生产现场异常问题联动报警方法、装置、系统及存储介质与流程
1.本发明创造属于电子信息技术领域,尤其是涉及一种生产现场异常问题联动报警方法、装置、系统及存储介质。
背景技术:
2.在进行奶粉罐的自动生产过程中,生产车间不可避免的会出现异常问题。在现有技术中,异常问题的处理流程较为原始,通常情况下由巡检人员发现异常问题,随后通过电话或对讲等通讯手段将问题上报给当班的管理人员,当班的管理人员再根据问题的类型通知处理人员,从而使处理人员赶赴现场,对异常问题进行处理。
3.在上述异常问题的处理流程中,巡检人员和当班管理人员只能凭借自身经验对问题进行处置,因此容易对异常问题的分类和状态产生误判,这样一来就会延误异常问题处置的最佳时机,从而扩大异常问题的不利影响。
4.此外,这样的处理方法会导致其他岗位或不在场的管理人员无法获知异常问题的处理等进度,因此不利于对异常问题进行跟踪反馈等闭环处理,长此以往还会影响企业的运营效率,从而间接增加了企业的运营成本。
技术实现要素:
5.有鉴于此,本发明创造旨在提出一种生产现场异常问题联动报警方法、装置、系统及存储介质,以解决上述技术问题。
6.为达到上述目的,本发明创造的技术方案是这样实现的:
7.第一方面的,本发明实施例提供了一种生产现场异常问题联动报警方法,包括:
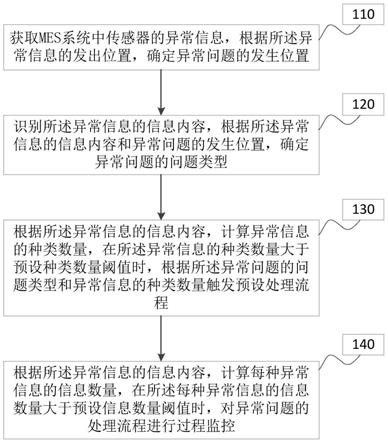
8.获取mes系统中传感器的异常信息,根据所述异常信息的发出位置,确定异常问题的发生位置;
9.识别所述异常信息的信息内容,根据所述异常信息的信息内容和异常问题的发生位置,确定异常问题的问题类型;
10.根据所述异常信息的信息内容,计算异常信息的种类数量,在所述异常信息的种类数量大于预设种类数量阈值时,根据所述异常问题的问题类型和异常信息的种类数量触发预设处理流程;
11.根据所述异常信息的信息内容,计算每种异常信息的信息数量,在所述每种异常信息的信息数量大于预设信息数量阈值时,对异常问题的处理流程进行过程监控。
12.进一步的,所述预设处理流程,包括:
13.作业顺序信息和处理人员的技能等级信息;
14.相应的,根据所述异常信息的信息内容,计算异常信息的种类数量,在所述异常信息的种类数量大于预设种类数量阈值时,根据所述异常问题的问题类型和异常信息的种类数量触发预设处理流程,包括:
15.根据所述异常信息的信息内容,计算异常信息的种类数量,在所述异常信息的种
类数量大于预设种类数量阈值时,根据所述异常问题的问题类型,选择作业顺序信息,并根据所述作业顺序信息的步骤顺序,生成步骤提示信息;
16.根据所述异常信息的种类数量,选择处理人员的技能等级信息,并根据所述处理人员的技能等级信息,确定异常问题的处理人员;
17.将所述步骤提示信息发送至处理人员的个人终端上。
18.进一步的,在根据所述异常问题的问题类型和异常信息的种类数量触发预设处理流程之后,所述生产现场异常问题联动报警方法包括:
19.根据触发的预设处理流程,生成过程备份信息,并将所述过程备份信息发送至管理人员的个人终端上。
20.进一步的,所述对异常问题的处理流程进行过程监控,包括:
21.获取处理流程的触发时间和结束时间,根据所述触发时间和结束时间,计算处理流程的作业周期;
22.在所述作业周期大于预设周期阈值时,生成超期提示信息,并将所述超期提示信息发送至管理人员的个人终端上;
23.相应的,所述根据所述异常信息的信息内容,计算每种异常信息的信息数量,在所述每种异常信息的信息数量大于预设信息数量阈值时,对异常问题的处理流程进行过程监控,包括:
