一种双层工业协同控制方法及系统与流程
1.本发明涉及工业自动控制技术领域,特别涉及一种双层工业协同控制方法及系统。
背景技术:
2.一般工业生产线由多套成套装置组成,每套成套设备完成该生产单元的不同的生产加工过程。成套装置一般由分散控制系统(dcs)、可编程逻辑控制器(plc)或其它工控系统完成装置控制。成套设备一般由成套设备厂家采用工控系统完成本设备的生产加工过程控制,其成套的工控系统以完成本单元的过程控制为主。成套设备的工控系统具有设备启动、停止、参数设定、状态检测与人机接口(hmi)等功能。成套设备的工控系统一般独立设置,各成套设备的工控系统完成本装置的控制,未进行不同成套设备信息交互和协同控制。
3.工业生产线主要包括流程工业和离散工业。流程工业主要以dcs或大型plc等工控系统实现生产过程控制为主,一般建立集中控制室进行集中监控,生产操作人员在控制室完成生产监控与操作,流程工业中工控系统与成套设备的工控系统采用工业通讯方式,由流程工业的工控系统进行统一监控。成套生产设备的工控系统完成机组的启停控制、参数设备和就地hmi操作显示等功能。离散工业主要以数据采集与监控(scada)系统为主,scada系统通过采集成套设备工控系统的监控数据进行集中监视,scada系统与成套设备工控系统采用通讯方式,采集各成套设备工控系统的实时数据,scada系统以监视为主,不参与成套设备的协同控制。而在实际生产过程中,流程工业生产操作一般采用机旁操作为主,由生产操作人员通过成套工控设备的hmi如触屏等,对成套工控生产设备进行启停控制、参数设置等操作。当需要生产产品的种类发生改变时,则需要生产操作人员进行人工生产换线,根据产品种类重新选择相应的成套工控设备以及对所选择的工控设备进行参数设定,但是这种人工换线生产方式,会存在人工误操作率较高、且换线时间较长、生产效率低下、人工成本较高的问题。
技术实现要素:
4.本发明的目的在于克服现有技术中所存在的不存在对成套工控生产设备的协同控制、当生产线上的产品种类改变时依赖于人工进行生产换线,存在人工误操作率较高、且生产自动化程度较低、生产效率的问题,提供一种双层工业协同控制方法及系统,通过在下层工业生产单元之上建立上层主控单元,并为主控单元配置相应的自动控制策略,以通过上层总控、下层协同执行的方式,实现自动化程度较高的生产控制、有效提高生产效率、降低人工成本。
5.为了实现上述发明目的,本发明提供了以下技术方案:
6.一种双层工业协同控制方法,其特征在于,所述方法包括:
7.当接收到用户的生产指令时,所述上层主控单元对所述生产指令进行解析,得到当前待生产产品的类别,根据根据当前待生产产品的类别确定工艺控制策略,其中,所述工
艺控制策略包括:与产品类别相对应的多个下层工业生产单元以及多个所述下层工业生产单元之间的加工顺序;
8.以及,执行所述工艺控制策略,按照所述加工顺序依次向多个所述下层工业生产单元发送控制信号,控制所述下层工业生产单元启动、进料、排料、停止,以控制多个所述下层工业生产单元按照所述加工顺序加工得到当前待生产产品。
9.通过配置上层主控单元对下层工业生产单元进行总控制,同时在上层主控单元中配置了多种与产品类别相关联的工艺控制策略,使得上层主控单元能够根据生产任务中的产品类别找到该产品对应的下层工业生产单元以及生产单元之间的协同工作顺序(该产品对应的工艺生产路径),并依据该工艺控制策略依次对下层工业生产单元进行控制,使其完成产品加工;当产品类别发生改变时,上层主控单元能够自动识别、并根据产品类别更换工艺控制策略,通过上层总控、下层协同执行的方式,完成对不同类别产品的自动生成加工,实现了自动化程度较高的生产控制、有效提高生产效率、降低人工成本。
