一种基于PLC的自动点胶控制系统
一种基于plc的自动点胶控制系统
技术领域
1.本发明涉及点胶机,特别涉及一种基于plc的自动点胶控制系统。
背景技术:
2.目前点胶机产品的点胶工序中,目前大部分涂胶工作都是由工人手动完成的,无法保证涂胶的质量,无法达到精准的涂胶。不合格的点胶影响产品的品质,美观,还会造成脱胶,甚至会引起事故。点胶工序占用的工人很多,花费的工时也很长。一道道工序都得依仗着人工,工序复杂,完成一道工序的时间也自然相对而言比较长,而对点胶精度的高要求,也造成对操作员的高要求,对人工的依赖高、所具有的干扰因素也很大,操作效率低下且成本高,亟需解决的方案。
技术实现要素:
3.本发明的目的是提供一种基于plc的自动点胶控制系统,操作便捷自动化,无需依赖人工,成本可控,更加的智能高效。
4.本发明的上述技术目的是通过以下技术方案得以实现的:
5.一种基于plc的自动点胶控制系统,包括有用于启停点胶机的启停控制按钮、响应于启停控制按钮以根据设定参数对点胶机进行运行控制的plc控制模块,还包括有响应于plc控制模块以进行点胶运作的横向移位电机、纵向移位电机及点胶电磁阀、对点胶动作进行指示的指示灯组;
6.所述plc控制模块包括有用于控制进行运作的中间继电器组,所述横向移位电机、纵向移位电机的供电回路中串联有所述中间继电器组的触点。
7.综上所述,本发明具有以下有益效果:
8.通过采用plc控制模块的电控,以启停按钮作为plc控制模块的启停控制输入,以中间继电器组,电磁阀,指示灯组作为plc的输出,能根据参数的设定,可进行自动化的点胶控制,整体更加的高效便捷,通过自动化的设置,能大大减少对操作员的技术要求,减少对人力的高度需求和依赖,进而可操作性大大提高,能有效减少干扰因素,生产更加的便捷、高效。
附图说明
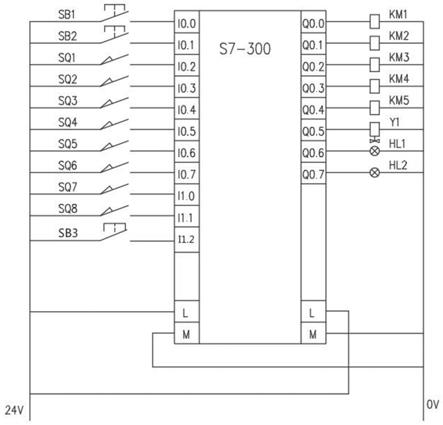
9.图1为本系统的结构原理图;
10.图2为控制电路局部原理图;
11.图3为中间继电器组的电路原理图。
具体实施方式
12.以下结合附图对本发明作进一步详细说明。
13.根据一个或多个实施例,公开了一种基于plc的自动点胶控制系统,包括有启停控
制按钮、plc控制模块、横向移位电机、纵向移位电机、电磁阀、风扇以及指示灯组。
14.如图1所示,启停控制按钮包括有启动按钮sb1和停止按钮sb2,分别连接至plc控制模块的输入端,进行点胶机运作的信号启停控制。还设置有手动点胶按钮sb3,plc控制模块耦接于手动点胶按钮,通过手动点胶按钮可进行自动模式的切断,进而切换至人工手动点胶的操作。plc控制模块的输入还包括有多个行程开关,plc优选采用西门子s7-300系列可编程序控制器,行程开关优选设置有八个分别为sq1-sq8。plc控制模块的输出端耦接有中间继电器组、电磁阀y1以及指示灯组。电磁阀通过响应于plc控制模块的控制信号,进而点胶的通断控制。指示灯组设置有两个led指示灯hl1和hl2,对点胶动作进行灯光指示。
15.如图2及图3所示,plc控制模块包括有用于控制运作的中间继电器组,中间继电器组包括有若干中间继电器,在横向移位电机m1的供电回路中包括有控制横向移位电机正反转以实现点胶机左右移动的第一及第二中间继电器的触点,在纵向移位电机m2的供电回路中包括有控制纵向移位电机蒸发转以实现点胶机前后移动的第三及第四中间继电器的触点。风扇用于进行温控散热,在风扇m3的供电回路中串联有用于控制风扇启停的第五中间继电器的触点,从根本上提高了点胶机的工作效率和安全系数。中间继电器至少设置有五个,通过增加中间继电器的数量,可对应增加控制触点的数量,进而可进行控制拓展。
16.横向移位电机和纵向移位电机通过正反转可实现对点胶机的左右、前后移动控制,均采用三相异步电机。具体的,优选带有速度控制的东方马达us2系列,外径60mm三项异步电机和外径70mm三项异步进电机,其减速比都为1:200,可用调速器完成调速。精度上实现了位置,速度的准确控制,克服了普通步进电机失步的问题。转速比普通步进电机要低很多而且性能好,额定转速能达到90~1500转,从时间尺度上提高了点胶机效率。
