一种用于机床加工工时预测的方法及设备与流程
1.本申请涉及机床控制系统领域,具体涉及一种用于机床加工工时预测的方法及设备。
背景技术:
2.数控机床在加工过程中,通常包含有多个加工程序,若是能够合理的安排各加工程序的工时,则能够提高机床的工作效率。
3.现有技术中,通常通过人工预测方式对机床加工产品的工时进行预测。人工预测依赖于人为经验,其预测结果往往与实际工时相差较大。另外,有部分厂家采用软件预测工时,此种方法是通过机床内置的设备监控机床的生产信息,从而通过该设备内置的软件对机床的生产工时进行预测。由于该软件主要用于对机床加工状态进行监控,因此虽然能够利用该软件对工时进行预测,但往往预测结果误差也较大。
技术实现要素:
4.为了解决上述问题,本申请提出了一种用于机床加工工时预测的方法及设备,用以解决机床工时预测效果不佳的问题。
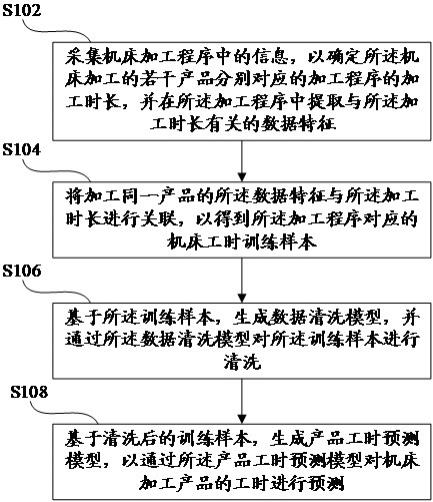
5.一方面,本申请提出了一种用于机床加工工时预测的方法,包括:采集机床加工程序中的信息,以确定所述机床加工的若干产品分别对应的加工程序的加工时长,并在所述加工程序中提取与所述加工时长有关的数据特征;将加工同一产品的所述数据特征与所述加工时长进行关联,以得到所述加工程序对应的机床工时训练样本;基于所述训练样本,生成数据清洗模型,并通过所述数据清洗模型对所述训练样本进行清洗;基于清洗后的训练样本,生成产品工时预测模型,以通过所述产品工时预测模型对机床加工产品的工时进行预测。
6.在一个示例中,所述基于所述训练样本,生成数据清洗模型,并通过所述数据清洗模型对所述训练样本进行清洗,具体包括:将所述训练样本分成若干组,根据所述若干组中的第一组训练样本训练所述数据清洗模型;通过训练后的数据清洗模型,对所述若干组中的第二组训练样本分别对应的生产工时进行预测,将预测结果与相应训练样本中的所述加工时长做比较,得到比较结果;在所述第二组训练样本中,将所述比较结果不符合预设要求的训练样本移除,以更新所述第二组训练样本,从而实现对所述训练样本的清洗。
7.在一个示例中,在所述将所述比较结果不符合预设要求的训练样本移除之后,所述方法还包括:根据更新后的第二组训练样本,训练所述数据清洗模型,通过该次训练后的数据清洗模型,对所述第一组训练样本分别对应的生产工时进行预测,得到所述该次训练对应的该次预测结果;将所述该次预测结果与相应训练样本中的所述加工时长做比较,得到所述该次训练对应的该次比较结果;在所述第一组训练样本中,将所述该次比较结果不符合预设要求的训练样本移出,以更新所述第一组训练样本。
8.通过重复训练数据清洗模型,使得数据清洗过程更加准确,相比于现有的其他数
据清洗方式,能够有效剔除异常数据,保证了后续的产品工时预测模型训练时的准确性。
9.在一个示例中,所述在所述加工程序中提取与所述加工时长有关的数据特征,具体包括:根据所述加工程序中的信息,确定产品加工过程中加工刀具的转向点数量、产品的尺寸以及机床各轴分别对应的移动距离和加工倍率;根据所述机床各轴分别对应的所述移动距离、所述加工倍率,确定所述机床各轴分别对应的运行时长特征值,并根据所述转向点数量确定所述加工刀具的转向时长特征值,并根据所述产品的尺寸确定产品的尺寸特征值;基于所述机床各轴分别对应的运行时长特征值,并根据所述加工刀具的转向时长特征值,所述产品的尺寸特征值中的一个或多个,确定与所述加工时长有关的数据特征。
10.在一个示例中,所述根据所述机床各轴分别对应的所述移动距离、所述加工倍率,确定所述机床各轴分别对应的运行时长特征值,具体包括:根据样本数据库,对机器学习算法进行训练,得到加工时长系数模型,所述样本数据库中的各样本与加工时长相关;将机床各轴分别对应的移动距离d、加工倍率s,输入所述加工时长系数模型,得到对应的加工时长系数a;根据,确定所述各轴对应的运行时长特征值。
11.由于机床在运行过程中存在启动、停止、转向等过程,其在各轴上运动时并非一直按照匀速前进的,如果只将移动距离与加工倍率相除,最终得到的运行时长特征值可能并不准确。而通过机器学习得到加工时长系数模型,并通过得到运行时长特征值,能够有效提高最终得到的加工时长特征值的准确性,更贴合机床的实际生产。