10.优选的,上述双层工业协同控制方法中,当所述上层主控单元向所述下层工业生产单元发送控制信号时,实时监听所述下层工业生产单元的状态、判断所述下层工业生产单元是否根据所述控制信号执行了启动或停止、进料或排料操作,若所述下层工业生产单元未执行相应的启动或停止、进料或排料操作,则持续发送所述控制信号,直到监测到所述下层工业生产单元执行了相应的启动或停止、进料或排料操作。
11.优选的,上述双层工业协同控制方法中,若监测到所述下层工业生产单元在预设时间内未执行相应的启动或停止、进料或排料操作,则判断设备出现故障,暂停执行当前工艺控制策略、并输出第一警报信号。
12.优选的,上述双层工业协同控制方法中,所述工艺控制策略还包括:多个所述下层工业生产单元的生产参数;
13.当所述上层主控单元向下层工业生产单元发送启动控制信号时,将所述生产参数发送至所述下层工业生产单元,控制所述下层工业生产单元在完成进料后,根据所述生产参数完成对当前待生产产品的加工操作。
14.优选的,上述双层工业协同控制方法中,所述生产参数包括但不限于:如配比参数、混料速度、混料时间、温度设定值、烧结速度设定值、装钵重量、气流速度、粉碎时间中的一种或多种。
15.优选的,上述双层工业协同控制方法中,在执行所述工艺控制策略的过程中,所述上层主控单元定时向所述下层工业生产单元发送脉冲信号并接收所述下层工业生产单元根据所述脉冲信号反馈的心跳连接信号,若上层主控单元未接收到下层工业生产单元反馈的心跳连接信号,则判断通讯异常、暂停执行当前工艺控制策略、并输出第二警报信号。
16.在本发明进一步的实施例中,还提供一种双层工业协同控制系统,所述系统包括:上层主控单元和多个下层工业生产单元;所述上层主控单元与多个所述下层工业生产单元采用硬线和/或无线通讯连接方式进行双向数据交互;
17.其中,所述上层主控单元用于接收到用户的生产指令,并对所述生产指令进行解析,得到当前待生产产品的类别,根据根据当前待生产产品的类别确定工艺控制策略,其中,所述工艺控制策略包括:与产品类别相对应的多个下层工业生产单元以及多个所述下层工业生产单元之间的加工顺序;
18.以及,执行所述工艺控制策略,按照所述加工顺序依次向所述工艺控制策略中的下层工业生产单元发送控制信号,控制所述下层工业生产单元启动、进料、排料、停止;
19.所述工艺控制策略中的下层工业生产单元用于对产品进行加工,以及,根据所述控制信号执行相应的启动、进料、排料、停止操作。
20.优选的,上述双层工业协同控制系统中,所述工艺控制策略中的下层工业生产单元包括但不限于:配料混料装置、一次烧结装置、破碎装置、粉碎装置、干法包覆装置、水洗装置、湿法包覆装置、干燥装置、除铁装置、批混装置、二次烧结装置、包装装置。
21.优选的,上述双层工业协同控制系统中,所述上层主控单元被配置为:在执行所述工艺控制策略的过程中,实时监测所述下层工业生产单元是否在预设时间内根据所述控制信号执行了相应的启动、进料、排料、停止操作,以及定时向所述下层工业生产单元发送脉冲信号并接收所述下层工业生产单元根据所述脉冲信号反馈的心跳连接信号,以监测系统的通讯状态。
22.与现有技术相比,本发明的有益效果:
23.1、本发明在生产成套的下层工业生产单元之上配置上层主控单元对下层工业生产单元进行总控制,同时在上层主控单元中配置了多种与产品类别相关联的工艺控制策略,使得上层主控单元能够根据生产任务中的产品类别找到该产品对应的下层工业生产单元以及生产单元之间的协同工作顺序(即该产品对应的工艺生产路径),并依据该工艺控制策略依次对下层工业生产单元进行控制,使其完成产品加工;本发明解决了生产不同产品工艺路径自动切换的问题,提高了生产线的自动化水平,当产品类别发生改变时,上层主控单元能够自动识别、并根据产品类别更换工艺控制策略,通过上层总控、下层协同执行的方式,完成对不同类别产品的自动生成加工,实现了自动化程度较高的生产控制、有效提高生产效率、降低人工成本。
24.2、本发明通过在与产品类别相关联的工艺控制策略中配置相应的生产参数,实现了上层工控系统一键式下发所有参数设定值至产线上的成套设备,避免人工进行设备参数调整的误操作,进一步提高生产的自动化程度、有效降低人工成本、提高生产效率。
