产品衬套视觉快速检测模组的制作方法
1.本实用新型涉及检测设备技术领域,特别涉及一种产品衬套视觉快速检测模组。
背景技术:
2.带衬套的产品配件在组装完成后需要检测衬套是否漏装或者装配是否到位,目前通常由人工检测,检测效率较低。
技术实现要素:
3.为解决上述技术问题,本实用新型提供了一种产品衬套视觉快速检测模组,具有提高检测效率的优点。
4.为达到上述目的,本实用新型的技术方案如下:
5.一种产品衬套视觉快速检测模组,包括:
6.机架,所述机架上转动连接有载料盘,所述机架上设有用于驱动所述载料盘转动的驱动装置;
7.至少两组设置在所述载料盘上安装治具,其中两组所述安装治具分别对应上料工位和视觉检测工位,所述安装治具的一侧设有用于压紧待测产品的压装组件;
8.设置在所述视觉检测工位处的视觉检测机构,所述视觉检测机构包括:承载于所述机架且位于所述载料盘一侧的安装支架、承载于所述安装支架用于将所述安装治具定位于所述视觉检测工位的检测定位组件、以及用于对待测产品进行拍照处理检测相机;以及,
9.工控机,所述工控机与所述检测相机相连接,用于将所述检测相机的拍摄结果与预置图像相对比,并生成检测结果。
10.实现上述技术方案,检测时,在上料工位处将待测产品放置在安装治具上,并通过压装组件将待测产品压紧,随后通过驱动装置驱动载料盘转动,待测产品移动至视觉检测工位后,通过检测定位组件将安装治具锁紧定位,以提高拍摄过程的稳定性,随后由工控机控制检测相机对待测产品进行拍摄,并通过工控机将拍摄结果与预置图像相对比,从而实现快速检测,提高检测效率。
11.作为本实用新型的一种优选方案,所述压装组件包括:固定于所述载料盘的压装气缸、以及固定于所述压装气缸的活塞杆的压爪。
12.实现上述技术方案,通过压装气缸驱动压爪下压,从而实现了对待测产品的压装固定。
13.作为本实用新型的一种优选方案,所述检测定位组件包括:固定于所述安装支架的定位气缸、以及固定于所述定位气缸的活塞杆且与所述安装治具侧面相抵触的定位块。
14.实现上述技术方案,通过定位气缸驱动定位块抵触在安装治具的侧面,从而实现了对安装治具的定位。
15.作为本实用新型的一种优选方案,所述安装支架上位于所述安装治具上方还设有补光框,所述补光框内设有补光灯。
16.实现上述技术方案,通过补光灯可以在拍摄检测时进行补光,提高拍摄的精确度。
17.作为本实用新型的一种优选方案,所述机架上位于所述载料盘的内侧还设有承托盘,所述承托盘上还承载有用于控制补光灯启闭的开关组件,所述开关组件包括:固定于所述承托盘且与所述视觉检测工位相对应的开关控制气缸、设置于所述开关控制气缸的活塞杆的导电插头、以及设置于所述安装治具且与所述导电插头相适配的导电插座,所述导电插头与所述补光灯相连接。
18.实现上述技术方案,当安装治具移动至视觉检测工位时,由开关控制气缸驱动导电插头移动至与导电插座相插合,使补光灯通电打开,从而实现补光,减少电能的消耗。
19.作为本实用新型的一种优选方案,所述工控机还连接有报警器,所述工控机在判断出待测产品不合格时,控制所述报警器发出报警信息。
20.实现上述技术方案,通过报警器能够在产品不合格时及时报警。
21.作为本实用新型的一种优选方案,所述工控机还连接有显示器,所述显示器用于显示测试结果。
22.实现上述技术方案,通过显示器能够实时显示检测结果。
23.综上所述,本实用新型具有如下有益效果:
24.本实用新型实施例通过提供一种产品衬套视觉快速检测模组,包括:机架,所述机架上转动连接有载料盘,所述机架上设有用于驱动所述载料盘转动的驱动装置;至少两组设置在所述载料盘上安装治具,其中两组所述安装治具分别对应上料工位和视觉检测工位,所述安装治具的一侧设有用于压紧待测产品的压装组件;设置在所述视觉检测工位处的视觉检测机构,所述视觉检测机构包括:承载于所述机架且位于所述载料盘一侧的安装支架、承载于所述安装支架用于将所述安装治具定位于所述视觉检测工位的检测定位组件、以及用于对待测产品进行拍照处理检测相机;以及,工控机,所述工控机与所述检测相机相连接,用于将所述检测相机的拍摄结果与预置图像相对比,并生成检测结果。检测时,在上料工位处将待测产品放置在安装治具上,并通过压装组件将待测产品压紧,随后通过驱动装置驱动载料盘转动,待测产品移动至视觉检测工位后,通过检测定位组件将安装治具锁紧定位,以提高拍摄过程的稳定性,随后由工控机控制检测相机对待测产品进行拍摄,并通过工控机将拍摄结果与预置图像相对比,从而实现快速检测,提高检测效率。