12.在一个示例中,所述提取与所述加工时长有关的数据特征,具体包括:针对所述机床的每个轴,将该轴方向对应的加工时长中两端的部分加工时长移除,以减少抬刀现象对所述产品工时预测模型训练的影响。
13.将特别长或特别短的部分数据移除后,使得剩余的加工时长更具备代表性,减少了抬刀现象对产品工时预测模型训练过程中产生的影响,保证了产品工时预测模型的准确性。
14.在一个示例中,所述采集机床加工程序中的信息,以确定所述机床加工的若干产品分别对应的加工程序的加工时长,具体包括:通过机床上的采集端口,采集产品加工过程中的数控程序中的数据,形成若干采集点数据,通过分析相邻的采集点数据是否属于同一加工程序,进而确定相应加工程序的启停时间,根据所述启停时间得到该加工程序的加工时长。
15.在一个示例中,所述在所述加工程序中提取与所述加工时长有关的数据特征,具体包括:在所述加工程序中,通过所述数控程序中上一行程序指示出的加工倍率,得到下一行程序对应的加工倍率,以将加工倍率拆分到所述数控程序中的每一行;根据每一行程序中对应的加工倍率,确定各采集点对应的加工倍率;将各采集点坐标以及相应加工倍率,以表格方式对应存储,以便于通过所述表格获取所述与所述加工时间有关的数据特征。
16.解决了在代码编辑过程中导致的加工倍率不存在于每一行的问题,能够使得每行代码中都存在有相应的加工倍率,以便于机床对应的数控程序在表格中获取所述数据特征。
17.在一个示例中,所述根据样本数据库,对机器学习算法进行训练,得到加工时长系数模型,具体包括:针对样本训练库中的每个训练样本,根据该训练样本中所包含的多个移
动距离d和对应的加工倍率s,通过得到多个自变量;该训练样本中的加工时长为因变量;其中,所述移动距离d由以下方式得到:在数控程序文件中,针对各个轴,通过后一行中的坐标数据,与前一行中的坐标数据之间的变化值,确定该轴对应的移动距离;根据所述自变量的数量生成待定线性回归方程,所述待定线性回归方程中包括相应数量待定系数的系数组;选取所述数量的训练样本,将对应的所述多个自变量和所述因变量输入至所述待定线性回归方程内,求解得到所述待定线性回归方程对应的所述系数组;根据所述系数组得到加工时长系数模型。
18.另一方面,本申请还提出了一种用于机床加工工时预测的设备,包括:至少一个处理器;以及,与所述至少一个处理器通信连接的存储器;其中,所述存储器存储有能被所述至少一个处理器执行的指令,所述指令被所述至少一个处理器执行,以使所述至少一个处理器能够执行如上所述的任意一种用于机床加工工时预测的方法。
19.通过采集加工时长以及数据特征,训练得到的工时预测模型进行工时预测,相对于人工预测,不仅成本较低、效率高,而且准确度也更高,更加贴合实际生产过程;相对于软件预测,自动化程度更高,无需人工通过内置设备中的软件进行预测,并且以实际生产数据为准的工时预测更具有代表性。并且在模型训练过程中,通过训练数据清洗模型,能够提高数据清洗的效果,使得剩余的训练样本更具有代表性,提高了工时预测模型的准确度。
20.基于此,将工时预测由人工预测或者软件预测提升到自动化预测模式,并且能够根据生产实际情况进行柔性变化,改变了依赖人员或依赖多个软件的高成本方案,对于制造业车间管理提供了强大的数据支持。
附图说明
21.此处所说明的附图用来提供对本申请的进一步理解,构成本申请的一部分,本申请的示意性实施例及其说明用于解释本申请,并不构成对本申请的不当限定。在附图中:图1为本申请一个或多个实施例中一种用于机床加工工时预测的方法的流程示意图;图2为本申请一个或多个实施例中五轴机床的示意图;图3为本申请一个或多个实施例中用于机床加工工时预测的设备的示意图。
具体实施方式
22.为使本申请的目的、技术方案和优点更加清楚,下面将结合本申请具体实施例及相应的附图对本申请技术方案进行清楚、完整地描述。显然,所描述的实施例仅是本申请一部分实施例,而不是全部的实施例。基于本申请中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本申请保护的范围。
