单晶高温合金空心叶片扰流柱再结晶形成倾向性评价方法与流程
1.本发明涉及单晶高温合金技术领域,具体涉及单晶高温合金空心叶片扰流柱再结晶形成倾向性评价方法。
背景技术:
2.镍基单晶高温合金凭借着优异的高温性能广泛应用于先进航空燃气涡轮叶片。单晶高温合金是目前高推重比、高功重比航空发动机涡轮工作叶片优先考虑选用的材料,甚至可以说单晶叶片是发动机先进程度的重要标志,也是一个国家航空工业水平的显著标志。单晶叶片工作条件极其恶劣,承受着复杂的气动、热和机械载荷等,为进一步提高叶片的承温能力,往往采用复杂型腔空心的高效冷却结构,单晶高温合金作为一种新型应用的叶片材料,复杂结构也将给工程应用上带来材料与工艺、结构等匹配性问题。
3.随着航空发动机涡轮叶片的工作环境温度越来越高,如何确保涡轮叶片安全可靠的工作是一个十分关键的问题。空心叶片的冷却原理是由航空发动机吸入的冷空气从涡轮叶片的底部流入叶片的内部空腔,沿叶片内部冷却流道,从下而上对空心叶片的内表面实施有效的降温冷却。冷却气流一部分通过叶缘前沿的冲击孔,以冲击冷却的方式对叶缘前沿的内表面降温冷却,另外一部分气体通过空心叶片排气边附近的扰流柱,被干扰而减缓流速使其与叶片强制换热后从排气边尾部流出,最后一部分冷却气体经过叶片平台及叶身的气膜孔流出,在叶片外表面形成一层薄壁的冷气隔膜,从而使叶片整体得到有效的保护冷却。近些年针对涡轮叶片的冷却技术开展了一系列的研究,获取了冷却效率与扰流柱间的排布关系。
4.单晶高温合金由于不含或少含晶界强化元素,对再结晶十分敏感,一旦单晶叶片在某区域发生再结晶,裂纹易在结晶与基体之间的界面上萌生,并沿着晶界扩展,并导致断裂,造成重大的经济损失。许多研究表明,再结晶的存在严重影响单晶叶片的服役性能,尤其是对高温疲劳和持久性能影响大。单晶空心叶片工作温度越高,再结晶对其影响也越大。
5.因此,目前在一些设计工作温度很高的先进发动机上,单晶涡轮空心叶片的关键部位要求十分苛刻,几乎是不允许再结晶的存在。表面再结晶可以通过目视检验完成,但是内腔扰流柱再结晶检验只能通过解剖破坏后才能发现,因此要保证内腔结构不会形成再结晶十分关键。
技术实现要素:
6.针对现有技术的缺陷,本发明的目的是提供单晶高温合金空心叶片扰流柱再结晶形成倾向性评价方法。
7.本发明解决技术问题采用如下技术方案:本发明提供了单晶高温合金空心叶片扰流柱再结晶形成倾向性评价方法,包括以下步骤:步骤一,型芯制备:采用设计的陶瓷型芯模具,压制陶瓷型芯;
步骤二,蜡模压制:在外形模具中压制成蜡模,并将蜡模组合成为模组;步骤三,型壳制备:将模组上涂挂耐火材料,经过干燥、烧结后得到壳型,壳型为多层结构,壳型涂挂完成后进行脱蜡、烧结处理;步骤四,定向凝固:使用单晶炉浇注不同的单晶高温合金,制备出单晶高温合金铸件,并经切割后,进行脱壳、脱芯处理;步骤五,真空热处理:按照不同合金的热处理规范,将单晶高温合金铸件进行真空热处理;步骤六,再结晶检验:将铸件沿扰流柱高度方向解剖后,进行宏观腐蚀,目检检验再结晶。
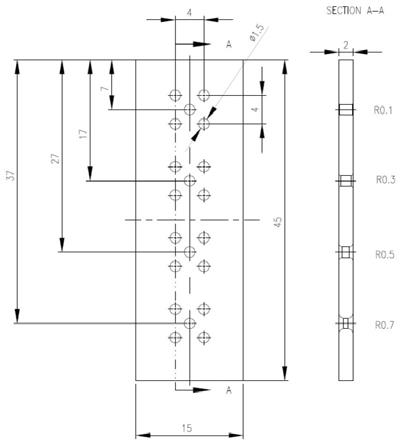
8.优选地,所述陶瓷型芯为厚度2mm的板状结构,并均匀分布16组通孔,用于形成铸件的扰流柱结构。
9.优选地,所述16组通孔中每组由5个相同直径的通孔组成,5个通孔孔径相同,过渡圆角半径相同。
10.优选地,所述每组孔的具体排布规则为:中心位置一个通孔,外侧以中心孔圆心为中心均布4个通孔;外侧4个孔和中心孔的最小距离均为孔径;横向4组通孔,每组孔径不同,分别为1、1.5、2、2.5mm,过渡圆角相同;纵向4组通孔,孔径相同,每组通孔的过渡圆角半径不同,分别为0.1、0.3、0.5、0.7mm。
11.优选地,所述步骤二中蜡模的壁厚为1-3mm。
