一种桌面型航空钣金零件检验架的制作方法
1.本实用新型涉及一种航空钣金零件检验工装,属于航空制造技术领域。
背景技术:
2.随着现代航空飞行器的总体气动外形越来越复杂,作为航空飞行器总体气动外形重要组成部分的航空钣金零件的外形弧度也越来越多变,这就对成品航空钣金零件外形弧度进行检验的工装的功能性、实用性提出了更高的要求,如何准确的反映复杂外形弧度零件的理论外形,且方便生产现场对零件的快速检验成为了航空钣金零件外形弧度检验工装设计的主要关键点和难点。现有的外形弧度检验工装大多采用实体检验模的形式,以弧度连续变化的理论形面反映零件的外形理论弧度。这种检验模的设计方案虽然能够准确的反映零件的理论外形,但模具的检验形面必须完全固定下来,一套检验模只能用于一项零件外形弧度的检验。而航空钣金零件的数量众多,为满足每一项零件的检验需要,就必须制造与零件数量向等的检验模,增加了大量的制造成本。同时,采用实体形面的检验模对零件外形弧度进行检验时,由于检验模工作形面被零件完全覆盖,无法测量零件实际外形弧度与理论外形弧度之间的偏差间隙大小,只能依据经验判断零件外形弧度与实际外形弧度的符合性,不能满足航空钣金零件的高精度制造的要求。
技术实现要素:
3.本实用新型的目的是解决现有技术中存在的问题,提供一种能够降低制造成本并提高检验外形的精度,以满足航空钣金零件的高精度检测需求的桌面型航空钣金零件检验架。
4.为了实现上述目的,本实用新型采用如下技术方案:一种桌面型航空钣金零件检验架,包括底座、反切外样板;反切外样板的数量至少为两个,沿底座的长度方向排布,其底部与底座可拆卸连接,顶部用于放置零件,且与零件接触边缘的曲率与零件外表面相同位置上的曲率相同。
5.进一步的,还包括电磁铁,电磁铁安装在底座上,当电磁铁产生磁力时,反切外样板被吸附在电磁铁上,实现与底座的可拆卸连接。
6.优选的,沿底座的长度方向安装有滑轨,电磁铁可沿滑轨的长度方向滑动,
7.优选的,在电磁铁上安装定位块,定位块用于确定反切外样板吸附在电磁铁上的位置。
8.优选的,电磁铁的数量大于或等于反切外样板的数量。
9.优选的,相邻反切外样板之间的间距至少为30mm。相邻两块反切外样板与反切外样板之间的间距可以相同或不同。
10.优选的,反切外样板的材质为钢。
11.优选的,在底座的一侧安装有开关,用于控制电磁铁产生磁力和磁力消失。通过控制开关可以使反切外样板吸附在定位块上。
12.优选的,在底座的一侧安装有指示灯,用于指示电磁铁是否有吸附力。通过指示灯来判断电磁铁是否产生磁力。
13.优选的,沿底座的长度方向标设有毫米级刻度尺,用来测出相邻反切外样板之间的间距。
14.工作原理:本实用新型的桌面型航空钣金零件检验架包含至少2块反切外样板,而反切外样板沿桌面型航空钣金零件检验架长度方向排列,同时反切外样板通过磁力吸附在电磁铁上,通过定位块定位;根据零件的长度调整反切外样板的数量及位置,通过检测零件在关键位置的弧度来控制零件的整个外形尺寸,以满足航空钣金零件的高精度检测的需求。
15.与现有技术相比,本实用新型具有如下优点:本实用新型可以检测各种钣金零件,可以减少检验模数量,降低制造成本并提高检验外形的精度。
附图说明
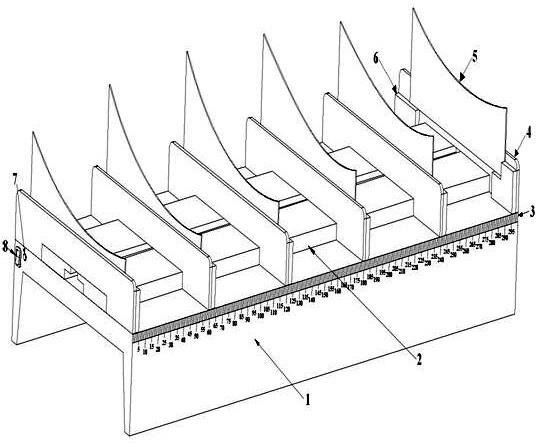
16.图1是本实用新型实施例结构示意图;
17.图中,1.底座;2.滑轨;3.毫米级刻度尺;4.电磁铁;5.反切外样板;6.定位块;7.指示灯;8.开关。
具体实施方式
18.本实用新型的核心思路在于将连续弧度的钣金零件外形离散化,通过检测零件在关键位置的弧度来控制零件的整个外形尺寸,以满足航空钣金零件的高精度检测的需求。
19.下面结合附图1对本实用新型做进一步详述:一种桌面型航空钣金零件检验架,包括底座1、反切外样板5、电磁铁4、定位块6、开关8和指示灯7;底座1上安装滑轨2,滑轨2的长度方向与底座1的长度方向一致,且滑轨2安装在底座1的中心线上;该检验架包含至少2块反切外样板5,反切外样板5为板状件,其两侧面为平面,反切外样板5沿底座1的长度方向排列,其底部与底座1可拆卸连接,顶部用于放置零件,且与零件接触边缘的曲率与零件外表面相同位置上的曲率相同;电磁铁4和定位块6组合成限位件,来实现反切外样板5的可拆卸连接,电磁铁4安装在滑轨2上,且可沿滑轨2的长度方向自由滑动,通过开关8的开启与关闭实现电磁铁4磁力的产生与消失,定位块6安装在电磁铁4上;反切外样板5通过电磁铁4吸附,且通过定位块6确定反切外样板5吸附在电磁铁上的位置。
20.在本实施例中,反切外样板5与反切外样板之间的间距至少为30mm,相邻两块反切外样板与反切外样板之间的间距可以相同或不同,而且反切外样板5的材质为钢。
21.在本实施例中,电磁铁4数量大于或等于反切外样板5的数量,从而使得反切外样板5更稳固的限定在电磁铁4上,另外,由于电磁铁磁力产生时,反切外样板5被吸附,磁力消失时,反切外样板5可以拿下,可以实现反切外样板5的随时更换;电磁铁4可沿滑轨2的长度方向自由滑动,实现反切外样板5在底座上位置的任意调整,来适应各种钣金零件。
22.在本实施例中,开关8安装在底座1的一侧,用于控制电磁铁4磁力产生和磁力消失,待反切外样板5吸附在电磁铁4上时,定外块6确定反切外样板5吸附在电磁铁上的位置,然后把零件放到反切外样板5上来检测零件的外形。在开关8的一侧安装指示电磁铁是否有磁力的指示灯7,通过指示灯,7来判断电磁铁4的吸附力情况。
23.在本实施例中,每一个电磁铁4匹配两个定位块6,定位块6置于底座1上,其一端面的下部与滑轨侧面抵靠,上部与电磁铁的底部及侧面端部吻合,从而通过两个相对设置的定位块6确定反切外样板5吸附在电磁铁上的位置。
24.在本实施例中,底座1上标有毫米级刻度尺3,用来标示出相邻反切外样板5之间的间距。
25.上述实施例仅仅是本实用新型的优选实施方式,不构成对本实用新型的限制。底座与电磁铁并不限于上述实施例中的连接方式,还可以是卡接,插接等方式。本领域普通技术人员在不脱离本实用新型原理的基础上,所做的任何引申、等同替换等均应在本实用新型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1