24.所述根据所述异常信息的信息内容,计算每种异常信息的信息数量,在所述每种异常信息的信息数量大于预设信息数量阈值时,获取处理流程的触发时间和结束时间,根据所述触发时间和结束时间,计算处理流程的作业周期;在所述作业周期大于预设周期阈值时,生成超期提示信息,并将所述超期提示信息发送至管理人员的个人终端上。
25.进一步的,在根据所述异常问题的问题类型和异常信息的种类数量触发预设处理流程之后,所述生产现场异常问题联动报警方法包括:
26.根据所述异常问题的问题类型和触发的预设处理流程,生成异常提示信息,并将所述异常提示信息显示在mes系统的展示看板上和/或发送至管理人员的个人终端上。
27.第二方面的,本发明实施例提供了一种生产现象异常问题联动报警装置,包括:
28.获取模块,用于获取mes系统中传感器的异常信息,并根据所述异常信息的发出位置,确定异常问题的发生位置;
29.识别模块,识别所述异常信息的信息内容,并根据所述异常信息的信息内容和异常问题的发生位置,确定异常问题的问题类型;
30.触发模块,用于根据所述异常信息的信息内容,计算异常信息的种类数量,并在所述异常信息的种类数量大于预设种类数量阈值时,根据所述异常问题的问题类型和异常信息的种类数量触发预设处理流程;
31.监控模块,用于根据所述异常信息的信息内容,计算每种异常信息的信息数量,并在所述每种异常信息的信息数量大于预设信息数量阈值时,对异常问题的处理流程进行过程监控。
32.第三方面的,本发明实施例还提供了一种系统,所述系统包括:
33.一个或多个处理器;
34.存储装置,用于存储一个或多个程序;
35.当所述一个或多个程序被所述一个或多个处理器执行,使得所述一个或多个处理器实现如上述实施例提供的生产现场异常问题联动报警方法。
36.第四方面的,本发明实施例还提供了一种包含计算机可执行指令的存储介质,所述计算机可执行指令在由计算机处理器执行时用于执行如上述实施例提供的生产现场异常问题联动报警方法。
37.相对于现有技术,本发明创造所述的一种生产现场异常问题联动报警方法、装置、系统及存储介质具有以下优势:
38.本发明创造所述的一种生产现场异常问题联动报警方法、装置、系统及存储介质,能根据mes系统中传感器的异常信息,获得异常问题的发生位置、异常问题的问题类型、异常信息的种类数量和每种异常信息的信息数量。通过异常问题的问题类型和异常信息的种类数量能触发预设的处理流程,从而提高异常问题的处理效率,避免延误最佳处理时机。通过每种异常信息的信息数量能够对异常问题的风险情况进行判断,当每种异常信息的信息数量大于预设信息数量阈值时,对异常问题的处理流程进行过程监控,从而便于管理者了解异常问题的处理进度,方便企业对异常问题进行闭环管理。
附图说明
39.构成本发明创造的一部分的附图用来提供对本发明创造的进一步理解,本发明创造的示意性实施例及其说明用于解释本发明创造,并不构成对本发明创造的不当限定。在附图中:
40.图1为本发明创造实施例一所述的生产现场异常问题联动报警方法的流程图;
41.图2为本发明创造实施例二所述的生产现场异常问题联动报警方法的流程图;
42.图3为本发明创造实施例三所述的生产现场异常问题联动报警方法的流程图;
43.图4为本发明创造实施例四所述的生产现场异常问题联动报警装置的结构图;
44.图5为本发明创造实施例五所述的系统的结构图。
具体实施方式
45.下面结合附图和实施例对本发明作进一步的详细说明。可以理解的是,此处所描述的具体实施例仅仅用于解释本发明,而非对本发明的限定。另外还需要说明的是,为了便于描述,附图中仅示出了与本发明相关的部分而非全部结构。
46.实施例一
47.图1为本发明实施例一提供的生产现场异常问题联动报警方法的流程图,如图所示,在本实施例中生产现场异常问题联动报警方法具体包括如下步骤:
48.步骤110、获取mes系统中传感器的异常信息,根据所述异常信息的发出位置,确定异常问题的发生位置。
49.mes系统,中文全称为制造企业生产过程执行管理系统,是一套面向制造企业车间执行层的生产信息化管理系统。为方便管理者通过mes系统了解自动化生产车间的工作情况,现有mes系统会采集生产车间内部的传感器信息,因此当mes系统中出现传感器的异常信息时,可以证明自动化生产车间内部出现了异常问题,此时可根据异常信息的发出位置,判断发出异常信息的传感器位置,进而确定异常问题的发生位置,便于相关工作人员进行
异常问题的处置。
50.步骤120、识别所述异常信息的信息内容,根据所述异常信息的信息内容和异常问题的发生位置,确定异常问题的问题类型。
51.在常见的自动化生产车间内部,工作人员会根据工况需求设置如压力传感器、温度传感器、距离传感器等多种不同类型的传感器,相应的,不同类型的传感器所产生的异常信息内容将会存在差异。在获取mes系统中传感器的异常信息后,可对异常信息的信息内容进行识别,通过信息内容的识别能方便判断异常问题的实际情况,随后将异常问题的实际情况与异常问题的发生位置相结合,即可对异常问题的问题类型进行判断。
52.步骤130、根据所述异常信息的信息内容,计算异常信息的种类数量,在所述异常信息的种类数量大于预设种类数量阈值时,根据所述异常问题的问题类型和异常信息的种类数量触发预设处理流程。
53.在实际工作过程中,同一工位上通常设有多个传感器,在进行工作时,个别传感器可能会因瞬时电流拨动或环境参数的瞬间改变而产生异常信息,若此时其他传感器没有发出异常信息,则自动化生产流水线可以进行正常的生产运行工作,因此不需要工作人员进行处理或维修。因此,本实施例将通过异常信息的种类数量对上述情况进行判断,若异常信息的种类数量小于预设种类数量阈值,则可判定自动化生产流水线无需进行人工处理,若异常信息的种类数量大于预设种类数量阈值,则可判定自动化生产流水线需要进行人工处理,此时可结合异常问题的问题类型和异常信息的种类数量触发预设的处理流程,从而使工作人员依照处理流程进行作业。
54.可选的,为方便相关作业人员和当班管理人员获知自动化生产流水线的异常问题信息,本实施例在根据所述异常问题的问题类型和异常信息的种类数量触发预设处理流程之后,可增加如下步骤:
55.根据所述异常问题的问题类型和触发的预设处理流程,生成异常提示信息,并将所述异常提示信息显示在mes系统的展示看板上和/或发送至管理人员的个人终端上。
56.需要说明的是,所述异常提示信息,可包括:异常问题的发生位置、异常问题的问题类型和触发的预设处理流程,从而便于相关工作人员明确作业地点和作业目标。此外,异常提示信息还可包括处理当前异常问题的作业人员信息和当班的管理人员信息,从而便于其他管理人员对异常问题的处理流程进行跟踪溯源。
57.步骤140、根据所述异常信息的信息内容,计算每种异常信息的信息数量,在所述每种异常信息的信息数量大于预设信息数量阈值时,对异常问题的处理流程进行过程监控。
58.在实际工作过程中,异常问题的风险等级通常与每种异常信息的信息数量成正比,即,某一工位上相同传感器发出的异常信息数量越多,该工位所在区域发生的异常问题越严重,因此异常问题的风险等级越高。为方便对异常问题的风险等级进行判断,本实施例将根据所述异常信息的信息内容计算每种异常信息的信息数量,并将每种异常信息的信息数量与预设信息数量阈值进行对比。当每种异常信息的信息数量小于预设信息数量阈值时,可判定当前区域发生的异常问题风险等级较低,无需进行流程监控处理。当每种异常信息的信息数量大于预设信息数量阈值时,则可判定当前区域发生的异常问题风险等级较高,此时应对异常问题的处理流程进行过程监控,从而方便管理人员对高风险异常问题的