23.以下结合附图,详细说明本申请各实施例提供的技术方案。
24.如图1所示,本申请一个或多个实施例提供一种用于机床加工工时预测的方法,包括:s102:采集机床加工程序中的信息,以确定所述机床加工的若干产品分别对应的加工程序的加工时长,并在所述加工程序中提取与所述加工时长有关的数据特征。
25.在本申请实施例中所描述的机床为数控机床,数控机床是数字控制机床(computer numerical control machine tools)的简称,是一种装有程序控制系统的自动化机床,能够在相应的数控程序的控制下完成产品的自动化加工,而不同的产品往往对应着不同的数控程序。
26.机床在实际工作时,针对产品的加工过程,通常预先设置有多个加工程序,按照预设的时间顺序依次通过多个加工程序即可完成该产品的加工。对于不同的产品,通常设置有不同的加工程序,而对于同一种产品,由于工艺、材质、所处环境等因素,加工程序可能也会存在不同之处。并且由于机床以及产品工艺的迭代,太久之前的加工程序已不适合现阶段的产品加工。故而,在采集加工时长以及提取数据特征时,可以只采集近期(比如一年内),不同产品、不同设备、不同加工程序中的加工以及数据特征。
27.s104:将加工同一产品的所述数据特征与所述加工时长进行关联,以得到所述加工程序对应的机床工时训练样本。
28.在进行关联时,通常以单个加工程序为一个基础单位,将同一产品的加工过程中的单个加工程序对应的数据特征和加工时长进行关联,得到针对该加工程序的机床工时训练样本(以下简称训练样本)。
29.当然,若是每个加工程序中包含有多个步骤,也可以将每个步骤所对应的数据特征与加工时长进行关联,作为一个训练样本,由此可以使得训练样本的划分更加精确,最终训练生成的产品工时预测模型更加精确,当然,此时的数据采集量和模型训练量也更多,可以根据实际需求来确定训练样本。
30.s106:基于所述训练样本,生成数据清洗模型,并通过所述数据清洗模型对所述训练样本进行清洗。
31.为了保证最终训练生成的产品工时预测模型更加精确,需要在模型训练之前对采集到的训练样本进行数据清洗。现有技术中,数据清洗过程通常采用去重、人工清洗、异常值处理(比如通过计算平均值、方差等),但是这些数据清洗方式最终的清洗效果往往较差。基于此,通过训练样本生成数据清洗模型,并通过数据清洗模型对训练样本进行清洗,能够提高数据清洗的效果。
32.s108:基于清洗后的训练样本,生成产品工时预测模型,以通过所述产品工时预测模型对机床加工产品的工时进行预测。
33.通常情况下,由于不同产品之间的差异较大,因此,往往不同产品之间所使用的产品工时预测模型也不同。
34.进一步地,针对一些产品工艺较为复杂,或者不同部件差异较大的产品,即使是同一个产品,也可以采用多个产品工时预测模型进行工时预测。比如,针对轮胎模具行业,不同车辆的轮胎模具要求不一样,而同一个轮胎模具在工作时,针对轮胎的胎侧、胎面、花纹等,工艺差距也较大。此时,可以针对同一个轮胎模具产品,针对胎侧、胎面、花纹分别训练相应的产品工时预测模型。
35.在一个实施例中,在进行数据清洗时,将训练样本分成若干组,随机或按规律的从若干组中选出第一组训练样本,通过第一组训练样本训练生成数据清洗模型。然后通过该数据清洗模型,将选出的第二组训练样本中的数据特征输入,将输出的预测结果与第二组训练样本中的加工时长进行比较。如果比较结果不符合预设要求(比如,比较结果相差较
大,两者之间不足95%),则该训练样本很可能是在异常数据,将其移除,对第二组训练样本进行更新,实现数据清洗。当然,第一组训练样本和第二组训练样本中可以包含若干组中的一组或多组。
36.其中,在分组时,可以将全部的训练样本分成两组或更多组,在分组的过程中,可以采用随机分配的方式,或者采用一定规律的方式,比如将同一个加工程序在不同时间所对应的不同训练样本尽可能平均的分配到不同组中,以使不同组中的训练样本尽可能的接近,减少由于各组训练样本的不同,而造成不同组训练得到的数据清洗模型之间差异较大的现象,进而增加数据清洗的效率。
