气密性测试装置的制作方法
1.本技术涉及防水密封技术领域,尤其涉及一种气密性测试装置。
背景技术:
2.在测试电子设备等产品的防水密封性能时,通常使用气密性测试装置对产品进行测试。现有的气密性测试装置通常采用模具压合待测试产品的方式进行测试,通过在模具上设置o型密封圈提高模具和产品之间的密封效果。o型密封圈通常设置于模具和产品之间,由于模具压合后o型密封圈和产品接触面为线接触,导致密封面小。当模具和产品接触稍有灰尘等脏污就会造成检测气体泄漏或过大泄漏,降低了气密性测试装置的密封性和稳定性,进而降低了气密性测试的准确度。
技术实现要素:
3.有鉴于此,有必要提供一种气密性测试装置,解决上述问题。
4.本技术的实施例提供一种气密性测试装置,用于测试产品的气密性,所述气密性测试装置包括上模具、下模具、芯块和第一密封件,所述上模具及所述下模具相对设置,所述芯块设置于所述上模具中并用于抵持所述下模具中的所述产品,所述第一密封件设置于所述芯块的面向所述产品的一侧,且所述第一密封件的与所述产品面对的部位为第一平面部,所述第一平面部凸出于所述芯块表面并用于在所述上模具和所述下模具合模时压紧所述产品。
5.进一步地,在本技术的一些实施例中,所述第一密封件具有d字型或类d字型的形状。
6.进一步地,在本技术的一些实施例中,所述第一密封件环绕设置于所述芯块的面向所述产品的一侧,所述芯块的面向所述产品的一侧设有第一环形容纳槽,以用于容纳所述第一密封件。
7.进一步地,在本技术的一些实施例中,所述第一密封件与所述产品背离的部位为第一圆弧部,用于所述上模具和所述下模具合模时抵接在所述第一环形容纳槽内。
8.进一步地,在本技术的一些实施例中,所述气密性测试装置还包括第二密封件,所述第二密封件设置于所述芯块的背离所述产品的一侧,用于与所述第一密封件一起形成气密性测试腔。
9.进一步地,在本技术的一些实施例中,所述第二密封件环绕设置于所述芯块的背离所述产品的一侧。
10.进一步地,在本技术的一些实施例中,所述芯块的背离所述产品的一侧设有第二环形容纳槽,以用于容纳所述第二密封件。
11.进一步地,在本技术的一些实施例中,所述第二密封件位于所述芯块和所述上模具之间,所述第二密封件与所述上模具面对的部位为第二平面部,所述第二平面部凸出于所述芯块表面并用于在所述上模具和所述下模具合模时抵持在所述上模具上。
12.进一步地,在本技术的一些实施例中,所述第二密封件的与所述上模具背离的部位为第二圆弧部,用于所述上模具和所述下模具合模时抵接在所述第二环形容纳槽内。
13.进一步地,在本技术的一些实施例中,所述气密性测试装置还包括第三密封件、第四密封件和第五密封件,所述第三密封件设于所述上模具上,所述第四密封件和所述第五密封件设于所述下模具上,用于对所述上模具和所述下模具进行密封。
14.上述气密性测试装置中,通过第一密封件的与产品面对的部位为第一平面部,第一平面部凸出于芯块表面并用于在上模具和下模具合模时压紧产品。与现有通过o型密封圈和产品接触的方式相比,第一平面部和产品接触面为面接触,使得合模时密封面变大,提升了密封性能,当气密性测试装置和产品接触点有灰尘等杂物时,检测气体几乎不泄漏或泄漏较小,提高气密性测试装置密封性和稳定性,并提高了气密性测试的准确度。
附图说明
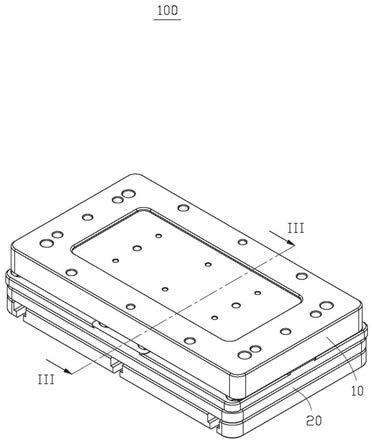
15.图1为本技术一实施例中的气密性测试装置的结构示意图。
16.图2为本技术一实施例中的气密性测试装置的爆炸结构示意图。
17.图3为本技术一实施例中的气密性测试装置的截面结构示意图及局部放大图。
18.图4为本技术一实施例中的芯块的结构示意图。
19.主要元件符号说明
20.气密性测试装置
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
100
21.上模具
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
10
22.安装槽
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
11
23.通孔
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
12
24.第三环形容纳槽
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
13
25.下模具
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
20
26.芯块
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
30
27.第一环形容纳槽
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
31
28.第二环形容纳槽
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
32
29.气密性测试腔
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
35
30.第一密封件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
40
31.第一平面部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