附图说明:
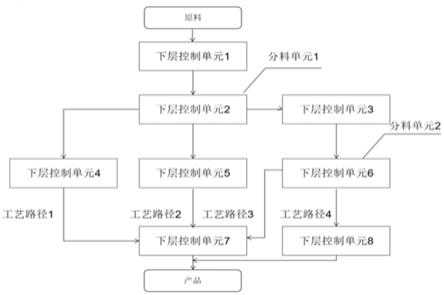
25.图1示出了本发明示例性实施例的双层工业协同控制系统。
26.图2示出了本发明示例性实施例的双层工业协同控制方法的工艺控制策略切换路径示意图。
27.图3示出了本发明示例性实施例的双层工业协同控制系统通讯方式示意图。
28.图4示出了本发明示例性实施例的双层工业协同控制系统上层主控单元基于脉冲信号的通讯状态监听方法示意图。
29.图5示出了本发明示例性实施例的双层工业协同控制系统上层主控单元生产参数设定示意图。
30.图6示出了本发明示例性实施例2的双层dsc与plc协同控制系统结构框图。
31.图7示出了本发明示例性实施2的双层dsc与plc协同控制系统控制启停的方法流程图。
32.图8示出了本发明示例性实施例2的双层dsc与plc协同控制系统控制排练、进料的
方法流程图。
33.图9示出了本发明示例性实施例2的双层dsc与plc协同控制系统通讯方式示意图。
34.图10示出了本发明示例性实施例2的双层dsc与plc协同控制系统脉冲信号监听方式示意图。
35.图11示出了本发明示例性实施例2的双层dsc与plc协同控制系统生产参数设定示意图。
具体实施方式
36.下面结合试验例及具体实施方式对本发明作进一步的详细描述。但不应将此理解为本发明上述主题的范围仅限于以下的实施例,凡基于本发明内容所实现的技术均属于本发明的范围。
37.实施例1
38.图1示出了本发明示例性实施例的双层工业协同控制系统,包括:上层主控单元和多个下层工业生产单元;所述上层主控单元与多个所述下层工业生产单元采用硬线和/或无线通讯连接方式进行双向数据交互;
39.其中,所述上层主控单元用于接收到用户的生产指令,并对所述生产指令进行解析,得到当前待生产产品的类别,根据根据当前待生产产品的类别确定工艺控制策略,其中,所述工艺控制策略包括:与产品类别相对应的多个下层工业生产单元以及多个所述下层工业生产单元之间的加工顺序;
40.以及,执行所述工艺控制策略,按照所述加工顺序依次向所述工艺控制策略中的下层工业生产单元发送控制信号,控制所述下层工业生产单元启动、进料、排料、停止;所述工艺控制策略中的下层工业生产单元用于对产品进行加工,以及,根据所述控制信号执行相应的启动、进料、排料、停止操作。
41.具体的,一般工业生产线可以加工一种或多种产品,生产线可以是一个工艺路径或多个工艺路径。一个工艺路径的生产线通过对各成套设备设置不同的参数可以加工出不同的产品,多个工艺路径的生产线可以加工出更加丰富的产品。工艺路径主要是根据需要加工产品的规格型号的工艺确定的,即经过那些成套设备进行加工和先后顺序。如图1所示,工艺路径示例:如一个生产线有4个工艺路径,工艺路径1的加工过程是成套设备与顺序是成套设备单元1-成套设备单元2-成套设备单元4-成套设备单元7;工艺路径2的加工过程是成套设备与顺序是成套设备单元1-成套设备单元2-成套设备单元5-成套设备单元7;工艺路径3的加工过程是成套设备与顺序是成套设备单元1-成套设备单元2-成套设备单元3-成套设备单元6-成套设备单元7;工艺路径4的加工过程是成套设备与顺序是成套设备单元1-成套设备单元2-成套设备单元3-成套设备单元6-成套设备单元8。其中设备单元2为分料节点1和设备单元6为分料节点2,分料节点主要完成物料的下游设备的流向控制。如图2所示,本发明所提供双层工控系统的协同控制的方法主要包括:上层主控单元识别当前待生产产品类别,根据产品类别确定工艺控制策略,找对该产品对应的下层工艺单元以及下层工艺单元的生产顺序,再执行工艺控制策略的过程中,上层工控系统(上层主控单元)控制下层工控系统(下层工控生产单元)启动、停止、进料和排料,上层工控系统需要根据上层工控系统的状态信号实现协同控制,具体的协同控制方法如下:
42.上下双层工控系统协同控制的控制信号包括启动、停止、进料、排料,状态信号至少包括已启、进料允许,排料允许等。工业应用中可以根据实际情况增加加控制信号或状态信号,以满足不同应用场景的需要。
43.上层工控系统与下层工控系统实现启动的控制方法,上层工控系统发出启停信号(启停=1表示启动,启停=0表示停止),上层工控系统:发送启停=1,检测已启是否为1,若为1程序继续执行,直到启动程序结束;若为0,程序循环检测,需查设备或系统是否故障,程序会停滞在检测启动状态。
44.上层工控系统与下层工控系统实现停止的控制方法,上层工控系统发出启停信号(启停=1表示启动,启停=0表示停止),上层工控系统:发送启停=0,检测已启是否为0,若为1程序继续执行,直到停止程序结束;若为0,程序循环检测,需查设备或系统是否故障,程序会停滞在检测停止状态。
45.上层工控系统与下层工控系统进料的控制方法,当上层工控系统:进料=1时,若下层成套设备工控系统:进料允许=1,则下层成套设备工控系统:进料=1,下层成套设备打开进料装置进料;若下层成套设备工控系统:进料允许=0,则下层成套设备为进料不允许状态,系统持续判断直至下层成套设备工控系统:进料允许=1,下层成套设备工控系统控制信号:进料=1,下层成套设备打开进料装置进料。
46.上层工控系统与下层工控系统排料的控制方法,当上层工控系统:排料=1时,若下层成套设备工控系统:排料允许=1,则下层成套设备工控系统:排料=1,下层成套设备打开排料装置排料;若下层成套设备工控系统:排料允许=0,则下层成套设备为排料不允许状态,系统持续判断直至下层成套设备工控系统:排料允许=1,下层成套设备工控系统控制信号:排料=1,下层成套设备打开排料装置排料。
47.进一步的,如图3所示,双层工控系统的数据交互方式可以采用硬接线方式和通讯方式。上下双层工控系统协同控制的控制信号包括启动、停止、进料、排料,状态信号包括已启、进料允许,排料允许等。硬接线方式的控制信号由上层工控层采用do卡(数字量输出卡)把启动、停止、进料、排料以电缆方式接入下层工控层的di卡(数字量输入卡);状态信号由下层工控层的do卡(数字量输出卡)把已启、进料允许,排料允许以电缆方式接入上层工控层的di卡(数字量输入卡)。下层控制系统根据接收到的上层控制系统的控制信号实现对设备的启动、停止、进料、排料等操作。通讯方式的控制信号由上层工控层采用通讯方式由数据写入块把启动、停止、进料、排料以通讯方式写入下层工控层的数据读取块;状态信号由下层工控层的数据写入块把已启、进料允许,排料允许以通讯方式写入上层工控层的数据读取块。下层控制系统根据接收到的上层控制系统的控制信号实现对设备的启动、停止、进料、排料等操作。其中上下双层控制系统的通讯协议需要通讯协议转换,实现双层工控系统的数据通讯功能。
48.在本发明进一步的实施例中,在执行所述工艺控制策略的过程中,配置了相应的通讯状态监测机制,所述上层主控单元定时向所述下层工业生产单元发送脉冲信号并接收所述下层工业生产单元根据所述脉冲信号反馈的心跳连接信号,若上层主控单元未接收到下层工业生产单元反馈的心跳连接信号,则判断通讯异常、暂停执行当前工艺控制策略、并输出第二警报信号(通讯异常的报警信号)。如图4所示,在通讯链条的读和写地址表中各增加脉冲信号(如2秒方波等),用于通讯异常检测,由上层工控系统定时发出一个脉冲信号,
当通讯正常时下层控制系统读取后触发一个脉冲信号返回给上层控制系统,上层工控信号接收到返回的脉冲信号则表示通讯正常;当通讯异常时下层控制系统接收讯取不到上层脉冲信号,则下层工控系统不会触发脉冲信号,上层工控系统在设定的时间内接收不到下层的脉冲信号则表示通讯异常。