37.进一步地,在对第二组训练样本进行数据清洗更新之后,可以通过第二组训练样本再训练得到新的数据清洗模型,由于第二组训练样本已经进行过一次数据清洗过程,因此该新的数据清洗模型预测结果更加准确。此时再通过该新的数据清洗模型对第一组训练样本进行预测,将第一组训练样本中的异常数据进行移除,以完成对第一组训练样本的数据清洗。
38.更进一步地,由于在第一次数据清洗过程中,采用的是没有经过数据清洗的第一组训练样本训练生成数据清洗模型,其预测结果可能不够准确,对于第二组训练样本的数据清洗可能不够彻底。因此,在第二次数据清洗过程之后,可以重复该数据清洗过程,直至所有组的训练样本都达到预设要求(比如,当数据清洗模型为线性回归模型时,可以将决定系数(the coefficient of determination r^2)高于预设阈值作为预设要求)。
39.另外,由于经过每次训练之后,数据清洗模型的预测效果是逐步递增的,如果每次数据清洗过程的预设要求都是统一的,则可能会出现在前几次数据清洗过程中,将正常数据作为异常数据移除的情况发生,对于训练样本量较小的情况,不利于后续产品工时预测模型的训练。基于此,在多次的数据清洗过程中,逐渐增加预设要求的难度(比如,第一次预设要求为比较结果达到93%,第二次预设要求为比较结果达到94%,并以此类推),以此减少正常数据被作为异常数据移除的情况发生。
40.通过重复多次训练数据清洗模型,并进行数据清洗,能够更准确的将异常数据移除,保障了训练样本的可靠性,提升了最终得到的产品工时预测模型的准确性。
41.在一个或多个实施例中,加工时长表示机床在数控程序的控制下,加工产品过程中实际花费的时长。在实际工作过程中,即使是同一个加工程序,可能也会由于机床当前的工作状态、周围环境等因素的影响,产生细微的不同。因此,在采集加工时长时,可以采集不同工作状态、不同周围环境下的加工时长。
42.数据特征主要包括加工程序所包含的各项参数中,能够对机床加工时长产生影响的参数所对应的数据特征。在此,以刀具的转向点数量、所要加工的产品尺寸以及机床在多个轴上分别对应的移动距离和加工倍率等参数为例进行解释说明,其他的参数比如机床的使用年限(通常年限越久,机床工作时的效率越慢,加工时长也随之越长)、周围环境(比如,在高温环境中,容易导致机床的工作效率降低)等也会对工作时长产生影响的参数,在此可以采用类似的方式进行处理,故而不再赘述。
43.具体地,转向点指的是,机床在产品加工过程中,由伺服电机控制刀具改变方向时所处的点。在此可以将改变方向超过预设角度(比如,90
°
或180
°
)的点作为转向点,当机床在转向点进行转向时,通常会先减速或者暂停,在完成转向后再继续运行。因此,机床在转
向点通常会额外消耗一定时长,在此可以将每个转向点所消耗的转向时长特征值粗略估计为1秒,也可以根据转向的角度进行进一步精准的确定转向时长特征值。
44.产品的尺寸也会对加工时长产生影响,针对同一种产品或不同的产品,尺寸越大其所花费的时长通常也越长,因此,根据产品尺寸来提取出尺寸特征值。
45.机床在划分类型时,可以根据其所能够操控的轴来划分。比如,三轴机床、五轴机床、七轴机床等,比如,如图2所示的五轴机床,其除了基本的x轴、y轴以及z轴外,还存在有旋转轴b轴和c轴。基于此,采集机床在各轴上的移动距离和加工倍率。当机床在运行过程中按照弧线等方式运行时,也可以统计其在这段过程中各轴所运行的总长度作为移动距离。而通过调整加工倍率,可以改变轴的转速或进给速度。将移动距离与加工倍率相除,即可得到机床在该轴上所消耗的运行时长特征值。
46.进一步地,由于机床在运行过程中存在启动、停止、转向等过程,其在各轴上运动时并非一直按照匀速前进的,如果只将移动距离与加工倍率相除,最终得到的运行时长特征值可能并不准确。基于此,可以根据样本数据库,对机器学习算法进行训练,得到相应的加工时长系数模型,在将移动距离d与加工倍率s相除后,再乘上通过加工时长系数模型得到的系数a,最终通过得到更加准确的运行时长特征值。