12.优选地,所述步骤四定向凝固中具体的工艺步骤为:将制备好的模壳放入单晶炉中,熔化及精炼真空压强<4pa;上加热器温度为1500-1520℃;下加热器温度为1520-1540℃;合金在1550-1560℃精炼后从浇注系统的浇口杯浇入壳型中,抽拉速率为3-4mm/min,完毕后破真空后冷却。
13.优选地,所述步骤五真空热处理中热处理制度为:加热至1315-1320℃,保温4h,充氩气冷却,当冷到500℃或以下,铸件冷却速度不低于40℃/min。
14.优选地,所述步骤六中宏观腐蚀采用盐酸腐蚀剂或三氯化铁腐蚀剂中的一种对铸件进行宏观腐蚀。
15.优选地,所述壳型多层结构为6~8层;所述合金包括dd6合金或dd419合金。
16.优选地,所述耐火材料为白钢玉粉和硅溶胶混合而成,白刚玉粉和硅溶胶的重量比为(2~3):1。
17.与现有技术相比,本发明具有如下的有益效果:1、本发明可以定量评价单晶高温合金的扰流柱再结晶倾向性,为合金选材提供依据。针对不同合金,发现的再结晶数量越多、再结晶出现的扰流注直径越大、圆角半径越大,则这个合金的扰流柱再结晶倾向性越大。
18.2、本发明可以实现对单晶空心涡轮叶片扰流柱结构的设计合理性进行评价。对于特定材料而言,通过此实验,可以得到叶片扰流注结构设计的门槛值,避免由于再结晶报废而使得结构反复修改。
19.3、本发明所设计的单晶铸件结构简单,易于铸造,能够快速准确的评价单晶高温合金扰流柱结构再结晶倾向性;该方法成本低,易于推广应用。
附图说明
20.图1是本发明的示意图;图2是本发明陶瓷型芯示意图。
具体实施方式
[0021] 下面结合具体实施例,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0022]
实施例1本实施例中,本实施例的单晶高温合金空心叶片扰流柱再结晶形成倾向性评价方法,包括以下步骤:步骤一,型芯制备:采用设计的陶瓷型芯模具,压制陶瓷型芯;步骤二,蜡模压制:在外形模具中压制成蜡模,并将蜡模组合成为模组;步骤三,型壳制备:将模组上涂挂耐火材料,经过干燥、烧结后得到壳型,壳型为6层半的多层结构,浆料为硅溶胶和白钢玉粉混合而成,白刚玉粉和硅溶胶的重量比为2:1,撒砂材料为白钢玉粉,壳型涂挂完成后进行脱蜡、烧结处理;步骤四,定向凝固:使用单晶炉浇注不同的单晶高温合金,制备出单晶高温合金铸件,并经切割后,进行脱壳、脱芯处理;步骤五,真空热处理:按照不同合金的热处理规范,将单晶高温合金铸件进行真空热处理;步骤六,再结晶检验:将铸件沿扰流柱高度方向解剖后,进行宏观腐蚀,目检检验再结晶。
[0023]
本实施例按照设计的模具,压制陶瓷型芯,如图1所示,陶瓷型芯由16组通孔组成,每组包含5个通孔。每组孔的排布规则为:5个通孔孔径相同,过渡圆角半径相同。具体排布方式为中心位置一个通孔,外侧以中心孔圆心为中心均布4个通孔。外侧4个孔和中心孔的最小距离均为孔径。横向4组通孔,每组孔径不同,分别为1、1.5、2、2.5mm,过渡圆角相同。纵向4组通孔,孔径相同,每组通孔的过渡圆角半径不同,分别为0.1、0.3、0.5、0.7mm。
[0024]
本实施例将制备好的陶瓷型芯,放入到外形模具中,压制成蜡模,该蜡模壁厚为1mm,并将蜡模组合成为模组。
[0025]
将模组上涂挂耐火材料,经过干燥、烧结后得到壳型;壳型一般为多层结构,浆料为硅溶胶和白钢玉粉混合而成,撒砂材料为白钢玉粉;壳型涂挂完成后进行脱蜡、烧结等处理。
[0026]
将制备好的模壳放入单晶炉中,熔化及精炼真空压强<4pa;上加热器温度为1500℃;下加热器温度为1520℃;dd6合金在1550℃精炼后从浇注系统的浇口杯浇入壳型中,抽拉速率为3mm/min,完毕后破真空后冷却。
[0027]
将模组冒口等切割后,进行脱壳、脱芯等处理。清洗烘干后,装入真空热处理炉中进行固溶处理,热处理制度为:加热至1315℃,保温4h,充氩气冷却后取出铸件,当冷到500
℃或以下,铸件冷却速度不低于40℃/min,使用线切割机将扰流柱沿高度方向切开,然后利用三氯化铁腐蚀剂对铸件进行宏观腐蚀,观察扰流柱周围的再结晶。
