壁面的裂纹测定机及测定方法与流程
[0001]
本发明涉及用于测定构造物的壁面的裂纹的测定机及测定方法。
背景技术:
[0002]
为了调查大楼、铁桥、隧道等大型混凝土构造物的裂纹的分布状况,使用到测定点为止进行测距
·
测角的测量机(全站仪)。以往,在测定现场,架设脚手架而由工作人员一边观察裂纹部一边做标记、记录,或者在裂纹部附近设置反射物而进行视准等人为的操作。近年来,通过无棱镜测定,在没有反射物的情况下也能够进行视准,但是作为目标的裂纹部的视准要通过手工作业来进行,需要很多时间。
[0003]
与此相对,例如在例如文献1中公开了一种缺陷检查装置,其具备摄像图像拍摄部和红外图像拍摄部,通过红外图像确定裂纹部附近,通过拍摄图像对前述的裂纹部附近进行检测,通过摄像图像的浓度差确定裂纹部的位置并测定尺寸。
[0004]
例如文献1:日本特开2010-216829号公报
技术实现要素:
[0005]
但是,例如在文献1的装置中,存在红外图像和摄像图像的测定位置的配准困难的问题。在其他装置中,在由多个传感器取得的数据之间建立关联也需要高度的考察和工作时间,在测定后还需要进行数据处理的工作。
[0006]
本发明是鉴于这样的问题点而做出的,其目的在于,提供一种将与构造物的裂纹部的三维测定相关的工作一系列地自动化的裂纹测定机及测定方法。
[0007]
为了达成上述目的,本发明的一个方式的裂纹测定机具备:测距部,朝向目标物射出测距光并接收反射测距光,测定到所述目标物的距离;图像拍摄部,在图像元件上各像素的位置被确定;红外图像拍摄部,在图像元件上各像素的位置被确定,对于红外线具有灵敏度;驱动部,使所述测距部、图像拍摄部及红外图像拍摄部在水平方向及铅垂方向上转动;测角部,测定所述测距部、图像拍摄部及红外图像拍摄部的水平方向的旋转角和铅垂方向的旋转角;以及运算控制部,对所述测距部、测角部、图像拍摄部、红外图像拍摄部及驱动部进行控制,所述运算控制部,使所述红外图像拍摄部转动,根据红外图像的温度差进行裂纹部的搜索,通过所述图像拍摄部对所述裂纹部进行摄像,根据摄像图像的浓度差确定所述裂纹部的位置,通过所述测距部及所述测角部测定所述裂纹部的位置,取得所述裂纹部的三维绝对坐标。
[0008]
在上述方式中,优选为,所述图像拍摄部及所述红外图像拍摄部具有以所述测距光的光轴为原点的正交坐标系。
[0009]
在上述方式中,优选为,所述运算控制部阶段性地缩窄所述红外图像拍摄部的所述温度差而进行多次搜索。
[0010]
在上述方式中,优选为,所述运算控制部对于所述裂纹部的开始点、折点、终点分别取得三维绝对坐标。
[0011]
在上述方式中,优选为,所述运算控制部基于所述裂纹部的三维绝对坐标测定裂纹的长度和形状,根据所述图像拍摄部的像素数测定裂纹的粗细。
[0012]
在上述方式中,优选为,所述测距部、所述测角部、所述图像拍摄部、所述红外图像拍摄部统合为一个装置。
[0013]
此外,本发明的一个方式的裂纹测定方法,具有如下的步骤:(a)使红外图像拍摄部旋转,根据红外图像的温度差搜索裂纹部;(b)对由图像拍摄部在(a)的步骤中搜索到的所述裂纹部进行摄像,根据摄像图像的浓度差确定所述裂纹部的位置;以及(c)对由测距部及测角部在(b)的步骤中确定的所述裂纹部的位置进行测距
·
测角,取得三维绝对坐标。
[0014]
发明的效果
[0015]
根据本发明的裂纹测定机及测定方法,能够将构造物的裂纹部的三维测定一系列地自动化。
附图说明
[0016]
图1是实施方式的测定机的外观立体图。
[0017]
