预压合装置的制作方法
1.本实用新型涉及后盖压合装置的技术领域,尤其是涉及一种预压合装置。
背景技术:
2.智能穿戴设备市场,智能手表可谓是其中的大头。智能手表是将手表内置智能化系统、搭载智能手机系统而连接于网络以实现多功能。智能手表除指示时间之外,往往还会增加诸如计步、睡眠监控等健康类智能功能。
3.目前,大多数的智能手表,包括表盘,表盘内一般会设有gps(globalpositioning system,全球定位系统)、nfc(near field communication,近场通信)、wi
‑
fi、蓝牙4.0等一种或者多种模块,以及加速度传感器、陀螺仪、心脏速率传感器、麦克风、扬声器、环境光传感器等其中一种或者多种。表盘的底部设置有发光二极管和光电二极管,该发光二极管和光电二极管通过底盖上的聚光透镜保护着。在透镜和后盖安装过程中,由于后盖的表面为具有一定弧度的曲面,通过压头机构将透镜压入后盖后,透镜容易凸出或凹陷于后盖的表面,良品率较低。
技术实现要素:
4.本实用新型的目的在于提供一种预压合装置,以解决现有技术中存在的透镜压入后盖后,透镜容易凸出或凹陷于后盖的表面的技术问题。
5.为实现上述目的,本实用新型采用的技术方案是:提供一种预压合装置,包括预压承载装置和设于预压承载装置上方的预压下压装置;预压承载装置包括:预压承载支撑架,其包括预压承载底板和与预压承载底板连接的预压承载立板;预压摆动支架,以垂直于预压承载立板的表面的方向为轴可转动地支撑在预压承载立板上,预压摆动支架包括预压摆动底板;预压摆动驱动件,能够驱动预压摆动支架相对预压承载立板转动;预压承载座,用以放置待贴合的后盖,预压承载座以垂直于预压摆动底板的表面的方向为轴可转动地支撑在预压摆动底板上;和,预压旋转驱动件,能够驱动预压承载座相对预压摆动底板转动;后盖具有位于其顶面的弧形的装配面,该装配面上开设有若干个装配孔;预压下压装置包括预压下压支撑架、可升降地设置在预压下压支撑架上并用于抓取贴合有胶圈的透镜的预压下压机构,以及能够驱动预压下压机构相对预压下压支撑架升降运动并在向预压承载装置移动时将贴合有胶圈的透镜压入后盖的装配孔中的预压下压驱动组件。
6.进一步地,预压旋转驱动件固定在预压摆动底板上,预压旋转驱动件具有预压旋转驱动部,预压旋转驱动部与预压承载座连接固定。
7.进一步地,预压摆动驱动件固定在预压承载立板上,预压旋转驱动件的输出轴通过减速器与预压摆动支架连接固定。
8.进一步地,预压承载底板的底面具有相互垂直的第一方向和第二方向;预压承载装置还包括能够驱动预压承载支撑架在平行于第一方向的方向上移动的第一预压承载驱动模组和能够驱动预压承载支撑架在平行于第二方向的方向上移动的第二预压承载驱动
模组。
9.进一步地,预压承载座上设置有预压承载加热组件,用以对放置在预压承载座上的后盖加热。
10.进一步地,预压承载座上设置有预压承载保持组件,用以对放置在预压承载座上的后盖定位和保持。
11.进一步地,预压下压驱动组件包括可转动地设置在预压下压支撑架上的预压下压丝杆、螺纹连接在预压下压丝杆上的预压下压螺母座以及能够使预压下压丝杆转动的预压下压驱动组件,预压下压机构固定连接于预压下压螺母座,预压下压驱动组件支撑在预压下压支撑架上并与预压下压丝杆连接。
12.进一步地,预压下压机构包括与预压下压驱动组件连接的预压下压主支架和与预压下压主支架连接的预压下压座,预压下压座具有用于吸附固定贴合有胶圈的透镜的预压下压吸附杆。
13.进一步地,预压下压机构还包括可升降地设置在预压下压主支架上的预压下压副支架,预压下压主支架上设置有预压下压缓冲气缸,预压下压缓冲气缸位于预压下压副支架上方并与预压下压副支架连接,预压下压座固定设置在预压下压副支架上。
14.进一步地,预压下压座上设置有预压下压加热组件,用以对预压下压吸附杆所固定的贴合有胶圈的透镜加热。