17.在横向移位电机、纵向移位电机及风扇的供电回路中,还设置有熔断器。熔断器是基于电流加热效应原理和加热元件热断路器原理设计的。它具有一定的瞬时动作,保护电路短路或者过载,当电路路发生故障时,熔断器中的熔体被电路断开,起到保护作用。根据负载类型,选择的熔断器型号为r18-40,额定电压为380v。
18.还设置有传感器组,传感器组集成于点胶机上以对点胶位置、温度、滴胶速度等进行实时检测,并传输对应的检测信号进行保存,plc控制模块接收到检测信号后可进行进一步的保存和处理,能通过进一步的数据处理进行参数的调整,有利于滴胶操作的优化控制,结合参数和点胶机的具体工作情况来进一步推测和预估点胶机工作状态和需要改进的地方,有利于进一步提高点胶机的点胶精度。
19.本具体实施例仅仅是对本发明的解释,其并不是对本发明的限制,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献的修改,但只要在本发明的权利要求范围内都受到专利法的保护。
技术特征:
1.一种基于plc的自动点胶控制系统,其特征是:包括有用于启停点胶机的启停控制按钮、响应于启停控制按钮以根据设定参数对点胶机进行运行控制的plc控制模块,还包括有响应于plc控制模块以进行点胶运作的横向移位电机、纵向移位电机及点胶电磁阀、对点胶动作进行指示的指示灯组;所述plc控制模块包括有用于控制运作的中间继电器组,所述横向移位电机、纵向移位电机的供电回路中串联有所述中间继电器组的触点。2.根据权利要求1所述的基于plc的自动点胶控制系统,其特征是:还包括有响应于plc控制模块于点胶运作时进行温控散热的风扇;所述中间继电器组包括有若干中间继电器,所述横向移位电机的供电回路中包括有控制横向移位电机正反转以实现点胶机左右移动的第一及第二中间继电器的触点,所述纵向移位电机的供电回路中包括有控制纵向移位电机蒸发转以实现点胶机前后移动的第三及第四中间继电器的触点,所述风扇的供电回路中串联有用于控制风扇启停的第五中间继电器的触点。3.根据权利要求2所述的基于plc的自动点胶控制系统,其特征是:还包括有用于切换点胶机至手动模式的手动点胶按钮,所述plc控制模块耦接并响应于所述手动点胶按钮。4.根据权利要求1所述的基于plc的自动点胶控制系统,其特征是:还包括有集成于点胶机上对点胶位置、滴胶速度进行实时检测以传输检测信号的传感器组,所述plc控制模块接收并响应于传感器组传输的检测信号以进行点胶参数调整。5.根据权利要求1所述的基于plc的自动点胶控制系统,其特征是:所述plc控制模块的输入端还耦接有用于切换不同行程控制的若干行程开关。6.根据权利要求1所述的基于plc的自动点胶控制系统,其特征是:所述横向移位电机与纵向移位电机均为三相异步电机。
技术总结
本发明公开了一种基于PLC的自动点胶控制系统,解决了传统点胶处理依赖人力过大,成本高、效率低、精度难以控制的弊端,其技术方案要点是包括有用于启停点胶机的启停控制按钮、响应于启停控制按钮以根据设定参数对点胶机进行运行控制的PLC控制模块,还包括有响应于PLC控制模块以进行点胶运作的横向移位电机、纵向移位电机及点胶电磁阀、对点胶动作进行指示的指示灯组;PLC控制模块包括有用于控制进行运作的中间继电器组,横向移位电机、纵向移位电机的供电回路中串联有中间继电器组的触点,本发明的一种基于PLC的自动点胶控制系统,操作便捷自动化,无需依赖人工,成本可控,更加的智能高效。能高效。能高效。
技术研发人员:杨帆 孙强
受保护的技术使用者:上海电机学院
技术研发日:2021.11.02
技术公布日:2022/2/6
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1