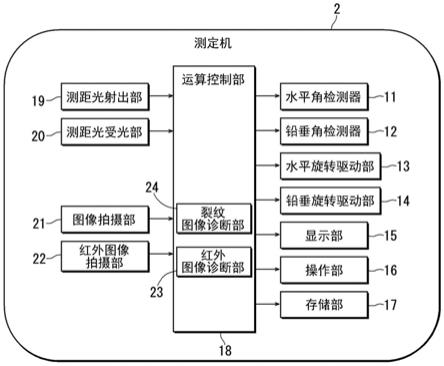
图2是同测定机的构成框图。
[0018]
图3是同测定机进行的测定工作的示意图。
[0019]
图4是同测定机的测定流程图。
[0020]
图5是同测定机进行的图像处理后的图像的一例。
[0021]
图6是同测定机进行的裂纹测定的示意图。
[0022]
图7是同测定机进行的裂纹测定的成果物的一例。
[0023]
符号的说明
[0024]
2测定机;11水平角检测器(测角部);12铅垂角检测器(测角部);13水平旋转驱动部;14铅垂旋转驱动部;15显示部;16操作部;17存储部;18运算控制部;19测距光射出部(测距部);20测距光受光部(测距部);21图像拍摄部;22红外图像拍摄部;23红外图像诊断部;24裂纹图像诊断部
具体实施方式
[0025]
接下来参照附图说明本发明的优选的实施方式。
[0026]
图1是实施方式的测定机的外观立体图。裂纹测定机2(以下简称为测定机2)是全站仪。测定机2具有:设置于校准器之上的基盘部2a、在基盘部2a上水平旋转的托架部2b、在托架部2b的中央铅垂旋转的望远镜2c、以及设置于托架部2b的前面的显示部15和操作部16。
[0027]
图2是测定机2的构成框图。测定机2具备:水平角检测器11、铅垂角检测器12、水平旋转驱动部13、铅垂旋转驱动部14、显示部15、操作部16、存储部17、运算控制部18、测距光射出部19、测距光受光部20、图像拍摄部21、红外图像拍摄部22。
[0028]
水平旋转驱动部13和铅垂旋转驱动部14是马达,由运算控制部18控制。水平旋转驱动部13使托架部2b在水平方向上旋转,铅垂旋转驱动部14使望远镜2c在铅垂方向上旋转。
[0029]
水平角检测器11和铅垂角检测器12是编码器。水平角检测器11测定托架部2b的水
平方向的旋转角,铅垂角检测器12测定望远镜2a的铅垂方向的旋转角。
[0030]
显示部15具有液晶画面,能够进行触摸板式的输入。在液晶画面上显示与测定应用有关的图像,工作人员在其引导下进行测定。
[0031]
操作部16具有数字键、小数点键、正/负键、执行键、滚动键等,能够对显示部15上显示的操作进行选择/决定/放弃等。
[0032]
测距光射出部19具备发光元件
と
送光光学系统,朝向目标物射出红外激光等的测距光。测距光受光部20具备受光元件和与上述送光光学系统共用光学要素的受光光学系统,接收来自目标物的反射测距光。
[0033]
图像拍摄部21例如由ccd或cmos传感器等像素(pixel)的集合体构成。在图像拍摄部21中,在图像元件上通过以测距光的光轴为原点的正交坐标各像素的位置被确定。图像拍摄部21还作为构成追踪部的要素来使用,该追踪部指的是,取得测距光的点灯图像和灭灯图像这二者,根据其差分检测目标物位置,将距离望远镜2c的视轴中心的间隔为一定值以内的位置作为目标物位置,对目标物进行自动追踪。追踪部在本方式中是任意的构成,因此省略记载。
[0034]
红外图像拍摄部22是对红外线具有灵敏度的ccd或cmos传感器等,通过红外线对从摄像对象放出的辐射热进行摄像,将摄像对象的温度分布图像化。在红外图像拍摄部22中,在图像元件上通过以测距光的光轴为原点的正交坐标各像素的位置被确定。
[0035]
运算控制部18是至少将cpu及存储器(ram、rom等)安装到集成电路的控制单元。运算控制部18根据上述反射测距光和在设置于上述光学系统内的参照光路上前进的参照光的位相差,计算距目标物的测距值。此外,根据水平角检测器11和铅垂角检测器12的测定值,计算目标物的测角值。此外,运算控制部18具备红外图像诊断部23和裂纹图像诊断部24。红外图像诊断部23对由红外图像拍摄部22取得的红外图像进行数据处理。裂纹图像诊断部24对由图像拍摄部21取得的摄像图像进行数据处理。该数据处理留待后述。