15.与现有技术对比,本实用新型提供的预压合装置,包括预压承载装置和预压下压装置,预压承载装置包括预压承载支撑架、预压摆动支架、预压摆动驱动件、用以放置待贴合的后盖的预压承载座和预压旋转驱动件,预压摆动支架以垂直于预压承载支撑架的预压承载立板表面的方向为轴可转动地支撑在预压承载立板上,预压承载座以垂直于预压摆动支架的预压摆动底板表面的方向为轴可转动地支撑在预压摆动底板上;预压下压装置包括预压下压支撑架、预压下压机构和预压下压驱动组件,预压下压机构可升降地设置在预压下压支撑架上并用于抓取贴合有胶圈的透镜,这样,通过预压旋转驱动件使预压承载座转动预定角度后,将待装配的装配孔与预压下压装置正对,并通过预压摆动驱动件使预压摆动支架上下摆动,从而使装配面上该待装配的装配孔的顶面大致呈水平设置,在预压下压驱动组件的驱动下,预压下压机构将贴合有胶圈的透镜向下移动并压入后盖上,以完成透镜和后盖的装配,这样,可使透镜顺利地压入装配孔中,并能够保证装配后的后盖表面的平整度。
附图说明
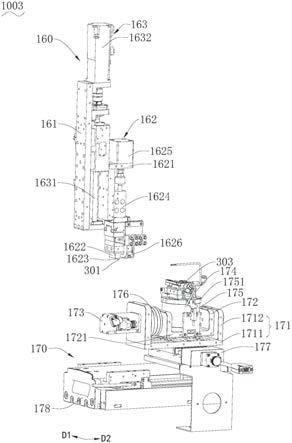
16.图1是本实用新型实施例提供的预压合装置的立体示意图;
17.图2是本实用新型实施例提供的预压承载装置的剖视示意图;
18.图3是本实用新型实施例提供的预压承载装置的立体示意图。
19.主要元件符号说明
20.1003
‑
预压合装置;160
‑
预压下压装置;161
‑
预压下压支撑架;162
‑
预压下压机构;1621
‑
预压下压主支架;1622
‑
预压下压座;1623
‑
预压下压吸附杆;1624
‑ꢀ
预压下压副支架;1625
‑
预压下压缓冲气缸;1626
‑
预压下压加热组件;163
‑
预压下压驱动组件;1631
‑
预压下压丝杆;1632
‑
预压下压驱动件;170
‑
预压承载装置;171
‑
预压承载支撑架;1711
‑
预压承载
底板;1712
‑
预压承载立板;172
‑ꢀ
预压摆动支架;1721
‑
预压摆动底板;173
‑
预压摆动驱动件;174
‑
预压承载座; 175
‑
预压旋转驱动件;1751
‑
预压旋转驱动部;176
‑
减速器;177
‑
第一预压承载驱动模组;178
‑
第二预压承载驱动模组;179
‑
预压承载加热组件;1710
‑
预压承载保持组件;17101
‑
预压定位块;17102
‑
预压承载保持导轨;17103
‑
预压承载保持横杆;301
‑
透镜;303
‑
后盖;3031
‑
装配面;3032
‑
装配孔。
具体实施方式
21.为了使本实用新型所要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,所描述的实施例是本实用新型的一部分实施例,而不是全部的实施例。基于所描述的本实用新型的实施例,本领域普通技术人员在无需创造性劳动的前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
22.为了使本领域的技术人员更好地理解本实用新型的技术方案,下面结合具体附图对本实用新型的实现进行详细的描述。
23.为叙述方便,下文中所称的“前”“后”“左”“右”“上”“下”与附图本身的前、后、左、右、上、下方向一致,但并不对本实用新型的结构起限定作用。
24.除非另作定义,此处使用的技术术语或者科学术语应当为本实用新型所属领域内具有一般技能的人士所理解的通常意义。本实用新型专利申请说明书以及权利要求书中使用的“第一”、“第二”以及类似的词语并不表示任何顺序、数量或者重要性,而只是用来区分不同的组成部分。同样,“一个”或者“一”等类似词语也不表示数量限制,而是表示存在至少一个。
25.如图1至图3所示,本实施例提供的预压合装置1003,包括预压承载装置 170和设于预压承载装置170上方的预压下压装置160;预压承载装置170包括:预压承载支撑架171,其包括预压承载底板1711和与预压承载底板1711连接的预压承载立板1712;预压摆动支架172,以垂直于预压承载立板1712的表面的方向为轴可转动地支撑在预压承载立板1712上,预压摆动支架172包括预压摆动底板1721;预压摆动驱动件173,能够驱动预压摆动支架172相对预压承载立板1712转动;预压承载座174,用以放置待贴合的后盖303,预压承载座 