芯211基于外壳110结构而具有特定的行程,导流阀芯211能够在特定行程内沿第一方向或其反方向运动。
50.根据一种优选实施方式,导流部200设置有可以为导流阀组件210的运动提供动力的料位调节器220,导流阀杆212以一端连接于导流阀芯211,相对另一端连接于料位调节器220的方式将料位调节器220提供的动力传递至导流阀芯211,进而调节导流阀芯211在内部空间中的位置和状态。
51.进一步地,将导流阀芯211运动至第一方向的端部且接触于外壳110部分区域的状态限定为第一状态,将导流阀芯211运动至第一方向的反方向的端部且接触于外壳110其他区域的状态限定为第二状态。
52.优选地,料位调节器220根据安装条件可以选择直行程的气缸或电动推杆,其中,料位调节器220的行程大于导流阀芯211的行程。
53.优选地,穿过滑动轴承150的导流阀杆212一端可与导流阀芯211连接,另一端可与料位调节器220连接,其中,滑动轴承150可设置有密封环,并以两侧密封的方式安装在外壳110上,以防止粉尘、液体通过,从而延长滑动轴承150的使用寿命。换言之,滑动轴承150能够安装在导流阀芯211与料位调节器220之间的外壳110上。
54.进一步地,导流阀杆212的长度大于导流阀芯211的行程,且导流阀杆212的表面光滑耐磨具有较强刚性,不易变形。
55.根据一种优选实施方式,进料区域在靠近于过渡区域的至少部分空间可设置有储料仓140,其中,储料仓140是以外壳110作为侧壁、以导流阀芯211作为活动底板的筒状结构。
56.储料仓140的侧壁可以是构成进料区域的全部外壳110或部分外壳110,优选地,以进料区域的部分外壳110作为储料仓140的侧壁可以使得进料区域靠近于进料口120的空间还可设置有能够进行缓冲的流通管,其中,流通管可以是在第一方向上呈横截面积渐增的结构,以使得物料通过进料口120进入进料区域后能够囤积于更大的储存空间中。
57.作为储料仓140的活动底板的导流阀芯211在处于第二状态时,能够与作为储料仓140侧壁的外壳110密封连接,使得储料仓140能够以输入物料而不输出物料的方式对物料进行囤积,以此使得导流阀芯211可以作为储料仓140的活动底板。优选地,导流阀芯211在第一方向上的投影面积大于储料仓140的投影面积,且导流阀芯211的投影形状能够至少覆盖储料仓140的投影形状,以使得导流阀芯211在沿第一方向的反方向运动到与外壳110接触(即达到第二状态)时,导流阀芯211能够完全阻隔进料区域与过渡区域的连通,即导流阀芯211与外壳110的接触使得物料流通的途径被切断,进而在进料区域形成能够囤积物料的储料仓140。换言之,储料仓140能够以进料区域的部分外壳110作为侧壁,以导流阀芯211作为活动底板,进而在导流阀芯211处于第二状态时使底板与侧壁以几乎无泄漏的方式密封
连接,实现储料仓140的物料囤积。
58.优选地,储料仓140的容积可以是根据物料流量和料位调节器220的特性参数进行综合计算得出,其中,储料仓140的横截面可以根据物料分流需求和分流数量制成圆形、多边形或异形。进一步地,物料分流需求可以是均匀分流或按比例分流,分流数量可以是出料口130的设置数量。
59.进一步地,在储料仓140已储存有至少部分物料的情况下,料位调节器220可驱动导流阀杆212以带动导流阀芯211沿第一方向运动,进而使得导流阀芯211由第二状态向第一状态过渡,即储料仓140的活动底板与侧壁之间产生缝隙且缝隙尺寸逐渐增大,从而使得储料仓140中囤积的物料能够穿过缝隙以流经过渡区域的方式进入至出料区域。
60.进一步地,导流阀芯211的形状可以根据储料仓140的横截面的形状和出料区域的外壳110结构而确定,即不论储料仓140的横截面采用何种形状,导流阀芯211在处于第二状态时都能够阻隔进料区域与出料区域的连通。
61.优选地,导流阀芯211能够以非平面的结构设置,以使得物料从储料仓140流至过渡区域时可基于导流阀芯211的导向进入不同的出料区域,并可使得物料在不同出料区域的流通方向大致垂直于相应出料口130的开设平面。
