一种高速锁木螺钉及其精密牙板模具的制作方法
1.本实用新型涉及螺丝生产技术领域,特别涉及一种高速锁木螺钉及其精密牙板模具。
背景技术:
2.螺丝,是利用物体的斜面圆形旋转和摩擦力的物理学和数学原理,循序渐进地紧固器物机件的工具,在螺丝的使用中,普通自攻螺丝,即螺钉,仅包含螺杆、螺纹、螺头三部分,工艺简单,稳定性差,容易在攻木过程中产生木头开裂、螺钉偏移等问题,且工作效率较低。
3.在中国专利cn202022406354.x中公开了一种平头十字自攻螺丝,所述自攻螺丝螺杆的上方固定设置有自攻螺丝螺头,所述自攻螺丝螺杆的外壁上设置有自攻螺丝螺纹部,所述自攻螺丝螺杆的下方固定设置有自攻头,所述自攻螺丝螺头的内部设置有十字槽,所述十字槽的内部设置有备用十字槽,所述备用十字槽和十字槽的内部均设置有定位孔,且定位孔设置有四个,所述十字槽的外部设置有活动槽,且活动槽设置有四个,四个所述活动槽的内部均设置有活动板。虽然加强了螺丝强度,但无法保证其稳定性,且工作效率不高。
技术实现要素:
4.有鉴于此,本实用新型提供了一种可以解决上述问题的高速锁木螺钉及其精密牙板模具。
5.一种高速锁木螺钉,其包括一个螺钉主体,以及一个设置于螺钉主体一端的螺钉头。所述螺钉主体包括一个螺杆,一个远离所述螺钉头的螺尖,一道设置在所述螺丝钉主体上的螺纹,六道设置在所述螺杆上靠近所述螺尖处的扭筋,以及多个设置在所述螺纹上的螺纹凸点。所述螺杆与所述螺钉头的连接处直径逐渐扩大。所述扭筋设置在所述螺纹内,并顺着所述螺杆的径向延伸,在所述螺杆上形成螺旋结构。所述螺纹凸点位于所述螺纹的牙尖处,同一截面的所述螺纹上设置三个所述螺纹凸点,形成截面为三角棱状结构。
6.进一步地,所述螺钉头的头型为平头型。
7.进一步地,所述螺钉头的槽型为梅花槽型。
8.一种用于制造高速锁木螺钉的精密牙板模具,其包括一个静牙板,一个动牙板,以及一个设置在所述动、静牙板上的成型部。所述成型部位于所述动、静牙板的上端面,其包括多个设置在所述所述动、静牙板上端面的两个短边之间的牙纹槽,一道沿着所述动、静牙板上端面的长边设置的成型凸条,多个设置在所述牙纹槽一侧的防滑纹,以及多个设置在所述牙纹槽上靠近所述成型凸条处的扭筋成型槽。所述牙纹槽分布在所述动、静牙板上端面的两条短边之间。所述成型凸条紧贴远离所述牙纹槽的长边设置,并沿着该长边逐渐变宽。所述防滑纹从所述牙纹槽较窄一端开始设置。
9.进一步地,所述静牙板和动牙板均呈矩形块状。
10.进一步地,所述静牙板的长边长度小于动牙板的长边长度。
11.进一步地,所述防滑纹垂直于所述动、静牙板上端面的长边设置。
12.进一步地,所述扭筋成型槽与所述螺牙纹槽垂直设置。
13.与现有技术相比,本实用新型提供的高速锁木螺钉通过设置位于所述螺尖处的扭筋,当所述螺尖进入木头时能够达到切碎木屑纤维、撑开孔径、减少阻力扭矩、防止木头开裂等效果。通过所述螺纹凸点,使螺纹截面呈三角棱状,有利于螺钉攻木时扩大孔径,增强稳固性。本实用新型还提供了一种制造该高速锁木螺钉的精密牙板模具,所述精密牙板模具的所述动、静牙板通过设置所述牙纹槽,使得螺丝在搓牙时形成所述螺纹,通过所述扭筋成型槽,形成所述扭筋。
附图说明
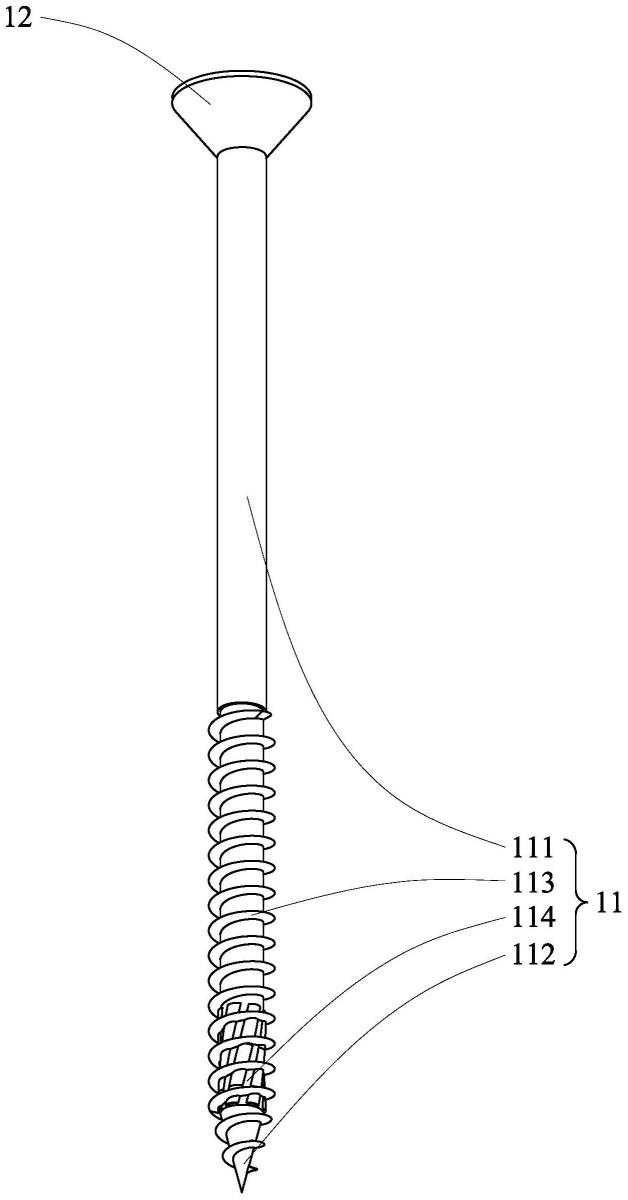
14.图1为本实用新型提供的一种高速锁木螺钉的结构示意图。
15.图2为图1的高速锁木螺钉的俯视图。
16.图3为图1的高速锁木螺钉的螺纹截面图。
17.图4为图1的高速锁木螺钉的精密牙板模具的结构示意图。
具体实施方式
18.以下对本实用新型的具体实施例进行进一步详细说明。应当理解的是,此处对本实用新型实施例的说明并不用于限定本实用新型的保护范围。
