一种用于高速涡轮泵的机械密封端面比压测量装置及方法与流程
1.本发明涉及航空航天技术领域,尤其涉及一种用于高速涡轮泵的机械密封端面比压测量装置。
背景技术:
2.目前我国正向着成为航天强国的目标迈进,逐步实施月球探索、火星探索甚至月球登陆等重要航天计划,每一次航天发射任务的圆满成功完成都离不开运载火箭的正常运行。
3.氢氧发动机是运载火箭发动机的重要研究方向,掌握氢氧发动机技术是一个国家成为航天强国的关键标志,关于大推力氢氧发动机的研究是国内外液体火箭发动机技术的主要发展趋势。作为输送液氢液氧介质的关键组件,涡轮泵是对氢氧发动机性能影响最大的核心技术之一。机械密封是涡轮泵的重要组成部分,其性能决定了产品的安全性和可靠性。端面比压是反映密封性能的重要参数,端面比压过大则温升过大,容易造成密封环变形、热裂;端面比压过小则端面压紧力过小,导致密封泄漏。
4.因此,针对机械密封端面比压测量方法的研究具有重要意义。
技术实现要素:
5.本发明解决的技术问题是:提出一种用于高速涡轮泵的机械密封端面比压测量装置,是为简化装配过程,解决轴向定位不准、安装准确度低以及试验重复性差等问题不足的问题。
6.本发明解决技术的方案是:一种用于高速涡轮泵的机械密封端面比压测量装置,包括壳体、主轴、直线轴承、测力传感器、动环、蜗轮、蜗杆、升降丝杠;
7.待测静环组件的上侧安装在壳体的一端,下端通过压紧力与动环上端面贴紧;所述的动环通过压紧套和定位套定位在主轴的一端,所述的主轴为台阶轴,待测静环组件、动环、壳体、主轴之间形成充压腔,充压腔两侧安装入口接头和出口接头;主轴的另一端安装用于实现主轴定位的直线轴承,主轴下方安装测力传感器并与升降丝杠连接,升降丝杠上安装蜗轮,蜗杆通过轮齿啮合与蜗轮连接,通过蜗杆转动调节主轴的高度从而改变待测静环组件的压缩量,进而实现不同压缩量即充压腔内不同介质压力下静环组件端面压紧力的测量。
8.进一步的,所述台阶轴包括同轴的上端轴、中间轴和下端轴组成;其中上端轴用于与压紧套和定位套配合安装动环,中间轴用于与所述壳体间隙配合,中间轴的上端面与待测静环组件、动环下端面及壳体之间形成充压腔;主轴的下端轴用于安装直线轴承。
9.进一步的,所述台阶轴的同轴度应小于φ0.03mm。
10.进一步的,主轴的中间轴外径与静环组件密封端面中径相等。
11.进一步的,所述的间隙配合为小间隙配合,间隙范围0.005-0.01mm。
12.进一步的,主轴上安装两个直线轴承,其摩擦系数应小于0.05;配合处主轴外径不
大于中间轴外径,且粗糙度应小于ra0.4μm。
13.进一步的,壳体与两个直线轴承的配合面同轴度应小于φ0.03mm,粗糙度应小于ra0.4μm。
14.进一步的,所述的壳体为由上下两端均带有安装法兰的两个开口腔体组成,上端开口腔用于形成充压腔;下端开口腔与压盖连接,其上设置通孔与大气相通;下端开口腔内设置通孔结构用于安装实现主轴定位的直线轴承。
15.进一步的,所述的压盖下方安装用于支撑蜗轮、蜗杆以及升降丝杠的箱体,压盖上下两侧设置凸台,通过凸台保证壳体与箱体定位;压盖上设置轴承定位面,用于定位蜗轮上端的轴承。
16.进一步的,所述的蜗轮为带有中心螺纹孔的结构,结构上下两端为轴承定位面,中间为轮齿用于与蜗杆配合,所述的中心螺纹孔用于与升降丝杠配合。
17.进一步的,蜗杆的螺旋线升角应小于蜗轮轮齿间的当量摩擦角。
18.一种根据所述装置进行的测量方法,包括如下步骤:
19.s1、充压前,测量主轴顶端超出压紧套的高度,获得静环组件的初始压缩量x0;
