钢铁企业皮带流程数据采集与控制系统的制作方法
1.本发明属于钢铁行业数据集成技术,特别涉及和皮带流程相关的数据采集与控制系统及相关技术。
背景技术:
2.目前在大部分钢铁企业中,存在着皮带供料系统当前控制系统分散、皮带转运设备及卸料小车手动操作的落后现状。为了全面提升皮带供料系统效率,降低设备安全风险,实现机械化运输线的集中控制,可以通过创建或升级物料传输控制系统,打通现有独立物料传输控制系统的信息孤岛,实现皮带流程的一键操作、运行状态监控、皮带流程控制,缩减沟通和操作时间,保证上料效率。
3.由于钢铁行业工艺的复杂性以及料种的多样性,在创建或升级物料传输控制系统的过程中,需要与众多外部系统进行交互,进行数据采集以及流程或设备控制,比如l1控制系统、数字化料场系统、无人化大机系统、mes、烧结l2系统以及高炉l2系统等。这使物料传输控制系统在设计时应考虑适配多种数据采集驱动,以便跟外部系统对接。
技术实现要素:
4.为克服上述缺陷,本发明提供了一种钢铁企业物料传输皮带流程的数据采集与控制系统。
5.为达到上述目的,本发明钢铁企业物料传输皮带流程的数据采集与控制系统,该系统由接口模块、数据存储模块以及数据库组成;其中,接口模块包含数据采集单元、控制驱动单元和接口单元;
6.其中,所述的接口模块用于:从l1控制系统获取物料传输系统中的皮带流程运行数据、相关设备的基本参数和运行状态数据;和/或,向该系统下发皮带流程和设备的控制指令;和/或,从堆取料无人化系统和料场管理系统获取大机的信息和状态;和/或,从mes系统获取设备基础信息、生产计划;
7.数据存储模块对接口模块采集的数据进行分类,判断其有效性,根据相应的数据库表字段的要求对数据格式进行处理并存储;
8.数据库用于存储接口模块采集的数据。
9.进一步的,皮带流程数据采集与控制系统向物流传输控制系统的应用层模块提供数据采集与交换接口、皮带流程控制接口、设备控制接口。
10.进一步的,所述的接口为向物料传输控制系统的应用模块提供数据采集与数据交换接口、皮带流程控制接口和/或设备控制接口。
11.进一步的,所述的信息和状态包括:大机设备状态、运行状态、当前位置、物料位置和/或堆取料起止时间。该系统由接口模块、数据存储模块以及数据库组成。
12.进一步的,物料传输控制系统应用层具有流程评价模块、流程决策模块和流程执行模块,通过数据采集与交换接口和数据库获取应用需要的数据,通过评价参数和影响因
子对流程进行评价,通过算法进行流程选择、流程切换、小车换仓、群仓调度、流程扰动处置进行决策,最终流程执行模块则通过流程控制接口和设备控制接口,智能控制流程及设备,监控流程和设备的运行状态。
13.本发明通够为多种外部系统(包括l1控制系统、mes系统、数字化料场管理系统、无人化大机系统、烧结l2系统以及高炉l2系统等)提供服务;其可以作为物料传输控制系统的一个子系统;也可作为一个独立的系统。
附图说明
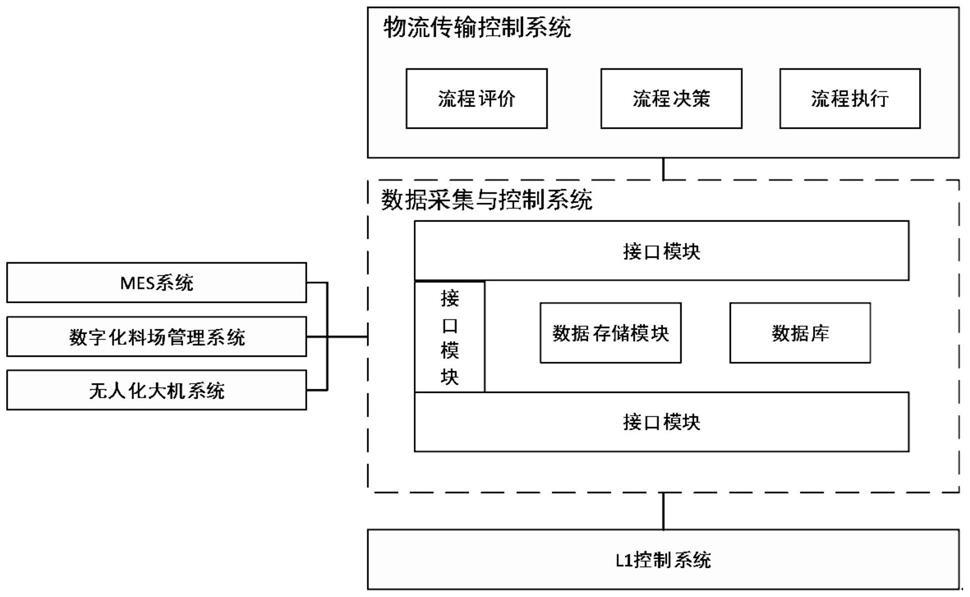
14.图1:皮带流程数据采集与控制系统架构图
具体实施方式
15.下面结合附图对本发明作进一步的说明。
16.图1为皮带流程数据采集与控制系统应用实施例。皮带流程数据采集与控制系统由接口模块、数据存储模块以及数据库组成。其外部系统一般包括l1控制系统、mes系统、数字化料场管理系统、无人化大机系统、烧结l2系统以及高炉l2系统等。皮带流程数据采集与控制系统可以作为物料传输控制系统的一个子系统;也可作为一个独立的系统,为不同的系统提供服务,此时物料传输控制系统也是它的外部系统。