62.优选地,导流阀芯211能够由若干个导流阀板拼接而成,其中,导流阀板的数量可基于出料口130的数量而定。例如,在出料口130数量为两个时,两个导流阀板可以呈倒“v”状结构设置,以使得导流阀杆212的一端可以连接于两个导流阀板的连接线上的中心位置;在出料口130数量大于两个时,多个导流阀板可以呈无底多棱锥的结构设置,以使得导流阀杆212的一端可以连接于多个导流阀板的连接端点。
63.进一步地,导流阀芯211的不同导流阀板可具有相同或不同的导流角度α,其中,导流角度α可以是任一导流阀板与调节平面的夹角。调节平面可以是用于放置料位调节器220的连接于外壳110的支架221,其能够与第一方向垂直。优选地,导流阀芯211的导流角度α大于物料堆积角度,以防止物料堆积。
64.优选地,导流阀杆212能够转动连接于导流阀芯211,以调节导流阀芯211中不同导流阀板的导流角度α,进而调节不同出料区域的流通量。
65.优选地,多个导流阀杆212能够分别与导流阀芯211的各导流阀板独立连接,以独立调节不同出料区域的流通量,其中,各导流阀板之间可在第一方向的平面上设置有隔板,以使得导流阀杆212在带动任一导流阀板独立运动时不会与其他导流阀板形成间隙,进而避免物料穿过间隙进入至导流阀芯211当前位置向第一方向延伸的区域。
66.优选地,物料流量控制系统中可以将与物料直接接触的部件的材料表面硬度设置为大于物料表面硬度,或在上述部件表面覆盖高硬度材料制成的耐磨板,以延长物料流量控制系统的使用寿命,其中,高硬度材料可包括但不限于聚氨酯,聚四氟乙烯,橡胶,陶瓷。
67.根据一种优选实施方式,物料流量控制系统能够配置有用于采集监测数据的监测部300和用于基于监测数据生成控制信号和/或通讯信号的控制部400,其中,监测部300可配置有多种监测单元,以使得采集得到的监测数据能够发送至控制部400的处理单元410进行分析运算,进而由处理单元410判断主体部100内部空间中物料的流动情况,并可通过输出控制信号的方式驱动导流部200改变物料的流动情况。优选地,处理单元410可以是plc、单片机、hmi,以实现运算分析并输出信号。
68.优选地,监测部300可配置有用于监测储料仓140的实时料位的料位监测单元310。优选地,料位监测单元310可根据物料特性选择电容式、射频导纳式、重力式等方式进行数据采集。
69.进一步地,料位监测单元310能够将采集到的实时料位数据发送至处理单元410,以使得处理单元410可以对实时料位数据与设定值进行比较,其中,设定值可包括最小阈值、最大阈值和/或标准运行值。优选地,最小阈值、最大阈值和标准运行值可以是容积值或高度值,在储料仓140的径向尺寸相同的情况下,容积值与高度值可相互换算。
70.优选地,标准运行值为运行前设定的或运行过程中调整的储料仓140标准囤积量,在正常运行过程中,储料仓140能够以维持实时料位数据大致等同于标准运行值的方式保证物料进出量的平衡。换言之,储料仓140中的物料在大致保持在一个数值上下小范围浮动,即可说明从进料口120进入主体部100的总物料量与从各出料口130流出主体部100的总物料量大致相同,且上述状态为储料仓140的标准运行状态。当工艺条件和/或工艺目标改变时,处理单元410能够以适应性调节标准运行值的方式使得脱离标准运行状态的储料仓140可以重新达到新的标准运行状态。
71.优选地,最小阈值和最大阈值分别为储料仓140预设最小物料囤积量和最大物料囤积量,即储料仓140需要物料量限定在最小物料囤积量和最大物料囤积量之间才能处于正常运行状态,其中,标准运行状态可以是正常运行状态中的任一状态,即标准运行值是介于最小阈值和最大阈值之间的任一设定值。
72.通常地,储料仓140的实时料位数据小于最小阈值可能是由于上游设备停止供料而引起的;储料仓140的实时料位数据大于最大阈值可能是由于物料流量控制系统故障或下游设备堵料而引起的。优选地,处理单元410在判断到实时料位数据超出最小阈值和最大阈值之间的范围时,可以对工艺流程中各设备的工况进行校验,以输出控制信号或通过通讯单元420向用户终端发送通讯信号,进而实现自动或手动的工艺条件调节。例如,处理单元410在判断上游设备停止供料时,能够驱动导流部200以平稳分流的方式将储料仓140中的物料自动地逐渐排空;再例如,处理单元410在判断物料流量控制系统发生故障和/或下游设备发生堵料等情况时,能够在联动停止上游设备供料的同时驱动物料流量控制系统中各功能组件或下游设备进行自动故障排除,和/或通过通讯单元420将带有设备故障信息的通讯信号发送至用户终端,以使得用户能够及时响应并进行手动故障排除。即基于处理单元410对储料仓140料位状态的判断,控制部400可以在调控物料流量控制系统中各功能组件的同时,还可以联动控制上/下游设备。