附图说明
25.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
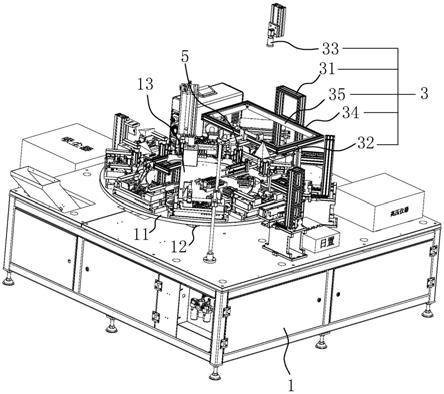
26.图1为本实用新型实施例的结构示意图。
27.图2为本实用新型实施例去除部分机架后的结构示意图。
28.图3为本实用新型实施例去除部分机架后的俯视图。
29.图4为本实用新型实施例中开关组件的结构示意图。
30.图中数字和字母所表示的相应部件名称:
31.1、机架;11、载料盘;12、驱动装置;13、承托盘;2、安装治具;21、压装组件;211、压
装气缸;212、压爪;3、视觉检测机构;31、安装支架;32、检测定位组件;321、定位气缸;322、定位块;33、检测相机;34、补光框;35、补光灯;4、工控机;41、报警器;42、显示器;5、开关组件;51、开关控制气缸;52、导电插头;53、导电插座。
具体实施方式
32.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
33.实施例
34.一种产品衬套视觉快速检测模组,如图1至图4所示,包括:机架1,机架1上转动连接有载料盘11,机架1上设有用于驱动载料盘11转动的驱动装置12;至少两组设置在载料盘11上安装治具2,其中两组安装治具2分别对应上料工位和视觉检测工位,安装治具2的一侧设有用于压紧待测产品的压装组件21;设置在视觉检测工位处的视觉检测机构3;以及,工控机4。
35.具体的,驱动装置12为伺服电机与变速箱组合,压装组件21包括:固定于载料盘11的压装气缸211、以及固定于压装气缸211的活塞杆的压爪212,通过压装气缸211驱动压爪212下压,从而实现了对待测产品的压装固定。
36.视觉检测机构3包括:承载于机架1且位于载料盘11一侧的安装支架31、承载于安装支架31用于将安装治具2定位于视觉检测工位的检测定位组件32、以及用于对待测产品进行拍照处理检测相机33,其中,检测定位组件32包括:固定于安装支架31的定位气缸321、以及固定于定位气缸321的活塞杆且与安装治具2侧面相抵触的定位块322,通过定位气缸321驱动定位块322抵触在安装治具2的侧面,从而实现了对安装治具2的定位。
37.工控机4与检测相机33相连接,用于将检测相机33的拍摄结果与预置图像相对比,并生成检测结果,且工控机4还连接有报警器41,报警器41选用声光报警器41,且工控机4在判断出待测产品不合格时,控制报警器41发出报警信息,通过报警器41能够在产品不合格时及时报警;同时,工控机4还连接有显示器42,显示器42用于显示测试结果,通过显示器42能够实时显示检测结果。
38.进一步的,在安装支架31上位于安装治具2上方还设有补光框34,补光框34内设有补光灯35,通过补光灯35可以在拍摄检测时进行补光,提高拍摄的精确度。
39.且在机架1上位于载料盘11的内侧还设有承托盘13,承托盘13上还承载有用于控制补光灯35启闭的开关组件5,开关组件5包括:固定于承托盘13且与视觉检测工位相对应的开关控制气缸51、设置于开关控制气缸51的活塞杆的导电插头52、以及设置于安装治具2且与导电插头52相适配的导电插座53,导电插头52与补光灯35相连接;当安装治具2移动至视觉检测工位时,由开关控制气缸51驱动导电插头52移动至与导电插座53相插合,使补光灯35通电打开,从而实现补光,减少电能的消耗。
40.检测时,在上料工位处将待测产品放置在安装治具2上,并通过压装组件21将待测产品压紧,随后通过驱动装置12驱动载料盘11转动,待测产品移动至视觉检测工位后,通过检测定位组件32将安装治具2锁紧定位,以提高拍摄过程的稳定性,随后由工控机4控制检
测相机33对待测产品进行拍摄,并通过工控机4将拍摄结果与预置图像相对比,从而实现快速检测,提高检测效率。
41.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本实用新型。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本实用新型的精神或范围的情况下,在其它实施例中实现。因此,本实用新型将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1