41
32.第一圆弧部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
42
33.第二密封件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
50
34.第二平面部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
51
35.第二圆弧部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
52
36.第三密封件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
60
37.第三平面部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
61
38.第三圆弧部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
62
39.第四密封件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
70
40.第五密封件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
80
41.产品
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
90
42.如下具体实施方式将结合上述附图进一步说明本技术。
具体实施方式
43.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行描述,显然,所描述的实施例仅是本技术一部分实施例,而不是全部的实施例。
44.需要说明的是,当组件被称为“装设于”另一个组件,它可以直接在另一个组件上或者也可以存在居中的组件。当一个组件被认为是“设置于”另一个组件,它可以是直接设置在另一个组件上或者可能同时存在居中组件。
45.除非另有定义,本文所使用的所有的技术和科学术语与属于本技术的技术领域的技术人员通常理解的含义相同。本文中在本技术的说明书中所使用的术语只是为了描述具体地实施例的目的,不是旨在于限制本技术。本文所使用的术语“或/及”包括一个或多个相关的所列项目的任意的和所有的组合。
46.本技术的实施例提供一种气密性测试装置,用于测试产品的气密性,气密性测试装置包括上模具、下模具、芯块和第一密封件,上模具及下模具相对设置,芯块设置于上模具中并用于抵持下模具中的产品,第一密封件设置于芯块的面向产品的一侧,且第一密封件的与产品面对的部位为第一平面部,第一平面部凸出于芯块表面并用于在上模具和下模具合模时压紧产品。
47.上述气密性测试装置中,通过第一密封件的与产品面对的部位为第一平面部,第一平面部凸出于芯块表面并用于在上模具和下模具合模时压紧产品。与现有通过o型密封圈和产品接触的方式相比,第一平面部和产品接触面为面接触,使得合模时密封面变大,提升了密封性能,当气密性测试装置和产品接触点有灰尘等杂物时,检测气体几乎不泄漏或泄漏较小,提高气密性测试装置密封性和稳定性,并提高了气密性测试的准确度。
48.下面结合附图,对本技术的一些实施例作详细说明。
49.图1示意了本技术实施例的气密性测试装置100的整体结构示意图。请参阅图1,本技术实施例的气密性测试装置100,用于测试例如电子设备等产品的气密性。气密性测试装置100包括上模具10和下模具20。上模具10和下模具20相对设置,产品设置于上模具10和下模具20之间,上模具10和下模具20合模时测试产品的气密性。
50.图2示意了本技术实施例的气密性测试装置100的整体结构的爆炸示意图。为了更清楚地说明,请参阅图2,本技术实施例的气密性测试装置100用于测试产品90的气密性,该产品90包括但不限于手机中框。气密性测试装置100还包括芯块30和第一密封件40。芯块30设置于上模具10中。芯块30用于在上模具10和下模具20合模时抵持下模具20中的产品90。第一密封件40设置于芯块30的面向产品90的一侧,用于在上模具10和下模具20合模时压紧产品90。第一密封件40为所谓的d型密封件,即第一密封件40具有d字型或类d字型的形状,例如d型密封圈,其中在第一密封件40压紧产品90时,由平面部和弧形部构成的d型密封圈的平面部压紧在产品90上,使芯块30借助于第一密封件40密封产品90的上侧,提高测试的精确度。
51.图3示意了本技术实施例的沿着图1所示的截面线iii
‑
iii截取的气密性测试装置100的截面结构,以更清楚地图示气密性测试装置100各个组件的构造。请参阅图3,第一密封件40包括第一平面部41和第一圆弧部42。第一密封件40的与产品90面对的部位为第一平
面部41,第一密封件40与产品90背离的部位为第一圆弧部42。第一平面部41朝向下模具20的表面为平面,第一平面部41凸出于芯块30表面并用于在上模具10和下模具20合模时压紧产品90。与现有o型密封圈和产品接触面为线接触的方式相比,第一平面部41和产品90接触面为面接触,使得合模时密封面变大,提升了密封性能。当气密性测试装置100和产品90接触点有灰尘等杂物时,检测气体几乎不泄漏或泄漏较小,提升气密性测试装置100密封性和稳定性,并提高了气密性测试的准确度。第一圆弧部42为弧形面,第一圆弧部42用于上模具10和下模具20合模时抵接在芯块30内。可以理解的是,在其他实施例中,第一圆弧部42可以为平面。
