一种用于内外径主动测量装置的主动测量控制仪的制作方法
1.本实用新型属于在线自动测量控制技术领域,具体涉及一种用于内外径主动测量装置的主动测量控制仪。
背景技术:
2.随着市场对各种精密零件精度要求越来越高,加工手段在不停的更新换代,检测手段也在不断地提升;为了降低成本提高效率,主动测量仪也随之到了广泛的应用。
3.型号为“中原量仪
‑
m1070”的内外径主动测量装置是对加工中(或加工后)的零件进行测量,测量时通过内部线圈和磁芯对外部测头的位移通过杠杆传递到磁芯的位移得到测量数据的装置,而该种测量仪的测量信号不易处理,且在加工中的情况下,仍需以该测量信号为基准对加工机床进行操作,通常情况下,主动测量仪的作用主要是为了采集测量数据并对加工机床做出操作的一种实现自动化操作的一种仪器,可以有效地提高效率,能够将测量装置、测量控制仪、加工机床三者形成一个“加工
‑
测量
‑
根据测量结果控制加工”的闭环操作,因此,提供一种专用于该内外径主动测量装置的主动测量控制仪有助于提高生产效率。
技术实现要素:
4.本实用新型的目的是提供一种用于内外径主动测量装置的主动测量控制仪,用于处理内外径主动测量装置的测量数据并对加工机床进行控制。
5.本实用新型解决其技术问题的技术方案为:一种主动测量控制仪,包括放大电路、微处理器、信号触发模块、信号输入接口、信号输出接口,所述内外径主动测量装置的测量信号通过信号输入接口与放大电路的输入端连接,所述放大电路的输出端与微处理器的输入端连接,所述信号触发模块用于设定粗磨、精磨、光磨、到尺寸阶段停止加工机床对工件进行加工的阈值,所述信号触发模块与微处理器连接,所述微处理器的输出端通过信号输出接口与加工机床的控制端连接。
6.为了能够同时对内外径进行监测,所述信号输入接口为两个,分别用于传输内外径主动测量装置的内径测量信号、外径测量信号。
7.还包括机箱、显示屏,所述放大电路、微处理器、信号触发模块设置在机箱内部,所述信号输入接口、信号输出接口设置在机箱背部,所述显示屏设置在机箱正面,所述显示屏的输入端与微处理器的输出端连接。
8.为了便于对测量控制过程中的数据进行管理,还包括通讯接口、pc,所述通讯接口的输入端与微处理器的输出端连接,所述通讯接口的输出端与pc的输入端连接。
9.为了提供手动操作,还包括手动控制模块,所述手动控制模块的输入端与微处理器的输出端连接。
10.所述显示屏为7寸工业用触摸屏。
11.本实用新型的有益效果为:通过在内外径主动测量装置、加工机床之间设置主动
测量控制仪,主动测量控制仪包括放大电路、微处理器、信号触发模块,在加工过程中内外径主动测量装置的测量信号经放大电路处理后进入微处理器,当被加工件的尺寸到达预先在信号触发模块内设定好的粗磨、精磨、光磨、到尺寸的阈值时,微处理器向加工机床发送信号,改变磨削速度,将内外径主动测量装置、主动测量控制仪和加工机床之间形成“加工
‑
测量
‑
根据测量结果控制加工”的闭环控制,提高了效率。
附图说明
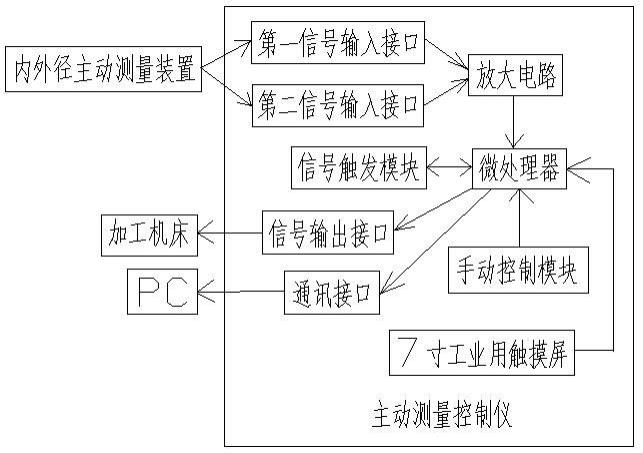
12.图1是本实用新型的电路原理框图。
具体实施方式
13.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