[0036]
存储部17例如由存储器卡、hdd等构成。在存储部17中存放着运算控制部18进行的测定程序。此外,记录着由运算控制部18取得的各种信息。
[0037]
水平角检测器11、铅垂角检测器12、水平旋转驱动部13、铅垂旋转驱动部14、存储部17及运算控制部18设置于托架部2b的框体内,测距光射出部19、测距光受光部20、图像拍摄部21及红外图像拍摄部22设置于望远镜2c的框体内。测距光射出部19、测距光受光部20及运算控制部18是测距部。水平角检测器11、铅垂角检测器12及运算控制部18是测角部。关于望远镜2c内的配置,图像拍摄部21和红外图像拍摄部22的相对于测距光的光轴的水平方向及铅垂方向的位置的偏差是预先已知的。
[0038]
图3是测定机2进行的测定工作的示意图。测定机2使用三脚架设置在已知点,通过校准部调节为相对于设置面水平。工作人员设置了测定机2之后,接入测定机2的电源并选择裂纹测定模式,按照应用的引导进行简单的选择或输入即可。
[0039]
图4是测定机2的测定流程图。
[0040]
裂纹测定模式的测定应用开始后,首先在步骤s101中通过运算控制部18取得测定机2的当前位置(三维绝对坐标)。当前位置设置在已知点的情况下,从存储部17读取坐标。不是已知点的情况下,引导至基于后方交会法的当前位置取得的测定应用,然后回到本步骤。
[0041]
接下来,转移到步骤s102,红外图像诊断部23工作。红外图像诊断部23利用红外线进行裂纹部的搜索(查找)。在步骤s102中,首先进行粗范围检测。红外图像诊断部23一边使水平旋转驱动部13及铅垂旋转驱动部14协同工作,一边使用红外图像拍摄部22先粗略地设定温度差(图像色的差)(例如10度单位),对于检查对象整体进行红外线测定。粗范围检测可以通过广角图像在广范围测定,也可以通过狭角图像一笔划过地测定。
[0042]
接下来转移到步骤s103,由红外图像诊断部23进行中范围检测。红外图像诊断部23以粗范围检测中存在温度差的位置为对象,一边使水平旋转驱动部13及铅垂旋转驱动部14协同工作,一边使用红外图像拍摄部22,将温度差设为比粗范围检测更窄地进行(例如1度单位)红外线测定。
[0043]
接下来转移到步骤s104,由红外图像诊断部23进行细范围检测。红外图像诊断部23以中范围检测中存在温度差的位置为对象,一边使水平旋转驱动部13及铅垂旋转驱动部14协同工作,一边使用红外图像拍摄部22,将温度差设定为比中范围检测更窄地进行(例如0.1度单位)红外线测定。
[0044]
像这样,测定机2一边适当改变红外线传感器的温度差,一边将低温部(水分量较多的部位)识别为裂纹,自动地搜索(查找)裂纹部。粗范围检测和中范围检测的执行次数没有限制,作为一例,粗范围检测例如以分米~1米单位进行即可,在细范围检测的阶段设定为满足检查基准。也可以通过一定程度地手动确定裂纹部之后再开始,从而减少粗范围检测和中范围检测的次数,以能够缩短搜索的流程。
[0045]