73.进一步地,控制部400的处理单元410在联动控制上/下游设备时也可以获取上/下游设备的工况数据,例如,将上游设备的物料输出量和下游设备的物料输入量分别与监测部300在进料口120和出料口130设置的流量监测单元320获取的流量数据进行对比,进而判断物料在工艺流程的管道中流通时是否发生渗漏等情况。
74.进一步地,处理单元410在联动控制上/下游设备时还可以获取上/下游设备的期望工况数据,例如,上游设备在提高了进料量和/或加工效率的情况下,从进料口120进入主体部100的期望物料量也会增加;再例如,某一下游设备在需要更多出料量和/或提高加工效率的情况下,从相应出料口130流出主体部100的期望物料量也会增加。优选地,上/下游设备的期望工况数据可以通过流量监测单元320获取。
75.根据一种优选实施方式,处理单元410可向导流部200发出控制信号以响应于接收到的上/下游设备的期望工况数据,尤其是在上/下游设备的期望工况数据发生改变时。优选地,导流部200响应于处理单元410的控制信号而通过料位调节器220改变导流阀芯211在主体部100内部空间中的位置和状态,进而使得导流部200能够基于期望工况数据完成预设比例分流的任务,其中,分流的预设比例是基于上/下游设备的期望工况数据而确定的,尤其是基于上游设备的期望出料量和多个下游设备的期望进料量,使得预设比例的分流任务可以是进行等比例分流或不等比例分流。
76.优选地,上/下游设备的期望工况数据发生改变可以是上游设备的期望出料量改变,和/或任一下游设备的期望进料量改变。上/下游设备的期望工况数据的改变可对物料流量控制系统的运行方式产生影响,该影响包括从进料口120进入主体部100内部空间的物料量的改变,和/或从各出料口130流出于主体部100内部空间的物料量的改变,其中,从进料口120进入主体部100内部空间的物料量改变时至少可以引起从各出料口130流出主体部100内部空间的物料量的改变。
77.进一步地,从各出料口130流出主体部100内部空间的物料量的改变,可以是所有出料口130的流出量按照原始的预设比例成倍数的同步增加或减少,也可以是至少部分出料口130的流出量不按照原始的预设比例而依据新的预设比例进行增加或减少。
78.根据一种优选实施方式,多个出料区域能够以相同的安装角度设置,其中,安装角度为物料在相应出料区域的流动方向与调节平面之间的夹角。通常地,不同导流阀板的导流角度α可以与相应出料区域的安装角度相同,以使得通过导流阀板的导流,进入相应出料区域的物料可以沿最佳的流动方向流经出料区域。优选地,当各导流阀板的导流角度α均相同时,导流部200则可以实现均匀分流。
79.优选地,当导流部200进行均匀分流时,各出料口130的流出量维持原始的预设比例进行分流,并可基于进料口120的进入量的增加或减少来调节导流阀芯211在第一方向上的位置,以使得各出料口130的流出量相应地同步增加或减少,其中,导流阀芯211在第一方向上的位置调节是通过料位调节器220驱动导流阀杆212向导流阀芯211进行传动而实现的。
80.优选地,当导流部200需要进行按比例分流时,导流阀芯211对应于不同出料区域的若干导流阀板能够以不同的导流角度α或在第一方向上不同的位置来实现比例的调节,其中,导流角度α的调节或在第一方向上不同位置的调节都可基于料位调节器220的驱动和导流阀杆212的传动来实现。
81.根据一种优选实施方式,处理单元410可根据下游设备的期望工况数据得到各出料口130的分流比例,当分流比例对应的分流模式并非为均匀分流时,可通过料位调节器220和导流阀杆212调节导流阀芯211上各导流阀板的导流角度α或其在第一方向上的位置。优选地,处理单元410可通过建立三维模型的方式动态模拟调节过程,进而判断调节后的导流部200的分流任务完成情况。
82.优选地,导流阀芯211上各导流阀板可调节导流角度α时,控制部400的处理单元410可被配置为:
83.根据上/下游设备的期望工况数据确定从进料口120进入主体部100内部空间的物料量和从各出料口130流出于主体部100内部空间的物料量,并获得物料分流的预设比例;
84.基于物料分流的预设比例确定导流阀芯211转动后各导流阀板在第一方向上的投影面积,即各导流阀板在第一方向上的投影面积的比值是大致等于分流的预设比例的,其中,各导流阀板在第一方向上的投影总面积是随着导流阀芯211的转动而同步改变的,且限定导流阀芯211的转动范围是保证各导流阀板在第一方向上的投影总面积至少大于储料仓140的横截面积;
85.基于进出主体部100内部空间的物料量确定转动后的导流阀芯211在第一方向上的位置,并向料位调节器220发出调节导流阀芯211位置的控制信号,其中,由于导流阀芯211的转动,即使从进料口120进入主体部100内部空间的物料量未发生改变,各出料口130的总流出量也会产生较小的变化,因此在导流阀芯211转动后至少可基于进出主体部100内部空间的物料量确定料位调节器220对导流阀芯211在第一方向上的位置的调节方式;
86.当上/下游设备的期望工况数据改变时重复进行上述步骤。
87.进一步地,处理单元410对于导流阀芯211旋转的动态模拟可以将三维模型建立在球坐标系中,以通过方位角、仰角和距离等参数确定旋转后的导流阀芯211上各导流阀板在第一方向上的投影面积,进而还可基于各导流阀板在第一方向上的投影面积的比值推测按照当前结构的导流阀芯211进行物料分流所能够得到的分流比例。
88.优选地,导流阀芯211上各导流阀板可独立调节其在第一方向上的位置时,控制部400的处理单元410可被配置为:
89.根据上/下游设备的期望工况数据确定从进料口120进入主体部100内部空间的物料量和从各出料口130流出于主体部100内部空间的物料量,并获得物料分流的预设比例;
90.基于物料分流的预设比例确定各导流阀板在第一方向上的位置,以形成具有新结构的导流阀芯211,即分别与各导流阀板连接导流阀杆212可独立控制相应导流阀板在第一方向上的位置,进而使得在第一方向上具有不同位置的各导流阀板能够形成不同的流通半径,从而达成预设比例的分流,其中,导流阀杆212带动相应导流阀板在第一方向或其反方向的运动不超出导流阀芯211的行程,即导流阀板受限于过渡区域的外壳110结构;
91.基于进出主体部100内部空间的物料量确定具有新结构的导流阀芯211在第一方向上的整体位置;
92.当上/下游设备的期望工况数据改变时重复进行上述步骤。
93.进一步地,基于导流部200的不同配置方式,处理单元410可以具有相应的控制方法,其中,对于采用后者配置方式的导流部200,处理单元410可以灵活地对任一导流阀板进行独立调节,以使得导流部200能够更好地满足不同的分流需求;反之,对于采用前者配置方式的导流部200,由于导流阀芯211不可拆卸或无需拆卸,使得需要对导流阀芯211的转动角度进行更精准的调节才能够平衡多个出料口130的流出量,以达到分流的预设比例,即对于处理单元410具有更高的软硬件需求且在调整过程中也存在更高的运算负荷,但也由于导流阀芯211不可拆卸或无需拆卸,使得作为整体的导流阀芯211不会出现各导流阀板的相对位移,从而也避免了部分物料在导流阀板发生相对位移时粘附在隔板上影响导流部200的使用寿命。优选地,导流部200可基于物料特性、处理单元410配置性能和/或分流精准程度需求等因素适应性地选用不同的配置方式。
94.根据一种优选实施方式,处理单元410能够对不同的下游设备及对应的出料口130进行优先级排序,以使得导流部200在不能或无需保证所有出料口130的流出量均满足相应
下游设备的期望工况数据时,优先使得排序更靠前的出料口130的流出量满足相应下游设备的期望工况数据,其中,优先级排序可以是排序更靠前的出料口130和下游设备具有更高的优先级,排序更靠后的出料口130和下游设备具有更低的优先级。
95.进一步地,出料口130和下游设备的优先级也可以是用户输入排序的,处理单元410能够基于实际运行情况对优先级排序进行调整。
96.导流部200不能保证所有出料口130的流出量满足相应下游设备的期望工况数据可以是导流阀芯211在已达到最大调节限度或任一导流角度α已调节至接近或大致等于物料堆积角时仍无法满足相应下游设备的期望工况数据的情况,则将该出料口130及相应下游设备的优先级排序为最靠后,并对其他出料口130和下游设备进行正常的优先级排序,直至运行工况发生改变。
