一种铅酸蓄电池接线片焊接后焊点检测方法及设备与流程
1.本发明涉及一种焊点的检测方法及设备,具体涉及一种铅酸蓄电池接线片焊接后焊点检测方法及设备,属于蓄电池制造技术领域。
背景技术:
2.蓄电池合盖并将柱头去除后需要在极柱上焊接接线片,以使电线连接到正负极端子处,将蓄电池的电量引出或对蓄电池充电。若接线片处焊接不良,则会导致蓄电池的接线不良,因此,接线片焊接完成后会对焊点进行检测,将不良品剔除。目前焊点的检测基本都是靠人工眼睛看,这种检查方式费时费力,效率低,质量也得不到保证,因此,各厂家在想办法采用检测设备来代替人工检查。
3.如申请号cn201220513183.3,名称为“一种电动车蓄电池端子焊接后检测装置”的实用新型专利公开了一种电动车蓄电池端子焊接后检测装置,包括固定支架、滑台气缸、检测气缸、磁性开关、气缸固定板和检具,所述滑台气缸水平的固定在固定支架上,所述检测气缸竖直的安装在气缸固定板上,而该气缸固定板与滑台气缸的活塞杆连接,所述检具安装在检测气缸的活塞杆端部,同时在检测气缸上设置磁性开关。本实用新型实现了全自动机械检测端子焊接质量,大大提供了检测效率适于批量生产;避免了漏检以及确保检测精度。
4.又如申请号cn201220676521.5,名称为“一种电动车蓄电池端子焊接质量检测装置”的实用新型公开了一种电动车蓄电池端子焊接质量检测装置,包括测试机构、电磁阀、可编程控制器、合格指示灯、启动开关、报警指示灯、端子、蓄电池、气缸安装板和测试平台;测试机构包括测试气缸、测试开关、气缸活塞杆和端子测试板;蓄电池放置在测试平台上,装有测试开关的测试气缸安装在气缸安装板上,端子测试板通过气缸活塞杆与测试气缸相连;由启动开关触发工作的可编程控制器通过电磁阀与测试气缸相连;测试开关、合格指示灯和报警指示灯分别连接到可编程控制器的不同接口。新型机构解决了人工检测的产品性能不可靠和生产效率低等弊端,为电动车蓄电池端子自动焊接工艺创造了更好的使用环境。
5.上述文件一是采用利用测试板拉起端子并保持一个时间周期的方式来检测焊接质量,文件二是用检具给端子施加一个向上的力来检测端子的焊接质量。上述方式的检测速度慢,也有可能在拉端子的过程中影响其质量,因此还是需要改进。
技术实现要素:
6.本发明针对当前蓄电池接线片焊接处质量检测时速度慢、效率低的问题,提出了一种铅酸蓄电池接线片焊接后焊点检测方法及设备,能够快速有效的判断接线片焊点处的焊接质量。
7.本发明为解决上述问题所采用的技术手段为:一种铅酸蓄电池接线片焊接后焊点检测方法,将接线片焊接良品所对应的数据范围作为标准数值输入检测机构的处理系统,
利用检测机构的检测头对接线片处的焊接状况进行检测,形成检测数据输送到处理系统,处理系统将检测数据与标准数值相比较,根据检测数据是否超出标准数值来判断接线片处的焊接是否符合要求。
8.进一步地,标准数值的获取方式为:将检测头与接线片焊接点之间的空间沿水平面分割成多个检测区域,对多个不同状态的焊接良品在每个检测区域进行检测获取其所对应的数据,得到各个区域内的数据,且一个区域内也对应多个不同的数据,根据各数据进行人工综合整理形成每个区域所对应的数值范围,形成每个区域的标准数值。
9.进一步地,任意选定检测头与接线片之间的一点作为原点,以原点为基准点获取接线片焊点各处相对于原点在x、y、z三个方向的数据,在检测过程中各接线片焊接处的数据所对应的原点与标准数值所对应的原点相同。
10.一种铅酸蓄电池接线片焊接后焊点检测设备,包括机架以及设置在机架的电池放置台和支架,在支架设有检测机构,检测机构包括相连通的检测头和处理系统,电池放置到放置台后电池接线片对着检测头的位置。
11.进一步地,检测头为摄像头或者扫描头。
12.进一步地,支架上还设有移动机构,检测机构通过移动机构设置在支架,并通过移动机构带动检测头远离或靠近接线片。