49.进一步的,我们在上层主控单元的工艺控制策略中,配置了每个产品工艺对应的下层工控生产单元的生产参数,在上层主控单元执行工艺控制策略的过程中,会向每个下层工控生产单元发送该生产参数,以使下层工控生产单元根据生产参数进行生产加工,如图5所示,上层工控系统为每个产品建立了一个对应的工艺路径和该工艺路径上的每一个下层工控系统参数设定表。上层工控系统根据生产产品的工艺路径选择方法是生产装置操作人员在上层工控系统选择好所需生产的产品,读取出该产品对应的工艺路径,按照2上层工控系统的工艺路径选择控制与分料节点控制的方法,实现对产品加工工艺路径选择的控制。上层工控系统根据生产产品对下层工控系统的参数设定的方法是由上层工控系统把该工艺路径上的下层工控系统参数经通讯协议转换后写入对应的下层工控系统。
50.在上述实施例中,本发明通过配置上层主控单元,以及在上层主控单元中配置与产品种类相关联的多种工艺控制策略,实现了产品的自动换线与生产,同时解决了生产不同产品需要对所在工艺路径上的不同工控系统的参数设定问题,实现了上层工控系统一键式下发所有参数设定值至产线上的成套设备,防止人工到每台设备进行参数设定的劳动强度和误操作。本发明特别是对于产线上生产多种产品,采用上层工控系统实现对产线上成套设备的协同控制,减少了生产线换型时间,减少人工误操作,提高劳动生产率。例如某生产线共10台成套设备为例,人工切换工艺路径所需时间若为10分钟,每台成套设备修改和检查参数设定值时间为5分钟,产品换型时间共可节约60分钟。具体产线的节约产品换型时间根据成套设备数量、修改参数数据量大小等因素有关。
51.实施例2
52.进一步的,以锂电三元正极材料生产线为实施例,锂电三元正极材料生产线主要成套设备有配料混料装置、一次烧结装置、破碎装置、粉碎装置、干法包覆装置、水洗装置、湿法包覆装置、干燥装置、除铁装置、批混装置、二次烧结装置、包装等组成。锂电三元正极材料生产线可以生产多种型号规则的产品,比如m501、m502l、m508、m511、m512、m503、m502s、m608、m610、m601、m601a、m607、m808、m806、m801等,不同型号规格产品,可能是不同加工工艺路径,也可能是相同工艺路径不同配方参数。生产不同产品各成套设备的控制参数也不同,比如配料混料装置的配比参数设定、混料速度、混料时间等参数设定值;一次烧结装置、二次烧结装置的40多个温区的温度设定值、烧结速度设定值、装钵重量等参数设定值;粉碎装置的气流速度、粉碎时间等参数设定值等等。根据产品规格,有多种工艺路径,生产5系产品(如m501、m502l、m508、m511、m512、m503、m502s等)的工艺路径1:投料
→
配料混料装置
→
一次烧结装置
→
破碎装置1
→
粉碎装置1
→
除铁装置
→
混批装置
→
包装。生产6系或者8系产品(如m608、m610、m601、m601a、m607、m808、m806、m801等)的工艺路径2:投料
→
配料混料装置
→
一次烧结装置
→
破碎装置1
→
粉碎装置1
→
干法包覆装置
→
二次烧结装置
→
破碎装置2
→
粉碎装置2
→
除铁装置
→
混批装置
→
包装。生产6系或者8系产品(如m608、m610、m601、m601a、m607、m808、m806、m801等)的工艺路径3:投料
→
配料混料装置
→
一次烧结装置
→
破碎装置1
→
粉碎装置1
→
水洗装置
→
湿法包覆装置
→
干燥装置
→
二次烧结装置
→
破碎
装置2
→
粉碎装置2
→
除铁装置
→
混批装置
→
包装。生产6系或者8系产品(如m608、m610、m601、m601a、m607、m808、m806、m801等)的其他工艺路径等。
