超声波检测技术中的异形与异形孔试块的制作方法
1.本实用新型涉及技术领域,具体而言,尤其涉及超声波检测技术中的异形与异形孔试块。
背景技术:
2.运用超声横波对产品焊缝进行检测,目的就是要检测出产品内存在的缺欠,同时判定缺欠的性质、大小和位置。超声横波检测中,荧屏内会出现许多回波,这些回波有来自工件形状产生的反射波和变形波,有来自缺欠的反射波、衍射波和变形波,还有晶间反射波、和探头、仪器带来的杂波等,这一系列看似一样的各种回波,目前的检测方法只能通过特定的底波位置前出现的回波,判断缺欠的有无和通过回波的高度判定缺欠的大小,而焊缝中存在的缺欠有气孔、夹渣、裂纹、未焊透、未熔合等,这些缺欠性质不同、大小不同、形状不同、位置不同、对产品的危害不同,目前的检测方法是判定不了回波所代表的是什么缺欠和缺欠的大小以及缺欠的形状,所以只能将工件里这些已被判定为缺欠的回波,通过和人工试块上的横通孔或平底孔的反射波高进行比对,进而判定缺欠合格与否,如图1
‑
3所示。
技术实现要素:
3.根据上述提出的技术问题,而提出一种超声横波检测仿真缺欠形状的试块,其特征在于,
4.所述试块移植有多个任意排列的仿真缺欠的形状;所述仿真缺欠形状包括:体积状球形、体积状不规则多边形、面状剑形、面状长方形以及面状月牙形;所述体积状球形,为圆形或近似圆形;所述体积状不规则多边形,为三边形或更多边形;
5.所述面状剑形为两面弧,中间鼓,两端尖的形状;且所述面状剑形的最大间隙与高度的比例最大为1:5;所述面状剑形在所述试块中的倾斜角度为0
°
到45
°
;所述面状长方形的深度方向决定长边的尺寸,装配间隙决定短边的尺寸;所述试块内未焊透短边尺寸最大为4mm,所述未焊透长边与短边互相垂直;
6.所述面状月牙形一面为平面,另一面为弧面,最大间隙与高度比例为1:5;在所述试块里的倾斜角度为0
°
到90
°
。
7.进一步地,所述体积状球形的直径,面状剑形、面状长方形以及面状月牙形的缺陷高度以及体积状多边形缺欠的边长均小于100毫米,厚度小于50毫米;当将超声探头入射点放到试块的端点处,端点就有表面波产生,表面波会沿着试块的表面传播,所传播的路径即缺欠的几何尺寸。
8.更进一步地,所述仿真缺欠形状可任意排布并组合设置在所述试块中。
9.较现有技术相比,本实用新型具有以下优点:
10.本实用新型将焊缝中气孔、夹渣、裂纹、未焊透和未熔合等缺欠设计出缺欠的形状,并根据这些形状制作出的异形与异形孔试块,其中异形与异形孔是相似形,也可以看作异形试块的形状就是异形孔取出的形状,并且尺寸可以相同,由这些缺欠衍生或组合的缺
欠,都可以用超声反衍变检测法进行分解与判断进而能够实现异型缺陷的检测。
附图说明
11.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图做以简单地介绍,显而易见地,下面描述中的附图是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
12.图1为斜探头横通孔对比试块。
13.图2为斜探头平底孔对比试块。
14.图3为直探头平底孔对比试块。
15.图4为本实用新型体积状球形缺欠。
16.图5为本实用新型体积状三角形缺欠。
17.图6为本实用新型面状剑形裂纹缺欠。
18.图7为本实用新型面状长方形未焊透缺欠。
19.图8为本实用新型面状月牙形未熔合缺欠。
20.图9为本实用新型球形气孔表面波传播示意图。
21.图10为本实用新型三角形夹渣表面波传播示意图。
22.图11为本实用新型剑形裂纹表面波传播示意图。