处理进度进行管控。
59.本实施例能根据mes系统中传感器的异常信息,获得异常问题的发生位置、异常问题的问题类型、异常信息的种类数量和每种异常信息的信息数量。通过异常问题的问题类型和异常信息的种类数量能触发预设的处理流程,从而提高异常问题的处理效率,避免延误最佳处理时机。通过每种异常信息的信息数量能够对异常问题的风险情况进行判断,当每种异常信息的信息数量大于预设信息数量阈值时,对异常问题的处理流程进行过程监控,从而便于管理者了解异常问题的处理进度,方便企业对异常问题进行闭环管理。
60.实施例二
61.图2为本发明实施例二提供的生产现场异常问题联动报警方法的流程图。本实施例以上述实施例为基础进行优化,在本实施例中,将所述预设处理流程,具体优化为:作业顺序信息和处理人员的技能等级信息。相应的,将所述根据所述异常问题的问题类型和异常信息的种类数量触发预设处理流程,具体优化为:根据所述异常问题的问题类型,选择作业顺序信息,并根据所述作业顺序信息的步骤顺序,生成步骤提示信息;根据所述异常信息的种类数量,选择处理人员的技能等级,并根据所述处理人员的技能等级,确定异常问题的处理人员;将所述步骤提示信息发送至处理人员的个人终端上。
62.具体的,本实施例所提供的生产现场异常问题联动报警方法,具体包括:
63.步骤210、获取mes系统中传感器的异常信息,根据所述异常信息的发出位置,确定异常问题的发生位置。
64.步骤220、识别所述异常信息的信息内容,根据所述异常信息的信息内容和异常问题的发生位置,确定异常问题的问题类型。
65.步骤230、根据所述异常信息的信息内容,计算异常信息的种类数量,在所述异常信息的种类数量大于预设种类数量阈值时,根据所述异常问题的问题类型,选择作业顺序信息,并根据所述作业顺序信息的步骤顺序,生成步骤提示信息;根据所述异常信息的种类数量,选择处理人员的技能等级,并根据所述处理人员的技能等级,确定异常问题的处理人员;将所述步骤提示信息发送至处理人员的个人终端上。
66.由于不同类型的异常问题需要不同的作业顺序,因此在常信息的种类数量大于预设种类数量阈值时,可根据异常问题的问题类型,选择作业顺序信息,以使得作业顺序信息与实际异常问题相匹配。相应的,不同作业顺序信息内部通常还包括多个作业步骤,因此可根据作业顺序信息的步骤顺序,生成步骤提示信息,从而使处理人员依照步骤提示信息进行作业,避免因处理人员的工作经验不足而导致异常问题处理不当。
67.此外,由于异常信息的种类数量增多会增加异常问题的处理难度,因此在进行处理人员的选择时,应使处理人员的技能等级与种类数量成正比,以使得异常信息的种类数量越多,处理人员的技能等级越高,从而确保处理人员具有处置异常问题的技术能力。
68.在处理人员确定后,可将生成的步骤提示信息发送至处理人员的个人终端上。通过步骤提示信息不仅可以对处理人员的作业流程进行指导,还能对处理人员起到提示作用,从而提醒处理人员赶赴异常问题现场进行处置作业。
69.需要说明的是,本实施例中所述的处理人员的个人终端,可以是mes系统的手持终端,也可以是处理人员的智能手机。当个人终端为处理人员的智能手机时,可通过企业微信等常见通讯手段实现步骤提示信息的传输,也可在处理人员的智能手机安装mes系统的专
用应用程序,从而完成步骤提示信息的传输。
70.步骤240、根据所述异常信息的信息内容,计算每种异常信息的信息数量,在所述每种异常信息的信息数量大于预设信息数量阈值时,对异常问题的处理流程进行过程监控。