47.在训练系数确定模型时,可以采用有监督的训练方式,将相应的影响因子作为输入,将系数作为输出,训练得到系数确定模型。该模型可以是卷积神经网络cnn、深度神经网络dnn、线性回归模型等。其中,将机床在加工过程中加工倍率对应的运行速度称作正常运行速度,而影响因子表示,对机床以正常运行速度运行的影响因素。影响因子可以包括转向点数量、各轴的启停加速度、加工产品材质的硬度等。当训练完加工时长系数模型后,通过输入至少部分的影响因子,来得到当前加工程序对应的系数。或者,通过加工时长系数模型获取一个通用系数后,将该通用系数用于该产品下多数或全部加工程序的运行时长特征值的计算。
48.另外,除了加工时长系数外,还可以采用类似地方式,训练得到其他的系数模型,比如,转向时长系数模型、尺寸系数模型等,用于在计算转向时长特征值、尺寸特征值时,基于相应的系数计算得到,以此增加相应特征值的准确性。
49.在一个或多个实施例中,在机床的加工过程中,为了保证切割产物的排出、或者是由于异常等原因,会出现抬刀动作,在进给后,沿着轨迹回退一定距离,然后再继续进给。由此可能会产生额外的不属于正常工作的部分时长,导致所提取的部分数据特征不具备代表性。基于此,在采集了加工时长后,将各轴方向上的加工时长中两端的部分加工时长移除,比如,将两端5%的数据移除,由此将特别长或特别短的部分数据移除后,使得剩余的加工时长更具备代表性,减少了抬刀现象对产品工时预测模型训练过程中产生的影响,保证了产品工时预测模型的准确性。
50.在一个或多个实施例中,机床在实际工作过程中,通常会通过内置的设备对各加工程序的起停时间进行记录,并且在机床上通常设置有相应的采集端口,通过该采集端口能够获取该起停时间,进而得到实际加工时长。
51.具体地,首先确定已生成的若干个采集点,各采集点的坐标不同,针对各采集点进行数据采集,然后与上一个采集点所采集到的数据进行比较,分析这两个采集点是否属于
同一个加工程序(比如,通过采集点之间的坐标进行分析)。如果属于,则继续执行采集,如果不属于,则将上一个采集点对应的时间作为上一个加工程序的停止时间,将该采集点所对应的时间作为下一个加工程序的开始时间,进而能够根据该停止时间以及开始时间得到各加工程序的加工时长。
52.而对于数控机床,其是通过数控程序来对工作过程进行控制,因此,在数控程序中通常具有详细的机床运行指令,此时通过该数控程序能够准确的提取出相应的数据特征。
53.具体地,对于数控程序,为了减少编写代码时的工作量,通常加工倍率并非存在于每一行。比如,在第一行代码中,标注了某个轴从坐标a到坐标b,其加工倍率是c,在第二行代码中,以相同的加工倍率c,从坐标b移动到坐标d,此时无需再重复标注加工倍率c,可以将其省略,直至更改加工倍率后再从代码中进行体现。
54.基于此,若是某行程序中未出现加工倍率,则通过上一行程序中指示出的加工倍率,来得到该行程序对应的加工倍率,以此将数控程序中的加工倍率拆分到每行。此时,即可通过每一行程序中对应的加工倍率,得到各采集点对应的加工倍率,再将携带有采集点坐标以及对应的加工倍率的加工程序对应的数据特征在额外生成的表格中生成并存储,以便于机床对应的数控程序在表格中获取所述数据特征。比如,通过spark sql组件进行拆分存储,通过toarray命令进行explode,从而获取携带有加工倍率的表格,该表格与各轴运行总距离之比为该轴的速度特征。
55.在一个或多个实施例中,在计算系数模型时,由于训练样本通常以加工程序为单位,其中各轴均会产生相应的位移,此时针对各轴得到多个自变量,从而得到一个因变量。比如,针对加工时长系数模型,单个训练样本中各轴的坐标变化,分别确定各轴对应的移动距离d和加工倍率s,此时通过得到多个自变量,然后将每个训练样本的实际加工时长作为因变量。比如,通过加工程序提取到三行程序代码:。第一行表示各轴的初始坐标以及相应加工倍率s为100,第二行表示y轴坐标的变化,第三行表示x轴和y轴坐标的再次变化。若确定x轴对应的移动距离d,根据得到;若确定y轴对应的移动距离d,根据确定第一段移动距离,在根据确定第二段的移动距离,相加得到y轴的移动距离d。此时,加工倍率s一直为100未发生变化。因此,移动距离d由以下方式得到:在数控程序文件中,针对各个轴,通过后一行中的坐标数据,与前一行中的坐标数据之间的变化值,确定该轴对应的移动距离。