174以垂直于预压摆动底板1721的表面的方向为轴可转动地支撑在预压摆动底板1721上;和,预压旋转驱动件175,能够驱动预压承载座174相对预压摆动底板1721转动;后盖303具有位于其顶面的弧形的装配面3031,该装配面3031 上开设有若干个装配孔3032;预压下压装置160包括预压下压支撑架161、可升降地设置在预压下压支撑架161上并用于抓取贴合有胶圈的透镜301的预压下压机构162,以及能够驱动预压下压机构162相对预压下压支撑架161升降运动并在向预压承载装置170移动时将贴合有胶圈的透镜301压入后盖303的装配孔3032中的预压下压驱动组件163。
26.上述的预压合装置1003,包括预压承载装置170和预压下压装置160,预压承载装置170包括预压承载支撑架171、预压摆动支架172、预压摆动驱动件 173、用以放置待贴合的后盖303的预压承载座174和预压旋转驱动件175,预压摆动支架172以垂直于预压承载支撑架171的预压承载立板1712表面的方向为轴可转动地支撑在预压承载立板1712上,预压承载座174以垂直于预压摆动支架172的预压摆动底板1721表面的方向为轴可转动地支撑
在预压摆动底板 1721上;预压下压装置160包括预压下压支撑架161、预压下压机构162和预压下压驱动组件163,预压下压机构162可升降地设置在预压下压支撑架161 上并用于抓取贴合有胶圈的透镜301,这样,通过预压旋转驱动件175使预压承载座174转动预定角度后,将待装配的装配孔3032与预压下压装置160正对,并通过预压摆动驱动件173使预压摆动支架172上下摆动,从而使装配面3031 上该待装配的装配孔3032的顶面大致呈水平设置,在预压下压驱动组件163 的驱动下,预压下压机构162将贴合有胶圈的透镜301向下移动并压入后盖303 上,以完成透镜301和后盖303的装配,这样,可使透镜顺利地压入装配孔3032 中,并能够保证装配后的后盖303表面的平整度,从而实现透镜301与后盖303 的组装,自动化程度较高。
27.参见图1和图2,预压合装置1003包括预压承载装置170和预压下压装置 160。在本实施例中,预压下压装置160设于预压承载装置170上方,并能够相对预压承载装置170升降(图示的上下方向)运动,预压下压装置160用以固定透镜301,该透镜301的外周贴合有胶圈,预压承载装置170用以放置后盖 303,后盖303具有位于其顶面(在制作成手表后,该装配面3031位于表盘的底面并在佩戴时与手腕表皮接触或正对)的弧形的装配面3031,该装配面3031 大致呈中间隆起的形状,装配面3031上开设有若干个装配孔3032,且装配孔 3032偏离中心设置,可以理解的是,随着预压下压装置160向下(图示的下方) 移动,以将贴合有胶圈的透镜301压入后盖303上对应的装配孔3032中。
28.参见图1和图2,预压承载装置170包括预压承载支撑架171、预压摆动支架172、预压摆动驱动件173、预压承载座174和预压旋转驱动件175;预压承载支撑架171包括预压承载底板1711和与预压承载底板1711连接的预压承载立板1712;预压摆动支架172以垂直于预压承载立板1712的表面的方向为轴可转动地支撑在预压承载立板1712上,预压摆动支架172包括预压摆动底板 1721;预压摆动驱动件173能够驱动预压摆动支架172相对预压承载立板1712 转动;预压承载座174用以放置待贴合的后盖303,预压承载座174以垂直于预压摆动底板1721的表面的方向为轴可转动地支撑在预压摆动底板1721上;预压旋转驱动件175能够驱动预压承载座174相对预压摆动底板1721转动。