71.本实施例通过将将所述预设处理流程,具体优化为:作业顺序信息和处理人员的技能等级信息。并将所述根据所述异常问题的问题类型和异常信息的种类数量触发预设处理流程,具体优化为:根据所述异常问题的问题类型,选择作业顺序信息,并根据所述作业顺序信息的步骤顺序,生成步骤提示信息;根据所述异常信息的种类数量,选择处理人员的技能等级,并根据所述处理人员的技能等级,确定异常问题的处理人员;将所述步骤提示信息发送至处理人员的个人终端上。能够提升预设处理流程的触发准确程度,从而使具有异常问题处置能力的处理人员赶赴现场,并对异常问题进行符合作业顺序信息要求的处置作业。
72.实施例三
73.图3为本发明实施例三提供的生产现场异常问题联动报警方法的流程图。本实施例以上述实施例为基础进行优化,在本实施例中,将对异常问题的处理流程进行过程监控,具体优化为:获取处理流程的触发时间和结束时间,根据所述触发时间和结束时间,计算处理流程的作业周期;在所述作业周期大于预设周期阈值时,生成超期提示信息,并将所述超期提示信息发送至管理人员的个人终端上。
74.相应的,本实施例所提供的生产现场异常问题联动报警方法,具体包括:
75.步骤310、获取mes系统中传感器的异常信息,根据所述异常信息的发出位置,确定异常问题的发生位置。
76.步骤320、识别所述异常信息的信息内容,根据所述异常信息的信息内容和异常问题的发生位置,确定异常问题的问题类型。
77.步骤330、根据所述异常信息的信息内容,计算异常信息的种类数量,在所述异常信息的种类数量大于预设种类数量阈值时,根据所述异常问题的问题类型和异常信息的种类数量触发预设处理流程。
78.步骤340、根据所述异常信息的信息内容,计算每种异常信息的信息数量,在所述每种异常信息的信息数量大于预设信息数量阈值时,获取处理流程的触发时间和结束时间,根据所述触发时间和结束时间,计算处理流程的作业周期;在所述作业周期大于预设周期阈值时,生成超期提示信息,并将所述超期提示信息发送至管理人员的个人终端上。
79.由于生产现场的异常问题处置具有较高的时效性要求,因此在本实施例中,可监控处理流程的触发时间和结束时间,从而计算处理流程的作业周期。当作业周期小于预设周期阈值时,可以判定生产现场的异常问题获得了及时有效的处置。当作业周期大于预设周期阈值时,则可判定异常问题发生处置延误,此时应生成超期提示信息,并将所述超期提示信息发送至管理人员的个人终端上。管理人员根据超期提示信息可对异常问题的处置过程进行跟踪反馈,从而及时排查处理流程上的失误。
80.需要说明的是,所述超期提示信息,可包括异常问题的发生位置、异常问题的问题类型和触发的预设处理流程,从而便于管理人员了解异常问题的基本情况。此外,超期提示信息也可包括预设处理流程内部的作业顺序信息和处理人员的技能等级信息,从而便于管
理人员对作业顺序信息或处理人员的技能等级进行调整。
81.此外,与处理人员的个人终端相同的,本实施例中所述的管理人员的个人终端,可以是mes系统的手持终端,也可以是管理人员的智能手机,其信息传输方式与处理人员个人终端的信息传输方式相同。
82.作为本实施例的一个可选实施方式,为方便企业对生产现场的异常问题进行闭环管理,本实施例可在根据所述异常问题的问题类型和异常信息的种类数量触发预设处理流程之后,增加如下步骤:
83.根据触发的预设处理流程,生成过程备份信息,并将所述过程备份信息发送至管理人员的个人终端上。
84.在实际工作过程中,过程备份信息能够作为自动化生产流水线的历史记录信息,当生产现场发生相似的异常问题时,管理人员能根据过程备份信息总结历史记录的经验,从而提高异常问题的处置效率。