97.能够满足相应下游设备的期望工况数据的出料口130及其相应的下游设备具有更高的优先级。
98.导流部200无需保证所有出料口130的流出量满足相应下游设备的期望工况数据可以是工艺流程中仅部分下游设备存在期望工况数据,而其他下游设备没有明确的限定规则,则可以将存在期望工况数据的下游设备及其相应的出料口130赋予更高的优先级。
99.根据一种优选实施方式,本发明的物料流量控制系统能够在启动时通过料位调节器220使导流阀杆212驱动导流阀芯211沿第一方向的反方向运动至与部分外壳110接触,并维持当前的第二状态;接着使物料从进料口120进入进料区域的储料仓140内,基于处在第二状态的导流阀芯211使得物料无法从进料区域通过过渡区域进入出料区域,并在储料仓140内进行囤积;当储料仓140中的物料囤积到一定量时(即达到标准运行值)可通过料位调节器220驱动导流阀杆212运动,以带动导流阀芯211沿第一方向运动,使得储料仓140的底板与侧壁之间产生逐渐扩大且允许物料穿过的缝隙,进而使得物料能够通过不同的缝隙进入至不同的出料区域,并从相应的出料口130中流出;然后使得导流阀芯211移动至能够维持储料仓140中物料囤积量几乎不变的位置并停留,以使得在进料口120和出料口130的物料进出量大致相同的状态下完成物料分流任务。优选地,在监测部300获取异常数据或上/下游设备的期望工况数据发生改变时,处理单元410可发送控制信号至导流部200,以使得导流部200能够至少以调节导流阀芯211上各导流阀板的导流角度α或其在第一方向上的位置的方式进行适应性的调节,和/或处理单元410也可通过通讯单元420向用户终端发送通讯信号,以使得用户能够进行人工调节。
100.实施例2
101.本实施例是对实施例1的进一步改进,重复的内容不再赘述。
102.本发明还公开了一种物料流量控制方法,该物料流量控制方法采用前述实施例1中所述的任一物料流量控制系统,其中,该物料流量控制方法可包括如下步骤:
103.s1.控制部400通过料位调节器220使导流阀杆212驱动导流阀芯211沿第一方向的反方向运动至与部分外壳110接触,并维持当前的第二状态;
104.s2.控制部400使物料从进料口120进入进料区域的储料仓140内,基于处在第二状态的导流阀芯211使得物料无法从进料区域通过过渡区域进入出料区域,并在储料仓140内进行囤积;
105.s3.当储料仓140中的物料囤积到一定量时(即达到标准运行值),控制部400可通
过料位调节器220驱动导流阀杆212运动,以带动导流阀芯211沿第一方向运动,使得储料仓140的底板与侧壁之间产生逐渐扩大且允许物料穿过的缝隙,进而使得物料能够通过不同的缝隙进入至不同的出料区域,并从相应的出料口130中流出;
106.s4.控制部400可驱动导流阀芯211移动至能够维持储料仓140中物料囤积量几乎不变的位置处停留,以使得在进料口120和出料口130的物料进出量大致相同的状态下完成物料分流任务;
107.s5.在监测部300获取异常数据或上/下游设备的期望工况数据发生改变时,控制部400的处理单元410能够发送控制信号至导流部200,使得料位调节器220能够对导流阀组件210的位置和状态进行调节。
108.优选地,上述步骤并无严格的先后顺序,在一定条件下可以进行调换或跳过。
109.需要注意的是,上述具体实施例是示例性的,本领域技术人员可以在本发明公开内容的启发下想出各种解决方案,而这些解决方案也都属于本发明的公开范围并落入本发明的保护范围之内。本领域技术人员应该明白,本发明说明书及其附图均为说明性而并非构成对权利要求的限制。本发明的保护范围由权利要求及其等同物限定。本发明说明书包含多项发明构思,诸如“优选地”、“根据一个优选实施方式”或“可选地”均表示相应段落公开了一个独立的构思,申请人保留根据每项发明构思提出分案申请的权利。在全文中,“优选地”所引导的特征仅为一种可选方式,不应理解为必须设置,故此申请人保留随时放弃或删除相关优选特征之权利。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1