13.进一步地,移动机构包括移动板、导轨和动力部件,导轨固定在机架,检测机构固定在移动板,动力部件带动移动板沿导轨运动。
14.进一步地,检测机构还包括警报器。
15.进一步地,机架上还设有输送机构,支架通过输送机构设置在机架上,并通过输送机构带动检测头沿与两个接线片连线平行的方向运动。
16.进一步地,机架上还设有输送机构,放置台位于输送机构上,并通过输送机构带动放置台运动使检测头与两个接线片连线之间平行运动。
17.进一步地,机架上还设有与处理系统相连通的测速机构,测速机构设置在放置台附近测量放置台上电池的运行速度。
18.进一步地,输送机构包括伺服电机和输送链。
19.进一步地,机架上还设有电池夹,电池夹延伸到放置台的上方,位于放置台上电池的两侧处。
20.本发明的有益效果是:1. 本发明利用检测头直接观察电池接线片处的焊点情况,通过处理系统将不合格产品直接检出,速度快、效率高。
21.2. 本发明可以采用移动检测机构或移动电池的方式来实现检测的自动化操作,结构简单,容易实现工厂化推广。
附图说明
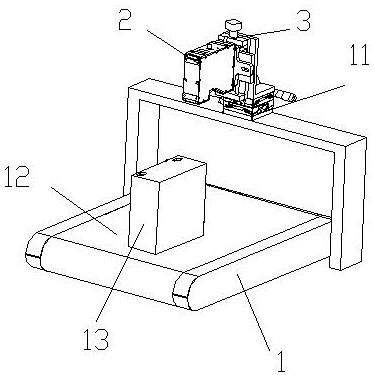
22.图1为实施例一整体结构示意图;图2为实施例一移动机构带动检测机构运动的结构示意图;图3为实施例三整体结构示意图;图4为实施例四整体结构示意图;
图中:1.机架,11.支架,12.放置台,13.电池,14.电池夹,2.检测机构,3.移动机构,31.移动板,32.导轨,33.动力部件,4.测速机构。
具体实施方式
23.下面结合附图对本发明进一步说明。其中,附图仅用于示例性说明,表示的仅是示意图,而非实物图,不能理解为对本专利的限制;为了更好地说明本发明的实施例,附图某些部件会有省略、放大或缩小,并不代表实际产品的尺寸;对本领域技术人员来说,附图中某些公知结构及其说明可能省略是可以理解的。
24.实施例一一种铅酸蓄电池接线片焊接后焊点检测设备,如图1所示,包括起支撑作用的机架1,在机架1上设有放置台12和支架11,放置台12位于支架11的下方,电池13放置在放置台12上,支架11上设有检测机构2。本实施例中,电池13的接线片所在的一面朝上放置在放置台12,当电池13位于放置台12上后,电池13位于检测机构2的下方。检测机构2包括检测头、处理系统和警报器,检测头可以是摄像头或者扫描头等。
25.如图2所示,支架1上还设有移动机构3,检测机构2通过移动机构3设置在支架11。移动机构3包括移动板31、导轨32和动力部件33,动力部件33和导轨32固定在支架11上,检测机构2固定在移动板31,动力部件33带动移动板31沿导轨32上下运动,带动检测机构22靠近或远离电池13。动力部件33可为气缸、油缸或电机等。
26.在对接线片的焊点进行检测时,先将焊接良品的图像所对应的数值范围输入处理系统中,使电池13的接线片处位于检测头的正下方,动力部件33带动移动板31沿导轨32运动将检测机构2运送至电池13上方设置好的位置处,检测头检测接线片处,处理系统根据检测头获取的接线片处的信息形成状态数据并与系统中输入的数值范围比较,当接线片处有缝隙、空洞或者表面歪斜严重等不良状况时,其所对应的状态数据超出了处理系统中的数值范围,检测机构2的警报器发出警报提示;当焊点检测合格时,警报器不会发出警报提示。
27.当然,也可以将检测机构2设置在电池13的正前方,此时,电池13放置到放置台12后,接线片所在的面位于侧面,检测头位于接线片的正前方,移动机构3带动检测机构2水平移动。
28.实施例二本实施例中,在机架1上还设有输送机构(图中未示出),输送机构可包括伺服电机和输送链,此时,支架11可在输送链的带动下相对机架1移动,其移动方向与电池13上两个接线片间的连线平行。在检测过程中,电池13固定,伺服电机带动检测机构从接线片上方或前方经过,检测头获取接线片处的焊点信息传给处理系统进行处理。由于同一型号的电池13其尺寸及两个接线片之间的距离是一定的,通过固定电池13的位置和检测机构的初始位置,设置伺服电机的速度,即可在处理系统内设置处伺服电机工作输送链带动检测机构运动后检测头开始工作的时间,使检测头能够获取正确的信息,避免检测头还未到达接线片正上方或正前方时就开始工作。