53.具体的,锂电三元正极材料生产线主要成套设备有配料混料装置、一次烧结装置、破碎装置、粉碎装置、干法包覆装置、水洗装置、湿法包覆装置、干燥装置、除铁装置、批混装置、二次烧结装置、包装等,这些装置由独立的plc控制,组成下层控制系统,接受上层工控系统的启停控制、接受上层控制系统的参数写入和实时信息上传给上层工控系统。而上层控制系统则是大型的dcs系统,对下层工控系统的参数写入功能,并接收下层工控系统的反馈状态信息。物料在经过粉碎装置、压滤装置、水洗装置后,根据产品的不同,进入下一套装置不同,我们将其设定为分料节点。如图6所示,上层工控系统主要功能是根据生产线需加工的产品的不同工艺路径的选择控制,并按设定的工艺路径来控制分料节点的物料流向。实际生产装置中工艺路径需要根据具体的情况设置相应的分料单元和工艺路径,以上仅示例说明本发明的采用分料单元实现工艺路径选择控制的方法。如图7所示,dcs系统发出启停信号(启停=1表示启动,启停=0表示停止),然后检测plc反馈的状态信号已启是否为1,若为1程序继续执行,直到启动程序结束;若为0,程序循环检测,需查设备或系统是否故障,程序会停滞在检测启动状态;dcs系统发出启停信号(启停=1表示启动,启停=0表示停止),然后检测plc反馈的状态信号已启是否为0,若为1程序继续执行,直到停止程序结束;若为0,程序循环检测,需查设备或系统是否故障,程序会停滞在检测停止状态。如图8所示,dcs系统发出进料信号=1,则plc系统接受信号:进料=1,若plc系统:排料允许=1,则下层成套设备打开进料装置进料;若下层成套设备plc系统:进料允许=0,则下层成套设备为进料不允许状态,系统持续判断直至下层成套设备plc系统:进料允许=1,下层成套设备plc系统控制信号:进料=1,下层成套设备打开进料装置进料;dcs系统发出排料信号=1时,若下层成套设备plc系统:排料允许=1,则下层成套设备plc系统:排料=1,下层成套设备打开排料装置排料;若下层成套设备plc系统:排料允许=0,则下层成套设备为排料不允许状态,系统持续判断直至下层成套设备plc系统:排料允许=1,下层成套设备plc系统控制信号:排料=1,下层成套设备打开排料装置排料。如图9所示,dcs采用do卡(数字量输出卡)把启动、停止、进料、排料以电缆方式接入混料设备plc系统的di卡(数字量输入卡);状态信号由混料设备plc系统的do卡(数字量输出卡)把已启、进料允许,排料允许以电缆方式接入dcs系统的di卡(数字量输入卡)。混料设备plc系统根据接收到的dcs系统的控制信号实现对设备的启动、停止、进料、排料等操作。通讯方式的控制信号由dcs系统采用通讯方式由数据写入块把启动、停止、进料、排料以通讯方式写入混料设备plc系统的数据读取块;状态信号由混料设备plc系统的数据写入块把已启、进料允许,排料允许以通讯方式写入dcs系统的数据读取块。混料设备plc系统根据接收到的dcs系统的控制信号实现对设备的启动、停止、进料、排料等操作。在如图10所示,生产过程中,由dcs系统定时发出一个脉冲信号,当通讯正常时plc系统读取后触发一个脉冲信号返回给dcs系统,dcs系统信号接收到返回的脉冲信号则表示通讯正常;当通讯异常时混料plc系统接收讯取不到dcs系统的脉冲信号,则混料plc系统不会触发脉冲信号,dcs系统在设定的时间内接收不到混料plc系统的脉冲信号则表示通讯异常。同时dcs系统为每个产品建立了一个对应的工艺路径和该工艺路径上的每一个下层设备plc系统参数设定表。在如图11所示,dcs系统根据生产产品的工艺路径,选择方法是生产装置操作人员在dcs系统选择好所需生产的产品,读取出该产品对应的工
艺路径,按照dcs系统的工艺路径选择控制与分料节点控制的方法,实现对产品加工工艺路径选择的控制。dcs系统根据生产产品对下层设备plc系统的参数设定的方法是由dcs系统把该工艺路径上的下层设备plc系统参数经通讯协议转换后写入对应的下层设备plc系统。
54.以上所述,仅为本发明具体实施方式的详细说明,而非对本发明的限制。相关技术领域的技术人员在不脱离本发明的原则和范围的情况下,做出的各种替换、变型以及改进均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1