56.由于机床的加工程序属于数字化严格的领域,加工过程严格根据预先设定好的加工程序进行加工,因此加工程序中的实际加工时长具有线性特点。基于此,在训练初始工时预测模型以及工时预测模型时,相比于神经网络等其他方式,更适合采用线性回归模型(比如,gradientboostingregressor)的方式进行训练,可以更加匹配机床的工时预测的场景。此时,针对根据自变量的数量,生成待定线性回归方程,在待定线性回归方程内包含有相应数量的待定系数的系数组,为n元一次方程。然后,选取对应数量的训练样本,将对应的多个自变量和因变量输入至待定线性回归方程内,得到n个n元一次方程组,即可求得唯一解(即唯一的系数组),通过该系数组来生成加工时长系数模型。
57.例如,当自变量的数量为两个时,采集到的两个训练样本,其自变量(x、y)和因变量l分别为:(x,y,l)=(1,0.5,2),(x,y,l)=(3,1,5),此时针对自变量x和y,求得其对应的系
数为1和2,即求得的系数组为(1,2),加工时长系数模型为:l=x+2y。当有新的数据输入时,比如输入(x,y)=(3,2),可以通过加工时长系数模型计算得到因变量l=3+2*2=7,即预测的加工时长为7。
58.另外,对于加工时长系数模型等系数模型、产品工时预测模型,在训练时具体参数可以为:lin_reg=gradientboostingregressor(最大迭代次数n_estimators=3000,权重缩减系数learning_rate=0.05,最大深度max_depth=4,最大特征数max_features='sqrt',叶子节点最少样本数min_samples_leaf=15,内部节点再划分所需最小样本数min_samples_split=10,损失函数loss='huber',随机状态random_state=5。
59.在本申请的一个或多个实施例中,还提供了与上述用于机床加工工时预测的方法思路一致的一种用于机床加工工时预测的设备与介质,如图3所示,设备包括:至少一个处理器;以及,与所述至少一个处理器通信连接的存储器;其中,所述存储器存储有能被所述至少一个处理器执行的指令,所述指令被所述至少一个处理器执行,以使所述至少一个处理器能够执行:采集机床加工程序中的信息,以确定所述机床加工的若干产品分别对应的加工程序的加工时长,并在所述加工程序中提取与所述加工时长有关的数据特征;将加工同一产品的所述数据特征与所述加工时长进行关联,以得到所述加工程序对应的机床工时训练样本;基于所述训练样本,生成数据清洗模型,并通过所述数据清洗模型对所述训练样本进行清洗;基于清洗后的训练样本,生成产品工时预测模型,以通过所述产品工时预测模型对机床加工产品的工时进行预测。
60.在本申请的一个或多个实施例中,还提供了一种非易失性计算机存储介质,存储有计算机可执行指令,所述计算机可执行指令设置为:采集机床加工程序中的信息,以确定所述机床加工的若干产品分别对应的加工程序的加工时长,并在所述加工程序中提取与所述加工时长有关的数据特征;将加工同一产品的所述数据特征与所述加工时长进行关联,以得到所述加工程序对应的机床工时训练样本;基于所述训练样本,生成数据清洗模型,并通过所述数据清洗模型对所述训练样本进行清洗;基于清洗后的训练样本,生成产品工时预测模型,以通过所述产品工时预测模型对机床加工产品的工时进行预测。
61.需要说明的是,该至少一个处理器能够执行前文所述的任意一种用于机床加工工时预测的方法。
62.本申请中的各个实施例均采用递进的方式描述,各个实施例之间相同相似的部分互相参见即可,每个实施例重点说明的都是与其他实施例的不同之处。尤其,对于设备和介质实施例而言,由于其基本相似于方法实施例,所以描述的比较简单,相关之处参见方法实施例的部分说明即可。