20.s2、通过驱动蜗轮旋转,主轴在升降丝杠的作用下沿轴向运动,使其运动距离为初始压缩量x0,使静环组件处于自由状态,通过主轴底部的测力传感器测得此时压力为f0,即动环、主轴和定位套等组件的自重,此时将测力传感器归零,以此为基准点进行比压测量;
21.s3、驱动蜗轮旋转,使主轴向上运动,运动距离为试验压缩量x1,当静环组件达到试验压缩量x1时,通过主轴底部的测力传感器测得此时压力为f
sp
;
22.s4、由入口接头进气,出口接头排气,调节出口气体流量以提升充压腔内压力,使其达到试验压力,通过测力传感器测得此时压力为fc,fc即为充压状态下的静环组件压紧力;
23.根据fc计算得到机械密封的端面比压。
24.进一步的,通过下述公式计算静环组件的平衡直径
25.其中,do为密封端面外径;db为平衡直径;di为密封端面内径;a为密封端面面积、λ为反压系数、pi为静环组件外侧压力,po为静环组件内侧压力。
26.重复s3、s4得到不同压缩量下的比压,从而确定每件静环组件的装配压缩量。
27.本发明与现有技术相比的有益效果是:
28.克服现有技术的不足,提供一种用于高速涡轮泵的机械密封端面比压测量装置,能够获得较为准确的端面压紧力,从而计算得到端面比压。实现不拆装工装条件下,手动调节静环组件压缩量,避免了频繁拆装对测量结果带来的误差。实现主轴的精准定位,避免了主轴安装偏斜和操作不当带来的误差。此外,在更换被测元件时,仅需拆装静环组件,装配过程简便,结构通用性强。
29.(1)实现主轴的精准定位,避免了安装不对中
30.本发明采取在主轴上安装直线轴承的方式,增加了主轴的定位面,实现了主轴的精准定位,避免了安装不对中对试验测量结果带来的误差。直线运动精度非常高,主轴上设
置两个直线轴承,可保证主轴不发生偏摆。主轴可沿轴向上下运动,且从启动到运动的摩擦力几乎没有变化,摩擦系数极低(0.05),对压力传感器测量结果影响很小。同时,直线轴承结构紧凑,尺寸很小,安装方便,价格便宜。
31.(2)能够实现手动调节静环组件压缩量的密封比压测试
32.本发明采取在测力传感器下安装升降丝杠的方式,通过手动摇杆转动蜗轮,带动蜗杆转动使升降丝杠沿轴向作直线运动,从而调节主轴的高度,进一步改变静环组件压缩量,实现了在不拆卸工装的条件下,测量不同压缩量下静环组件密封比压的功能。这对现有的密封比压测量装置是极大的改进,减少了装配工作量,避免了拆装过程带来的装配误差。同时,升降丝杠精度较高,可以实现静环组件压缩量的精准调节,保证密封比压试验测量结果的准确性。
33.(3)装置工艺性好
34.现有测量装置在改变压缩量和更换被测静环组件时,需要拆装静环组件、动环、垫片等组件,装配过程较为繁琐,且容易带来装配误差。本发明在更换被测静环组件时,仅需拆装静环组件,对其他组件没有影响,装配过程简便,试验操作简单,且保证了试验的一致性。
附图说明
35.图1为传统机械密封比压测量装置装配图;
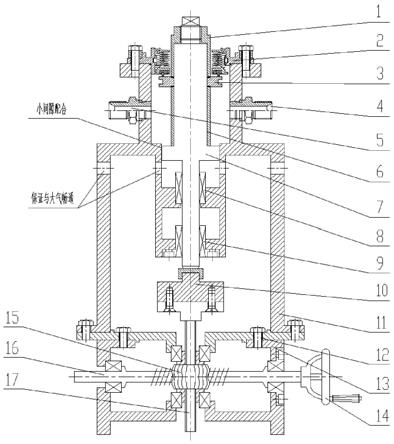
36.图2为本发明提供的机械密封比压测量装置装配图;
37.图3为本发明提供的主轴结构图;
38.图4为本发明待测静环组件结构图;
39.图5为本发明提供的压盖结构图;
40.图6为本发明提供的蜗轮结构图。
41.图中:1
‑‑
压紧套;2
‑‑
静环组件;3
‑‑
动环;4
‑‑
入口接头;5
‑‑
出口接头;6
‑‑ꢀ
定位套;7
‑‑