23.图12为本实用新型长方形未焊透表面波传播示意图。
24.图13为本实用新型月牙形未熔合表面波传播示意图。
25.图14为本实用新型组合异形横通孔试块示意图。
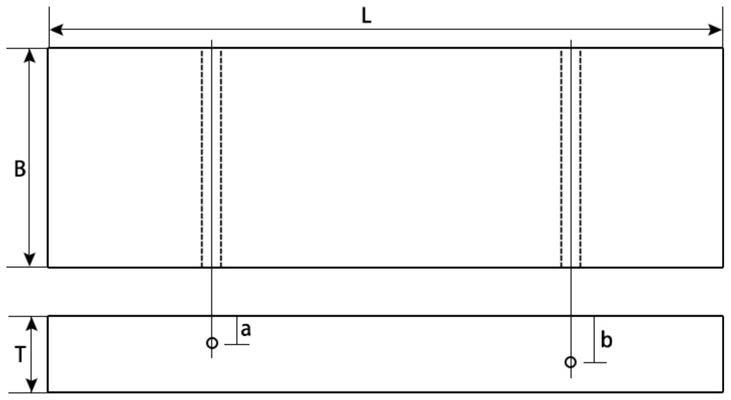
26.图15为本实用新型试块尺寸示意图。
27.图16为本实用新型球形仿形试块与球孔反衍变波示意图。
28.图17为本实用新型夹渣仿形试块与三角形孔反衍变波示意图。
29.图18为本实用新型裂纹仿形试块与剑形孔反衍变波示意图。
30.图19为本实用新型未焊透仿形试块与四边形孔反衍变波示意图。
31.图20为本实用新型未熔合仿形试块与月牙孔反衍变波示意图。
具体实施方式
32.为了使本技术领域的人员更好地理解本实用新型方案,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分的实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都应当属于本实用新型保护的范围。
33.需要说明的是,本实用新型的说明书和权利要求书及上述附图中的术语“第一”、“第二”等是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。应该理解这样使用的数据在适当情况下可以互换,以便这里描述的本实用新型的实施例能够以除了在这里图示或描述的那些以外的顺序实施。此外,术语“包括”和“具有”以及他们的任何变形,意图在于覆盖不排他的包含,例如,包含了一系列步骤或单元的过程、方法、系统、产品或设备
不必限于清楚地列出的那些步骤或单元,而是可包括没有清楚地列出的或对于这些过程、方法、产品或设备固有的其它步骤或单元。
34.如图1
‑
20所示,本实用新型提供了一种超声横波检测仿真缺欠形状的试块所述试块移植有多个任意排列的仿真缺欠的形状;所述仿真缺欠形状包括:体积状球形、体积状不规则多边形、面状剑形、面状长方形以及面状月牙形。
35.缺欠不是横通孔,也不是平底孔,缺欠比横通孔或平底孔复杂,对工件的危害远远超过横通孔或平底孔带来的影响,还有真假缺欠的判断也受目前检测方法的影响和约束,对于缺欠的错检或漏检始终伴随着目前的超声检测方法。超声检测,应能做到将缺欠准确的检出,而不出现错检、漏检,应能做到将缺欠准确的定性,而不是凭经验判断,应能做到将缺欠准确的定形和定量,而不是将缺欠与横通孔或平底孔进行当量比对,将缺欠全部检出,并将缺欠和缺欠形状与大小真实的反映出来是超声检测的最终目的。
36.随着科技的发展与进步,超声波反衍变探伤法和将荧屏内所有回波的分析判断的方法,实现了超声波检测这一目的。
37.为了证明反衍变检测法新的理论和如何能体现出反衍变检测法中,反衍变波存在的真实性和分析所有回波的的准确性,就必须要有能验证超声反衍变波的存在和能分析所有回波的验证试块,必须要有仿真能看的见,摸得到能反映出缺欠或近似缺欠形状的人工缺欠试块,通过这些验证试块证明哪个波是缺欠的反射波,哪个波是缺欠的衍射波,哪个波是缺欠的变形波,通过对这些波的验证,看论述的缺欠形状是否与试块中缺欠的形状一致,通过对这些波的验证,看荧屏内所有回波数据是否准确,通过对这些波的验证,掌握反衍变检测法能够确定缺欠形状尺寸的依据。