19.如图1至图3所示,其为本实用新型提供的一种高速锁木螺钉结构示意图。所述高速锁木螺钉10包括一个螺钉主体11,以及一个设置于螺钉主体11一端的螺钉头12。
20.所述螺钉主体11包括一个螺杆111,一个远离所述螺钉头12的螺尖112,一道设置在所述螺丝钉主体11上的螺纹113,六道设置在所述螺杆111上靠近所述螺尖112处的扭筋114,以及多个设置在所述螺纹113上的螺纹凸点115。所述螺杆111与所述螺钉头12的连接处直径逐渐扩大,能够有效保护螺钉不在攻木过程中受损。所述扭筋114设置在所述螺纹113内,并顺着所述螺杆111 的径向延伸,在所述螺杆111上形成螺旋结构,以在攻木时切断木纤维,保证螺钉攻木效率。所述螺纹凸点115位于所述螺纹113的牙尖处,同一截面的所述螺纹113上设置三个所述螺纹凸点115,形成截面为三角棱状结构,便于攻木时木头被螺钉撑破,增强了螺钉攻木时的稳固性。所述螺钉头12为平头型,槽型为梅花槽型,均为一项已知技术,在此不再赘述。
21.如图4所示,其为本实用新型提供的高速锁木螺钉的精密牙板模具的结构示意图。所述精密牙板模具20包括一个静牙板21,一个动牙板22,以及一个设置在所述动、静牙板22、21上的成型部23。可以想到的是,所述精密牙板模具还包括其他的一些功能模块如水平驱动机构,安装结构等等,其为本领域技术人员所习知的技术,在此不再赘述。
22.所述静牙板21和动牙板22均呈矩形块状。所述静牙板21固定不动,水平驱动机构与所述动牙板22连接且驱动所述动牙板22与静牙板21相对移动,当静牙板21和动牙板22交错重合时,迫使该螺丝卡入静牙板21和动牙板22之间,完成搓牙。所述静牙板21的长边长度小于动牙板22的长边长度,该结构保证辗牙更加充分完全。所述成型部23位于所述动、静牙板22、21的上端面,其包括多个设置在所述所述动、静牙板22、21上端面的两个短边之间的牙纹槽 231,一道沿着所述动、静牙板22、21上端面的长边设置的成型凸条232,多个设置在
所述牙纹槽231一侧的防滑纹233,以及多个设置在所述牙纹槽231上靠近所述成型凸条232处的扭筋成型槽234。所述牙纹槽231分布在所述动、静牙板22、21上端面的两条短边之间,以在搓牙过程中形成所述螺纹113。所述成型凸条232紧贴远离所述牙纹槽231的长边设置,并沿着该长边逐渐变宽,以在搓牙过程中形成所述螺尖112,所述成型凸条232理应为一种现有技术,其还包括平滑面,剪切面等,为本领域技术人员所习知的技术,故在此不再详细说明。所述防滑纹233垂直于所述动、静牙板22、21上端面的长边设置,从所述牙纹槽231较窄一端开始设置,用以防止未加工的螺丝在加工过程中不能正常加工,进而减少废品率。所述扭筋成型槽234与所述牙纹槽231垂直设置,以形成所述扭筋114。可以理解的是,所述精密牙板模具20的版型尺寸变化,为根据实际需要的所述高速锁木螺钉粗细来选择车种。
23.与现有技术相比,本实用新型提供的高速锁木螺钉通过设置位于所述螺尖 112处的扭筋114,当所述螺尖进入木头时能够达到切碎木屑纤维、撑开孔径、减少阻力扭矩、防止木头开裂等效果。通过所述螺纹凸点115,使螺纹截面呈三角棱状,有利于螺钉攻木时扩大孔径,增强稳固性。本实用新型还提供了一种制造该高速锁木螺钉的精密牙板模具20,所述精密牙板模具20的所述动、静牙板22、21通过设置所述牙纹槽211,使得螺丝在搓牙时形成所述螺纹113,通过所述扭筋成型槽234,形成所述扭筋114。
24.以上仅为本实用新型的较佳实施例,并不用于局限本实用新型的保护范围,任何在本实用新型精神内的修改、等同替换或改进等,都涵盖在本实用新型的权利要求范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1