14.如图1所示,本实用新型包括一种用于内外径主动测量装置的主动测量控制仪,包括放大电路、微处理器、信号触发模块、信号输入接口、信号输出接口,所述内外径主动测量装置的测量信号通过信号输入接口与放大电路的输入端连接,所述放大电路的输出端与微处理器的输入端连接,所述信号触发模块用于设定粗磨、精磨、光磨、到尺寸阶段停止加工机床对工件进行加工的阈值,所述信号触发模块与微处理器连接,所述微处理器的输出端通过信号输出接口与加工机床的控制端连接。
15.为了能够同时对内外径进行监测,所述信号输入接口为两个,分别用于传输内外径主动测量装置的内径测量信号、外径测量信号。
16.还包括机箱、显示屏,所述放大电路、微处理器、信号触发模块设置在机箱内部,所述信号输入接口、信号输出接口设置在机箱背部,所述显示屏设置在机箱正面,所述显示屏的输入端与微处理器的输出端连接。
17.为了便于对测量控制过程中的数据进行管理,还包括通讯接口、pc,所述通讯接口的输入端与微处理器的输出端连接,所述通讯接口的输出端与pc的输入端连接。
18.为了提供手动操作,还包括手动控制模块,所述手动控制模块的输入端与微处理器的输出端连接。
19.所述显示屏为7寸工业用触摸屏。
20.本实用新型在具体使用中,对内径或外径测量时,先将信号输入接口与主动测量装置内径或外径的测量信号输出端连接,进行零位校准,首先将标准件放置于内外径主动测量装置上,使内外径主动测量装置的测头显示原始数据(例如显示
‑
390μm),随后使内外径主动测量装置进入到测量工位,调整内外径测量装置的下触头,使其接触到标准件,并继续调整,直到控制仪指示值为原始数据的一半为止(例如:显示值为
‑
200μm),然后锁紧触头,这时再调整上触头使仪器的指示值为零,然后锁紧上触头,完成零位校准,这样做的原理是由于内外径主动测量装置内部结构是两组差动变压器的结构,上触头通过杠杆机构连接一组磁芯和线圈,下触头也通过杠杆机构连接另一组磁芯和线圈,其中每一组线圈和磁芯都有_一个中间零位点,磁芯悬空工作在线圈的内部并且可以自由上下位移,磁芯只有工作在零位点对称的两边,才能保证位移量与输出的交流信号线性精度最高,输出信号最大。
21.之后在加工过程中,内外径主动测量装置实时测量被加工件的规格并将信号发送至微处理器,信号触发模块通过提前设定好的阈值(粗磨、精磨、光磨、到尺寸的数据),当到达被加工件到达粗磨阶段的阈值,微处理器向加工机床发送信号,改变磨削速度,进入精磨阶段,当到达精磨阶段的阈值,微处理器向加工机床发送信号,改变磨削速度,进入光磨阶段,随后继续加工,当到达到尺寸的阈值时,停止加工。
22.当需要手动控制时,人员通过显示屏上显示的尺寸,通过手动控制模块向微处理器发送指令,手动控制粗磨、精磨、光磨、到尺寸阶段对加工机床的切换。
23.在整个过程中,微处理器所处理过得数据信息经通讯接口发送至pc,形成表单,便于查阅、管理加工过程。
24.本实用新型通过在内外径主动测量装置、加工机床之间设置主动测量控制仪,主动测量控制仪包括放大电路、微处理器、信号触发模块,在加工过程中内外径主动测量装置的测量信号经放大电路处理后进入微处理器,当被加工件的尺寸到达预先在信号触发模块内设定好的粗磨、精磨、光磨、到尺寸的阈值时,微处理器向加工机床发送信号,改变磨削速度,将内外径主动测量装置、主动测量控制仪和加工机床之间形成“加工
‑
测量
‑
根据测量结果控制加工”的闭环控制,提高了效率。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1