17.一、接口模块包含数据采集、控制驱动和接口。
18.数据采集、控制驱动中包含了物流传输控制系统与外部系统采集和交换数据、发送控制指令等所需要的通信协议和数据库驱动。
19.1、与l1控制系统之间一般通过opc协议进行通讯。
20.2、与mes系统之间一般通过opc协议以及数据库驱动进行通讯和数据库共享。
21.3、与数字化料场管理系统一般通过数据库驱动实现两个系统的数据库共享。
22.4、与无人化大机系统一般通过tcp/ip协议,有一方需要数据交互时,组装报文并通过tcp/ip socket将数据传输到接收端所在的节点。接收方提取并解析socket中的报文,获得数据。
23.5、升级维护过程中可根据不同的外部系统的数据采集和交换需求扩充通信协议或数据库驱动。
24.皮带流程数据采集与控制系统向物流传输控制系统的应用层模块提供数据采集与交换接口、皮带流程控制接口、设备控制接口。接口基于数据采集、控制驱动来实现。
25.流程控制接口通过向l1控制系统下发控制指令实现。一般应提供的流程控制接口包括选择流程、启动流程、故障启动流程、切换流程、切换撤销、停止流程、取消流程、复位流程、排料不停机、设备不停机、取消设备不停机、急停流程、合流运行、分流运行、取消合流、取消分流等。可根据应用模块的控制需求以及l1控制系统能提供的控制指令进行接口设置。
26.设备控制接口通过向l1控制系统下发控制指令实现。一般应提供的设备控制接口包括移动小车、设备不停机、取消设备不停机等。设备控制接口还通过向无人化大机系统下发控制指令实现大机的堆、取料功能。
27.数据采集与交换接口根据数据类型的不同,从不同的外部系统获得。
28.1、从l1控制系统采集数据的接口包含获取设备通用运行状态(运行、故障、供料、占用、停止、不停机)、获取料仓料种信息、获取皮带秤读数、获取小车位置和运行状态、获取料位计读数和料仓下料速度、获取堆取料大机实时位置、获取皮带排料时间等。
29.2、从数字化料场管理系统采集数据的接口包含获取料场库位信息、获取作业计划表、获取作业详细信息、获取作业品种索引、获取作业品种属性配置信息、获取堆料详细信息等。
30.3、从mes系统采集数据的接口包含获取设备基础信息、获取料种基础信息、获取铁前生产计划、获取铁前生产区域信息、获取铁前生产人员基础信息、获取铁前岗位信息等。
31.二、数据存储模块包含一套编码规则、数据处理和存储功能。
32.编码规则是数据存储的基础,应对系统中涉及的数据分大类进行梳理,制定相应的编码规则。应包含物料、设备、料堆/料仓/料槽、流程、控制指令的编码规则。
33.对于接口模块采集的数据,数据存储模块应对数据进行分类,判断其有效性,根据相应的数据库表字段的要求对数据格式进行处理并存储。
34.三、数据库用于存储接口模块采集的数据。
35.数据库中应包含物料、流程、设备、指令、料场、料条、区域、岗位、生产计划等数据。
36.四、物料传输控制系统应用层的流程评价、流程决策模块,通过数据采集与交换接口和数据库获取应用需要的数据,通过评价参数和影响因子对流程进行评价,通过算法进行流程选择、流程切换、小车换仓、群仓调度、流程扰动处置等进行决策,最终流程执行模块则通过流程控制接口和设备控制接口,智能控制流程及设备,监控流程和设备的运行状态,提高物流传输控制系统的运行效率。
37.本专利在上面举了一个例子,但是不仅限于这个例子。同时本专利给与的是一种方法。而不在于如何实现。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1