制作仿真缺欠或近似缺欠形状的异形与异形孔试块,甚至制作出比缺欠形状更为复杂的异形与异形孔试块,制作该试块的目的:一是通过仿真缺欠的异形与异形孔试块,验证反衍变法理论的正确;二是通过仿真缺欠的异形与异形孔试块,验证反衍变法反映的缺欠位置、形状、尺寸准确;三是通过仿真缺欠的异形与异形孔试块,验证反衍变法与仪器软件的结合(超声波反衍变法探伤仪器),再现荧屏内所显现的形状与试块缺欠形状相吻合,同时验证仪器对于试块上各种形状和位置缺欠的储存功能;四是通过仿真缺欠的异形与异形孔试块,熟练的掌握超声波反衍变检测技术;五是通过仿真的异形与异形孔试块,进一步推进反衍变法和发现新的问题和新的理论。异形与异形孔是趋向仿制缺欠的形状而设计,其中异形与异形孔是相似形,也可以看作异形试块的形状就是异形孔取出的形状,并且尺寸可以相同,异形试块是为了更直观的了解横波检测时,表面波是如何传播的,异形孔试块是为了更多的了解横波检测时,异形孔表面波传播与相同形状和尺寸的异形试块表面波传播的统一性,异形孔反衍变波的产生和传播过程中是如何变化的,以及如何区分横波检测过程中的反衍变波。
38.作为优选的实施方式,所述体积状球形,为圆形或近似圆形;所述体积状不规则多边形,为三边形或更多边形;所述面状剑形为两面弧,中间鼓,两端尖的形状;且所述面状剑形的最大间隙与高度的比例最大为1:5;所述面状剑形在所述试块中的倾斜角度为0
°
到45
°
;所述面状长方形的深度方向决定长边的尺寸,装配间隙决定短边的尺寸;所述试块内未焊透短边尺寸最大为4mm,所述未焊透长边与短边互相垂直;所述面状月牙形一面为平面,另一面为弧面,最大间隙与高度比例为1:5;在所述试块里的倾斜角度为0
°
到90
°
。
39.如图九球形气孔表面波传播示意图,图十三角形夹渣表面波传播示意图,图十一
剑形裂纹表面波传播示意图,图十二四边形未焊透表面波传播示意图,图十三月牙形未熔合表面波传播示意图。
40.如图十五所示,图中o代表探头的入射点,b代表只有一个缺欠的位置,只含一个缺欠试块的长度可按公式l=2a+4x选定,式中l代表试块的总长度,a代表探头的长度,x代表探头半声程行走的水平距离,x=txtgβ,式中β代表探头折射角度,t代表试块厚度,试块内的仿真缺欠,最大尺寸可按试块厚度的五分之一选取,比如试块厚度选100毫米,仿真缺欠最大边长可选20毫米,试块的宽度可选30至50毫米,由于有的缺欠有方向性和不对称性,如果是一个缺欠可将缺欠设定在试块长度的二分之一处(b处)。
41.试块中球形缺欠的制作,比如制作6毫米的球体,位置确定后,首先用3毫米钻头,钻到试块厚度的二分之一处,再换3毫米直径的球体磨头打磨,首先用磨头直径为3毫米,杆为2毫米磨头打磨,再换磨头直径为3毫米,杆为1.0毫米的磨头继续打磨,也可以运用偏心铣刀进行加工,得出来的球体,可通过射线拍片的方式看其尺寸和形状。其他形状的仿形缺欠都可以运用线切割或激光切割的手段,加工成横通孔,仿形缺欠的角度、大小和位置可根据测试要求选取。
42.在本实用新型中,所述体积状球形的直径,面状剑形、面状长方形以及面状月牙形的试块高度以及体积状多边形试块的边长均小于100毫米,厚度小于50毫米;当将超声探头入射点放到试块的端点处,端点就有表面波产生,表面波会沿着试块的表面传播,所传播的路径即缺欠的几何尺寸。
43.上述本实用新型实施例序号仅仅为了描述,不代表实施例的优劣。
44.在本实用新型的上述实施例中,对各个实施例的描述都各有侧重,某个实施例中没有详述的部分,可以参见其他实施例的相关描述。
45.最后应说明的是:以上各实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述各实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1