[0028]
实施例2本实施例中本实施例的单晶高温合金空心叶片扰流柱再结晶形成倾向性评价方法,包括以下步骤:步骤一,型芯制备:采用设计的陶瓷型芯模具,压制陶瓷型芯;步骤二,蜡模压制:在外形模具中压制成蜡模,并将蜡模组合成为模组;步骤三,型壳制备:将模组上涂挂耐火材料,经过干燥、烧结后得到壳型,壳型为7层半的多层结构,浆料为硅溶胶和白钢玉粉混合而成,白刚玉粉和硅溶胶的重量比为3:1,撒砂材料为白钢玉粉,壳型涂挂完成后进行脱蜡、烧结处理;步骤四,定向凝固:使用单晶炉浇注不同的单晶高温合金,制备出单晶高温合金铸件,并经切割后,进行脱壳、脱芯处理;步骤五,真空热处理:按照不同合金的热处理规范,将单晶高温合金铸件进行真空热处理;步骤六,再结晶检验:将铸件沿扰流柱高度方向解剖后,进行宏观腐蚀,目检检验再结晶。
[0029]
按照设计的模具,压制陶瓷型芯,如图1所示,陶瓷型芯由16组通孔组成,每组包含5个通孔。每组孔的排布规则为:5个通孔孔径相同,过渡圆角半径相同。具体排布方式为中心位置一个通孔,外侧以中心孔圆心为中心均布4个通孔。外侧4个孔和中心孔的最小距离均为孔径。横向4组通孔,每组孔径不同,分别为1、1.5、2、2.5mm,过渡圆角相同。纵向4组通孔,孔径相同,每组通孔的过渡圆角半径不同,分别为0.1、0.3、0.5、0.7mm。
[0030]
将制备好的陶瓷型芯,放入到外形模具中,压制成蜡模,该蜡模壁厚为1mm,并将蜡模组合成为模组。
[0031]
将模组上涂挂耐火材料,经过干燥、烧结后得到壳型;壳型一般为多层结构,浆料为硅溶胶和白钢玉粉混合而成,撒砂材料为白钢玉粉。壳型涂挂完成后进行脱蜡、烧结等处理。
[0032]
将制备好的模壳放入单晶炉中,熔化及精炼真空压强<4pa;上加热器温度为1520℃;下加热器温度为1540℃;dd419合金在1560℃精炼后从浇注系统的浇口杯浇入壳型中,抽拉速率为4mm/min,完毕后破真空后冷却。
[0033]
将模组冒口等切割后,进行脱壳、脱芯等处理,清洗烘干后,装入真空热处理炉中进行固溶处理,热处理制度为:加热至1320℃,保温4h,充氩气冷却后取出铸件,使用线切割机将扰流柱沿高度方向切开,然后利用盐酸腐蚀剂对铸件进行宏观腐蚀,检验扰流柱周围的再结晶。
[0034]
实施例3与实施例2唯有不同是:将制备好的模壳放入单晶炉中,熔化及精炼真空压强<4pa;上加热器温度为1510℃;下加热器温度为1530℃;dd419合金在1555℃精炼后从浇注系统的浇口杯浇入壳型中,抽拉速率为3.5mm/min,完毕后破真空后冷却。
[0035]
步骤五真空热处理中热处理制度为:加热至1315℃,保温4h,充氩气冷却后取出铸
件,其余操作步骤均相同。
[0036]
实施例4与实施例1至3唯有不同是:蜡模的壁厚为3mm,其余操作步骤均相同。
[0037]
对比例1针对不同合金,发现的再结晶数量越多、再结晶出现的扰流注直径越大、圆角半径越大,则这个合金的扰流柱再结晶倾向性越大。
[0038]
比如实施例1和实施例2,分别是dd6合金和dd419合金,均采用其典型的工艺参数,若某一合金发现的再结晶数量越多、再结晶出现的扰流注直径越大、圆角半径越大,则这个合金的扰流柱再结晶倾向性越大。
[0039]
对于特定材料而言,通过此实验,可以得到叶片扰流注结构设计的门槛值,避免由于再结晶报废而使得结构反复修改。
[0040]
针对dd419合金,实施例2和3的热处理温度不同,若1320℃的再结晶数量明显多于1315℃的再结晶数量,则在叶片研制过程中,必须降低热处理温度,以降低再结晶的报废率,保证产品满足设计要求。
[0041]
对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。
[0042]
此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1