主轴;8
‑‑
1号位直线轴承;9
‑‑
2号位直线轴承;10
‑‑
测力传感器; 11
‑‑
壳体;12
‑‑
压盖;13
‑‑
箱体;14
‑‑
摇柄;15
‑‑
蜗轮;16
‑‑
蜗杆;17
‑‑
升降丝杠。
具体实施方式
42.下面结合实施例对本发明作进一步阐述。
43.为解决传统比压测量装置(如图1所示)存在的装配过程繁琐、主轴定位不准、安装误差影响大以及试验重复性差等问题,本发明提出一种压缩量可调的机械密封端面比压测试装置,采取在主轴上安装直线轴承的方式,实现了主轴的精准定位,在主轴下安装测力传感器,并与升降丝杠连接,通过手动摇杆带动蜗杆转动,调节主轴的高度,从而改变静环组件压缩量,实现了在不拆卸工装的条件下,测量不同压缩量及介质压力下静环组件端面压紧力,从而获得不同状态下机械密封端面比压的功能。
44.实施例1
45.如图2~图6所示,一种用于高速涡轮泵的机械密封端面比压测量装置,壳体11为由上下两端均带有安装法兰的两个开口腔体组成,上端开口腔用于形成充压腔;下端开口腔与压盖12连接,其上设置通孔与大气相通;下端开口腔内设置通孔结构用于安装实现主
轴定位的直线轴承。压盖下方安装用于支撑蜗轮15、蜗杆16以及升降丝杠17的箱体13。静环组件2上侧与充压腔通过螺钉连接,下侧通过压紧力与动环3上端面紧贴,充压腔左右两侧分别装有入口接头4和出口接头5;动环3通过压紧套1和定位套6来定位在主轴7上;1 号位直线轴承8和2号位直线轴承9外侧与充压腔连接,内侧与主轴7连接;主轴7与壳体之间采用0.005~0.01mm的小间隙配合,小间隙上侧腔内充压,下侧腔内设有通孔与大气相通;主轴7的小间隙配合面外径与静环组件2密封端面中径相等;主轴7下端压在测力传感器10上,测力传感器10通过螺钉固定在升降丝杠17上;升降丝杠17通过螺纹配合与蜗轮15连接;蜗杆16通过轮齿啮合与蜗轮15连接,且蜗杆16的螺旋线升角应小于蜗轮15轮齿间的当量摩擦角,以实现蜗轮15与蜗杆16间的自锁,防止反转。图4中标注了密封端面位置,静环组件与动环贴合的区域为密封端面,即静环组件的凸台面,起到截流密封的效果。
46.如图3所示,主轴7为台阶轴包括同轴的上端轴、中间轴和下端轴组成;其中上端轴用于与压紧套和定位套配合安装动环,中间轴用于与所述壳体间隙配合,中间轴的上端面与待测静环组件、动环下端面及壳体之间形成充压腔;主轴的下端轴用于安装直线轴承。台阶轴的同轴度应小于φ0.03mm。
47.本发明给出一优选实例中主轴上安装的两个直线轴承的摩擦系数小于 0.05;配合处主轴外径不大于中间轴外径,且粗糙度应小于ra0.4μm;壳体与两个直线轴承的配合面同轴度应小于φ0.03mm,粗糙度应小于ra0.4μm。
48.如图5所示,压盖12上下两侧均加工有凸台,通过凸台保证充压腔和箱体13的定位,并通过螺钉进行固定。同时,压盖12上还设计有轴承定位面,用于定位蜗轮15上端的轴承。蜗轮15上下两端为轴承定位面,中间为轮齿与蜗杆16配合,内部有与升降丝杠17配合用的螺纹。
49.本发明的工作原理为:
50.充压前,首先通过深度尺测量主轴顶端超出压紧套的高度,从而获得静环组件的初始压缩量x0。通过转动摇杆,带动蜗轮旋转,主轴在升降丝杠的作用下沿轴向运动,运动距离为初始压缩量x0,使静环组件处于自由状态,通过主轴底部的测力传感器测得此时压力为f0,即动环、主轴和定位套等组件的自重。此时,可将测力传感器归零,以此为基准点进行比压测量。