29.在本实施例中,预压承载支撑架171包括预压承载底板1711和与预压承载底板1711连接的预压承载立板1712,预压承载立板1712的数量为但不局限于两个,两个预压承载立板1712彼此平行并分别连接在预压承载底板1711的左右两侧(图示的左右),且预压承载立板1712与预压承载底板1711大致垂直设置;预压摆动支架172整体设置在预压承载支撑架171内,并以垂直于预压承载立板1712的侧壁表面的方向为轴可转动地支撑在预压承载立板1712上,预压摆动支架172包括预压摆动底板1721;预压摆动驱动件173为但不局限于电机,其固定安装在预压承载支撑架171的预压承载立板1712并与预压摆动支架172相连,预压摆动支架172在预压摆动驱动件173的驱动下能够相对预压承载立板1712转动,以实现上下(图示的上下方向)摆动;预压承载座174 用以放置待贴合的后盖303并对后盖303进行保持,预压承载座174以垂直于预压摆动底板1721的表面的方向为轴可转动地支撑在预压摆动底板1721上;预压旋转驱动件175为但不局限于电机,预压承载座174在预压旋转驱动件175 的驱动下能够相对预压摆动底板1721转动;需要说明的是,由于后盖303的装配面3031为中部凸起的曲面,在装配孔3032的数量为多个时,通过预压旋转驱动件175使预压承载座174转动预定角度后,将待装配的装配孔3032与预压下压装置160正对,并通过预压
摆动驱动件173使预压摆动支架172上下摆动,从而使装配面3031上该待装配的装配孔3032的顶面大致呈水平(即该装配孔 3032的中心轴与预压承载底板1711的表面垂直)设置,以便于贴合有胶圈的透镜301能够顺利地压入装配孔3032中,且透镜301压入后其边缘不会突兀于装配面3031之外,以保证装配后的后盖303表面的平整度。
30.参见图1和图2,预压下压装置160包括预压下压支撑架161、预压下压机构162和预压下压驱动组件163。在本实施例中,预压下压支撑架161固定安装在预压承载装置170上方(图示的上方),预压下压机构162和预压下压驱动组件163均支撑在预压下压支撑架161上,预压下压机构162可升降地设置在预压下压支撑架161上并用于抓取贴合有胶圈的透镜透镜301,预压下压驱动组件163与预压下压机构162相连并能够驱动预压下压机构162相对预压下压支撑架161升降(图示的上下方向)运动,且在向预压承载装置170移动时将贴合有胶圈的透镜透镜301压入后盖303的装配孔3032中的。这样,采用预压下压机构162固定贴合有胶圈的透镜301,在预压下压驱动组件163的驱动下,预压下压机构162将贴合有胶圈的透镜301向下移动并压入后盖303上,以完成透镜301和后盖303的装配。
31.参见图1和图2,预压旋转驱动件175固定在预压摆动底板1721上,预压旋转驱动件175具有预压旋转驱动部1751,预压旋转驱动部1751与预压承载座174连接固定。在本实施例中,预压旋转驱动件175通过螺钉、焊接等一切现有的固定方式固定在预压摆动底板1721上,预压承载座174通过螺钉、焊接等一切现有的固定方式固定在预压旋转驱动部1751上,在预压旋转驱动部1751 的驱动下,使预压承载座174以垂直于预压摆动底板1721的方向为轴相对预压摆动支架172旋转。
32.参见图1和图2,预压摆动驱动件173固定在预压承载立板1712上,预压旋转驱动件175的输出轴通过减速器176与预压摆动支架172连接固定。在本实施例中,预压摆动驱动件173通过螺钉、焊接等一切现有的固定方式固定在其中一个预压承载立板1712上,并通过减速器176与预压摆动支架172连接固定。
33.参见图1和图2,预压承载底板1711的底面具有相互垂直的第一方向(图示的d1方向)和第二方向(图示的d2方向);预压承载装置170还包括能够驱动预压承载支撑架171在平行于第一方向d1的方向上移动的第一预压承载驱动模组177和能够驱动预压承载支撑架171在平行于第二方向d2的方向上移动的第二预压承载驱动模组178。在本实施例中,第一预压承载驱动模组177支撑在第二预压承载驱动模组178上,并在第二预压承载驱动模组178的驱动下在平行于第二方向d2的方向上移动,预压承载支撑架171支撑在第一预压承载驱动模组177上,并在第一预压承载驱动模组177的驱动下在平行于第一方向d1的方向上移动,第一预压承载驱动模组177为现有技术中能够实现预压承载支撑架171平移驱动的一切现有的直线模组,第二预压承载驱动模组178为现有技术中能够实现第一预压承载驱动模组177平移驱动的一切现有的直线模组。