63.本申请实施例提供的设备和介质与方法是一一对应的,因此,设备和介质也具有
与其对应的方法类似的有益技术效果,由于上面已经对方法的有益技术效果进行了详细说明,因此,这里不再赘述设备和介质的有益技术效果。
64.本领域内的技术人员应明白,本申请的实施例可提供为方法、系统、或计算机程序产品。因此,本申请可采用完全硬件实施例、完全软件实施例、或结合软件和硬件方面的实施例的形式。而且,本申请可采用在一个或多个其中包含有计算机可用程序代码的计算机可用存储介质(包括但不限于磁盘存储器、cd
‑
rom、光学存储器等)上实施的计算机程序产品的形式。
65.本申请是参照根据本申请实施例的方法、设备(系统)、和计算机程序产品的流程图和/或方框图来描述的。应理解可由计算机程序指令实现流程图和/或方框图中的每一流程和/或方框、以及流程图和/或方框图中的流程和/或方框的结合。可提供这些计算机程序指令到通用计算机、专用计算机、嵌入式处理机或其他可编程数据处理设备的处理器以产生一个机器,使得通过计算机或其他可编程数据处理设备的处理器执行的指令产生用于实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能的装置。
66.这些计算机程序指令也可存储在能引导计算机或其他可编程数据处理设备以特定方式工作的计算机可读存储器中,使得存储在该计算机可读存储器中的指令产生包括指令装置的制造品,该指令装置实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能。
67.这些计算机程序指令也可装载到计算机或其他可编程数据处理设备上,使得在计算机或其他可编程设备上执行一系列操作步骤以产生计算机实现的处理,从而在计算机或其他可编程设备上执行的指令提供用于实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能的步骤。
68.在一个典型的配置中,计算设备包括一个或多个处理器 (cpu)、输入/输出接口、网络接口和内存。
69.内存可能包括计算机可读介质中的非永久性存储器,随机存取存储器 (ram) 和/或非易失性内存等形式,如只读存储器 (rom) 或闪存(flash ram)。内存是计算机可读介质的示例。
70.计算机可读介质包括永久性和非永久性、可移动和非可移动媒体可以由任何方法或技术来实现信息存储。信息可以是计算机可读指令、数据结构、程序的模块或其他数据。计算机的存储介质的例子包括,但不限于相变内存 (pram)、静态随机存取存储器 (sram)、动态随机存取存储器 (dram)、其他类型的随机存取存储器 (ram)、只读存储器 (rom)、电可擦除可编程只读存储器 (eeprom)、快闪记忆体或其他内存技术、只读光盘只读存储器 (cd
‑
rom)、数字多功能光盘 (dvd) 或其他光学存储、磁盒式磁带,磁带磁磁盘存储或其他磁性存储设备或任何其他非传输介质,可用于存储可以被计算设备访问的信息。按照本文中的界定,计算机可读介质不包括暂存电脑可读媒体 (transitory media),如调制的数据信号和载波。
71.还需要说明的是,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、商品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、商品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要
素的过程、方法、商品或者设备中还存在另外的相同要素。
72.以上所述仅为本申请的实施例而已,并不用于限制本申请。对于本领域技术人员来说,本申请可以有各种更改和变化。凡在本申请的精神和原理之内所作的任何修改、等同替换、改进等,均应包含在本申请的权利要求范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1