51.然后,再次通过转动摇杆,使主轴向上运动,运动距离为试验压缩量x1,当静环组件达到试验压缩量x1时,通过主轴底部的测力传感器测得此时压力为 f
sp
,f
sp
即为静环组件在压缩量x1下的弹簧力。然后,由入口接头进气,出口接头排气,调节出口气体流量以提升充压腔内压力,使其达到试验压力,通过测力传感器测得此时压力为fc,fc即为充压状态下的静环组件压紧力,由弹簧力f
sp
和介质作用力fs两部分组成,其表达式如下:
52.fc=f
sp
+fs=a[p
sp
+(k
b-λ)(p
i-po)]
ꢀꢀꢀꢀꢀꢀꢀ
(1)
[0053]
式中,a为密封端面面积,mm2;λ为反压系数,取0.5;kb为面积比; p
sp
为弹簧比压,mpa;pi为静环组件外侧压力,mpa;po为静环组件内侧压力, mpa
[0054]
主轴7与充压腔11配合处的外径应与静环组件2端面中径相等,以实现充压气体对于7主轴的作用上下平衡,因此在比压计算过程中不考虑充压气体对主轴7的作用力。根据密封比压的定义,由式(1)即可得到其的计算公式为:
[0055][0056]
由上式即可计算得到机械密封的端面比压,从而可以确定一批密封产品中各件产品在不同压缩量下的比压,从而根据设计需求确定每件密封产品的装配压缩量,防止因产品个体差异导致相同压缩量下比压过大或过小对密封性能产生的影响。
[0057]
载荷系数的大小,可以表示介质压力作用到密封端面的载荷程度,其计算方法为:
[0058][0059]
式中,do为密封端面外径;db为平衡直径;di为密封端面内径。
[0060]
平衡直径是机械密封的重要设计参数,表征了介质压力作用在静环端面上的有效面积。但对于膜盒式机械密封(如图4所示),其平衡直径的实际值与设计值会有一定的差异,但由于膜盒的结构较为复杂,其实际平衡直径往往难以确定。本发明所述测量装置可解决上述问题,结合式(1)和式(3),带入端面比压测量数据及相关参数,即可求得平衡直径db,其表达式如下:
[0061][0062]
完成试验压缩量x1下的测量试验后,再次调节主轴高度,使静环组件达到试验压缩量x2,重复上述步骤,即可得到静环组件在压缩量x2下的密封端面比压及平衡直径。
[0063]
本发明采用直线轴承对主轴进行定位,既保证了主轴可沿轴向上下移动,又保证了主轴在安装和位移过程中不发生偏摆,提升主轴的对中性,且直线轴承摩擦系数极低(小于0.05),对压力传感器测量结果影响很小。主轴可在升降丝杠作用下沿轴向直线运动,升降丝杠精度较高,可保证压缩量的精准调节。能够直接获得不同压缩量和介质压力状态下机械密封的端面压紧力,从而计算得到相应的端面比压,为确定静环组件装配压缩量提供关键依据,从而提升机械密封的运转可靠性,为高速涡轮泵的正常工作提供保障。试验装置的配合精度很高,装配过程简单,结构通用性很强。
[0064]
本发明虽然已以较佳实施例公开如上,但其并不是用来限定本发明,任何本领域技术人员在不脱离本发明的精神和范围内,都可以利用上述揭示的方法和技术内容对本发明技术方案做出可能的变动和修改,因此,凡是未脱离本发明技术方案的内容,依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化及修饰,均属于本发明技术方案的保护范围。
[0065]
本发明未详细说明部分属于本领域技术人员的公知常识。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1