34.参见图1和图2,在本实施例中,预压承载座174上设置有预压承载加热组件179,用以对放置在预压承载座174上的后盖303加热,该预压承载加热组件179包括但不局限于电热线、电热板、电热带、电热缆、电热盘、电热偶、电热棒、云母发热片、陶瓷发热片中的一个或多个。需要说明的是,胶圈为可塑性的热熔材质,在常温下不具粘性,须要加热一定温度和时间之后才会有粘性,这样,通过加热组件对后盖303进行加热,以保证在与透镜301贴合作业时胶圈的粘性。
35.从图3可以看出,预压承载座174上设置有预压承载保持组件1710,用以对放置在预压承载座174上的后盖303定位和保持。在本实施例中,预压承载座174上设置有预压定位结构,该预压定位结构包括凸设于预压承载座174顶面且位于盖顶面上相邻的两个角的两个预压定位块17101,两个预压定位块 17101间隔设置,预压定位块17101具有与后盖303的外壁相抵的预压定位壁,预压定位壁从预压承载座174的一侧向与该侧相对的另一侧并向外倾斜延伸,且两个预压定位壁呈中心对称设置。预压承载保持组件1710包括安装在预压旋转驱动件175的预压旋转驱动部1751上的预压承载保持导轨17102、滑动设置在预压承载保持导轨17102的预压承载保持横杆17103和使该预压承载保持横杆17103移动的预压承载保持动力件(图未示),预压承载保持横杆17103能够与后盖303的外壁相抵,并在预压承载保持动力件的驱动下,推顶后盖在预压承载座174上移动,以将后盖303推入两个预压定位块17101内,从而实现后盖的定位居中和对后盖303保持。
36.请返回参见图1和图2,在本实施例中,预压下压驱动组件163包括可转动地设置在预压下压支撑架161上的预压下压丝杆1631、螺纹连接在预压下压丝杆1631上的预压下压螺母座(图未示)以及能够使预压下压丝杆1631转动的预压下压驱动组件1632,预压下压驱动组件1632通过螺钉、焊接等一切现有的固定方式安装在预压下压支撑架161的顶部,预压下压机构162固定连接于预压下压螺母座,预压下压驱动组件1632为但不局限于电机并与预压下压丝杆1631 连接。这样,在预压下压驱动组件1632的驱动下使预压下压丝杆1631转动,从而带动预压下压螺母座和预压下压机构162上下(图示的上下)移动。
37.参见图1和图2,在本实施例中,预压下压机构162包括与预压下压驱动组件163的预压下压螺母座连接的预压下压主支架1621和与预压下压主支架 1621连接的预压下压座1622,预压下压座1622具有用于吸附固定贴合有胶圈的透镜的预压下压吸附杆1623,预压下压吸附杆1623与负压装置(图未示) 相连,通过抽出气体形成负压的方式将透镜301固定。
38.参见图1和图2,在本实施例中,预压下压机构162还包括可升降地设置在预压下压主支架1621上的预压下压副支架1624,预压下压副支架1624通过滚珠导轨滑动连接预压下压主支架1621,预压下压主支架1621上设置有预压下压缓冲气缸1625,预压下压缓冲气缸1625位于预压下压副支架1624上方(图示的上方)并与预压下压副支架1624连接,预压下压座1622固定设置在预压下压副支架1624上。这样,在预压下压机构162将透镜301压入后盖303过程中,通过预压下压缓冲气缸1625可对透镜301进行缓冲。
39.参见图1和图2,在本实施例中,预压下压座1622上设置有预压下压加热组件1626,用以对预压下压吸附杆1623所固定的贴合有胶圈的透镜301加热,该预压下压加热组件1626包括但不局限于电热线、电热板、电热带、电热缆、电热盘、电热偶、电热棒、云母发热片、陶瓷发热片中的一个或多个。这样,通过预压下压加热组件1626对贴合有胶圈的透镜301进行加热,以保证在与后盖303贴合作业时胶圈的粘性。
40.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换或改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1