29.实施例三本实施例中,也在机架1上设有输送机构,输送机构同样可报考伺服电机和输送链,与实施例二的不同之处在于:本实施例的输送链带动放置台12沿机架1水平运动,电池13的接
线片所在的面朝上,输送机构带动电池13从检测头下方经过。如图3所示,本实施例中还在放置台12的旁边固定设有一个测速机构4在机架1上,检测时,检测机构2在水平方向上的位置固定,仅垂直移动,输送链带动放置台12水平运动,电池13跟着移动,当电池13到达测速机构4测速范围所在位置时,测速机构4监测电池13的前进速度,以确定检测机构2何时开始检测,当然,测速机构4的数据也需传输至处理系统,并事先根据电池13与检测头的水平距离与速度关系设置检测头开始工作的时间。此实施例中,测速机构可采用测速传感器等。
30.实施例四如图4所示,本实施例中还在机架1上设有一个电池夹14,电池夹14从机架1上延伸到放置台12的上方处,以限制电池13的位置,此结果尤其适用于如实施例三中电池13移动的检测方式中。
31.通过上述实施例可以看出,本发明还涉及一种铅酸蓄电池接线片焊接后焊点检测方法,利用检测机构自动检测蓄电池接线片处的焊接情况并判断是否符合要求。本实施例以检测头位于电池接线片上方的方式来进行说明,具体检测过程如下:采用常规方法如人工检测等方式挑选出接线片处不同焊接形状的良品,将良品置于检测机构的检测头处进行检测以建立标准数值,其中检测头可以是摄像头,也可以是扫描头,此处以扫描头为例进行说明,摄像头的方式类似。检测时,任意选取扫描头与接线片焊点之间的一点作为原点,设xy方向为水平面所在方向,z向为垂直方向。将扫描头与接线片焊点之间的空间沿水平方向即xy所在平面分割成多个检测区域,对焊接良品进行扫描,一个良品的焊点处在每个检测区域内相对于原点的距离(包括xyz三个方向的距离)作为一组数据, 一个良品的焊点处通过扫描后会得到不同检测区域所对应的多组数据,此时,检测区域范围越小,则一个良品所对应的数据越多,检测结果精度越高。当对多个良品进行扫描后,同一个检测区域所对应的数据有多组,通过对多组数据进行整理形成一个检测区域的数值范围作为良品在此检测区域的标准数值范围,对所有检测区域所对应的数据进行整理得到接线片焊点处的标准数值,将此标准数值输入检测机构的处理系统。
32.将待检测的蓄电池接线片焊点处放置到扫描头下方进行扫描检测,且在检测的过程中需保证每次选取的原点与建立标准数值时所选取的原点位置一样。在检测过程中,可以采用移动扫描头或者移动电池的方式使接线片焊点处从扫描头下方通过。将扫描到的待检电池的数据送入处理系统,与处理系统中的标准数值进行比较,当扫描得到的数据在标准数值范围内时,此时的电池即为良品;反之,当扫描得到的数据超出标准范围时,此时的电池为不良品,检测机构作出异常提示,如在检测机构上设置警报器,当检测到不良品时,警报器发出警报提示。
33.当检测过程中扫描头移动时,可以利用伺服电机带动扫描头运动,设置私服电机的速度并将速度值输入处理系统,检测机构根据此速度值来控制扫描头何时开始扫描检测。当检测过程中是采用移动电池的方式时,需另外设置一个测速机构来获取电池的运动速度,并将处速度值送入处理系统,以确定扫描头何时开始对电池进行扫描检测。
34.以上实施例仅供说明本发明之用,而非对本发明的限制,有关技术领域的技术人员在不脱离本发明的精神和范围的情况下,还可以做出各种变化或变换,因此所有等同的技术方案也应该属于本发明的保护范围,本发明的保护范围应该由各权利要求限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1