52.上模具10设有安装槽11,芯块30安装于安装槽11中。在一实施例中,上模具10还设有连通安装槽11的通孔12,用于向安装槽11中通入气体。当上模具10和下模具20合模时,芯块30借助于第一密封件40将产品90朝向上模具10的一侧(即,产品90的上侧)密封,通过通孔12向安装槽11中通入气体,并通过下模具20检测产品90朝向下模具20的一侧(即,产品90的下侧)是否有气体溢出,进而检测产品90的气密性。
53.请一并参阅图4,芯块30的面向产品90的一侧设有第一环形容纳槽31,用以容纳第一密封件40。第一环形容纳槽31环绕设置于芯块30表面,以使第一密封件40环绕设置于芯块30的面向产品90的一侧。当上模具10和下模具20合模时,第一密封件40环绕于产品90周侧并压紧产品90,进而提升了芯块30与产品90之间的密封效果。
54.在一实施例中,气密性测试装置100还包括第二密封件50,第二密封件50设置于芯块30的背离产品90的一侧,用于与第一密封件40一起形成气密性测试腔35。当通过通孔12进入气密性测试腔35的气体能够从产品90的下侧溢出时,由于第一密封件40和第二密封件50的密封作用,可以确定气体是从产品90溢出的,亦即,产品90未达到完全密封的要求。可以根据实际需要,设定气体泄漏的阈值,例如当从产品90溢出的气体大于该阈值时,产品90不满足防水性要求;当从产品90溢出的气体等于或小于该阈值时,产品90满足防水性要求。
55.芯块30的背离产品90的一侧设有第二环形容纳槽32,用以容纳第二密封件50。第二环形容纳槽32环绕设置于芯块30表面,以使第二密封件50环绕设置于芯块30的面向安装槽11底部的一侧。当上模具10和下模具20合模时,第二密封件50环绕于安装槽11底部的周侧并压紧上模具10,进而提升了芯块30与上模具10之间的密封效果。
56.第二密封件50与第一密封件40结构类似,具体地,第二密封件50设有第二平面部51和第二圆弧部52。第二密封件50的与上模具10面对的部位为第二平面部51,第二密封件50与上模具10背离的部位为第二圆弧部52。第二平面部51朝向上模具10的表面为平面,第二平面部51凸出于芯块30表面并用于在上模具10和下模具20合模时压紧上模具10。与现有o型密封圈和上模具10接触面为线接触的方式相比,第二平面部51和上模具10接触面为面接触,使得合模时密封面变大,提升了密封性能。当气密性测试装置100和上模具10接触点有灰尘等杂物时,检测气体几乎不泄漏或泄漏较小,这提高气密性测试腔35的密封性和稳定性,并提高了气密性测试的准确度。第二圆弧部52为弧形面,第二圆弧部52用于上模具10和下模具20合模时抵接在第二环形容纳槽32内。第二圆弧部52增加了第二密封件50与第二环形容纳槽32内壁的接触面积,提升气密性测试腔35的密封性和稳定性,并提高了气密性测试的准确度。可以理解的是,第二密封件50也可以使用常规的o型密封件,例如o型密封圈。
57.上述气密性测试装置100测试时,上模具10和下模具20处于合模状态,第一密封件40设置于芯块30的面向产品90的一侧(即,产品90的上侧)并压紧产品90。第二密封件50设置于芯块30的背离产品90的一侧,用于与第一密封件40一起形成气密性测试腔35。通过通孔12向安装槽11中通入气体,气体进入气密性测试腔35,然后通过下模具20检测产品90另一侧(即,产品90的下侧)是否有气体溢出,进而检测产品90的气密性。
58.在一实施例中,气密性测试装置100还包括第三密封件60、第四密封件70和第五密封件80。第三密封件60设于上模具10上,第四密封件70和第五密封件80设于下模具20上,用于对上模具10和下模具20进行密封。
59.具体地,上模具10的面向下模具20的一侧设有第三环形容纳槽13,用以容纳第三密封件60。第三环形容纳槽13环绕设置于上模具10表面,以使第三密封件60环绕设置于上模具10的面向下模具20的一侧。当上模具10和下模具20合模时,第三密封件60环绕于下模具20周侧并压紧下模具20,进而提升了上模具10与下模具20之间的密封效果。
60.第三密封件60与第一密封件40结构类似,具体地,第三密封件60设有第三平面部61和第三圆弧部62。第三密封件60的与下模具20面对的部位为第三平面部61,第三密封件60与下模具20背离的部位为第二圆弧部52。第三平面部61朝向下模具20的表面为平面,第三密封件60凸出于上模具10表面并用于在上模具10和下模具20合模时压紧下模具20。可以理解的是,第三密封件60也可以使用常规的o型密封件,例如o型密封圈。
61.第四密封件70和第五密封件80均与第一密封件40结构类似,第四密封件70和第五密封件80分别环绕设置于下模具20中的板状结构之间,用于提升下模具20的密封效果。可以理解的是,第四密封件70和第五密封件80也可以使用常规的o型密封件,例如o型密封圈。
62.上述气密性测试装置100中,通过第三密封件60设于上模具10上、第四密封件70和第五密封件80分别环绕设置于下模具20中的板状结构之间,提升了上模具10与下模具20之间的密封效果,进而提高气密性测试装置100的密封性和稳定性,并提高了气密性测试的准确度。
63.本技术领域的普通技术人员应当认识到,以上的实施例仅是用来说明本技术,而并非用作为对本技术的限定,只要在本技术的实质精神范围内,对以上实施例所作的适当改变和变化都落在本技术公开的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1