接下来转移到步骤s105,裂纹图像诊断部24工作。裂纹图像诊断部24进行用于确定裂纹部的位置的图像处理。裂纹图像诊断部24通过图像拍摄部21对细范围检测中存在温度差的检测位置进行摄像。由红外图像拍摄部22检测到的裂纹部的检测位置是通过以测距光的光轴为原点的正交坐标被确定的,所以裂纹图像诊断部24以红外图像拍摄部22的细范围检测中确定出的指定角转动,由图像拍摄部21以包含各裂纹部的方式进行摄像。裂纹图像诊断部24从像素单位的高分辨率图像分析图像的浓度差,确定裂纹部的位置。图5是测量机2进行的图像处理后的图像的一例。也可以将步骤s105中得到的裂纹部的图像在测定机2的显示部15上和整理编号一起显示。
[0046]
接下来转移到步骤s106,由裂纹图像诊断部24进行裂纹部的测定。裂纹图像诊断部24从步骤s105中的裂纹部的摄像图像,例如通过对于对比度
·
色彩的变化进行端点、折点提取的图像处理,确定裂纹的开始点、折点(可以是多个)、终点的坐标。裂纹的开始点、折点、终点的坐标在图像拍摄部21中以测距光的光轴为原点的正交坐标上确定位置。图6是测定机2进行的裂纹测定的示意图,示出了确定裂纹的开始点、折点、终点的示意。裂纹图像诊断部24一边使水平旋转驱动部13及铅垂旋转驱动部14协同工作,一边向各个点射出测距光而进行测距
·
测角。然后,取得裂纹的开始点、折点、终点的三维绝对坐标。
[0047]
接下来转移到步骤s107,由裂纹图像诊断部24进行裂纹部的尺寸测定(裂纹的长度
·
形状
·
粗细的测定)。关于裂纹的长度
·
形状,裂纹图像诊断部24根据裂纹的开始点、折点、终点的三维绝对坐标来测定。关于裂纹的粗细,根据图像拍摄部21的像素数来测定。图7是测定机2进行的裂纹测定的成果物的一例。成果物显示在显示部15上。如图7所示,裂纹部按照长度
·
形状
·
粗细而划分属性,优选为在显示部15上区分颜色地显示。显示部15上显示的成果物的数据也可以传送到cad(computer aided design)机而进行图面化。
[0048]
以上,根据本方式的测定机2,完全自动化地进行与裂纹部的三维测定相关联的裂纹部的搜索、裂纹部的位置的确定、裂纹部的位置测定(三维绝对坐标的测定)、裂纹部的尺寸测定(裂纹的长度
·
形状
·
粗细的测定)的一系列的测定工作。
[0049]
此外,测定机2是将测量距离的光波测距仪、测量角度的经纬仪、图像传感器、红外线传感器、图像诊断功能统合为一体的复合装置,所以容易进行各个传感器的取得物的位置匹配的数据处理。因此,与必须分别设置各个传感器并按每个传感器将取得数据建立关联的装置相比,大幅减少了人为的工时和工作失误。
[0050]
此外,根据测量机2,裂纹部在三维测定在测定现场完成工作。因此,能够省去从现场带回数据并通过解析软件进行数据处理的麻烦,能够缩短工期或交付期限。此外,如果工作人员在现场看到成果物后感到有不足,也可以再次测定该裂纹部,当场弥补该不足。因此,还能够防止再次返回现场的麻烦。
[0051]
另外,在上述实施方式中,测距光射出部(测距部)19、图像拍摄部21及红外图像拍摄部22以测距光的光轴为原点进行位置匹配,但是关于望远镜2c内的配置,由于相对于测距光的光轴的水平方向及铅垂方向的偏离值是已知的,所以如果在各像素上测距光的光轴是原点以外的已知点,则图像拍摄部21和红外图像拍摄部22可以通过考虑偏离值来进行位置匹配。此外,优选为测定机2具备检测、登录图像拍摄部21和红外图像拍摄部22的测距光的光轴的偏离值的功能,通过在测定前调整经时变化,使3个原点一致。
[0052]
以上对于本发明的优选的裂纹测定机及测定方法说明了实施方式及变形例,但是也可以基于本领域技术人员的知识将各形态及各变形组合,这样的形态也包含在本发明的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1