85.本实施例通过将对异常问题的处理流程进行过程监控,具体优化为:获取处理流程的触发时间和结束时间,根据所述触发时间和结束时间,计算处理流程的作业周期;在所述作业周期大于预设周期阈值时,生成超期提示信息,并将所述超期提示信息发送至管理人员的个人终端上。能够通过作业周期对异常问题的处理流程进行监控,从而避免异常问题处置延误,同时还能方便管理者对异常问题的处置进行闭环管理,进而及时跟踪反馈异常问题的处理进度。
86.实施例四
87.图4是本发明实施例四提供的生产现场异常问题联动报警装置的结构示意图,如图5所示,所述生产现场异常问题联动报警装置包括:
88.获取模块410,用于获取mes系统中传感器的异常信息,并根据所述异常信息的发出位置,确定异常问题的发生位置;
89.识别模块420,识别所述异常信息的信息内容,并根据所述异常信息的信息内容和异常问题的发生位置,确定异常问题的问题类型;
90.触发模块430,用于根据所述异常信息的信息内容,计算异常信息的种类数量,并在所述异常信息的种类数量大于预设种类数量阈值时,根据所述异常问题的问题类型和异常信息的种类数量触发预设处理流程;
91.监控模块440,用于根据所述异常信息的信息内容,计算每种异常信息的信息数量,并在所述每种异常信息的信息数量大于预设信息数量阈值时,对异常问题的处理流程进行过程监控。
92.本实施例提供的生产现场异常问题联动报警装置,能通过获取模块和识别模块确定异常问题的发生位置和问题类型,还能通过触发模块和监控模块触发预设处理流程,并对处理流程进行过程监控。与现有技术相比,本装置能够提高生产现场的异常问题处置效率,同时还能方便对生产现场的异常问题进行闭环管理,因此能够提高企业的运营效率。
93.在上述各实施例的基础上,所述生产现场异常问题联动报警装置,包括:
94.备份模块,所述备份模块用于根据触发的预设处理流程,生成过程备份信息,并将所述过程备份信息发送至管理人员的个人终端上。
95.在上述各实施例的基础上,所述生产现场异常问题联动报警装置,还包括:
96.异常提示信息显示模块,用于根据所述异常问题的问题类型和触发的预设处理流程,生成异常提示信息,并将所述异常提示信息显示在mes系统的展示看板上和/或发送至管理人员的个人终端上。
97.上述各实施例的基础上,所述触发模块包括:
98.步骤信息生成单元,用于根据所述异常问题的问题类型,选择作业顺序信息,并根据所述作业顺序信息的步骤顺序,生成步骤提示信息;
99.处理人员确定单元,用于根据所述异常信息的种类数量,选择处理人员的技能等级,并根据所述处理人员的技能等级,确定异常问题的处理人员;
100.步骤提示发送单元,用于将所述步骤提示信息发送至处理人员的个人终端上。
101.在上述各实施例的基础上,所述监控模块包括:
102.计时单元,用于获取处理流程的触发时间和结束时间,根据所述触发时间和结束时间,计算处理流程的作业周期;
103.超期提示发送单元,用于在所述作业周期大于预设周期阈值时,生成超期提示信息,并将所述超期提示信息发送至管理人员的个人终端上。
104.本发明实施例所提供的生产现场异常问题联动报警装置可执行本发明任意实施例所提供的生产现场异常问题联动报警方法,且具备执行方法相应的功能模块和有益效果。
105.实施例五
106.图5为本发明实施例五提供的一种系统的结构示意图。图5示出了适于用来实现本发明实施方式的示例性系统12的框图。图5显示的系统12仅仅是一个示例,不应对本发明实施例的功能和使用范围带来任何限制。
107.如图5所示,系统12以通用计算设备的形式表现。系统12的组件可以包括但不限于:一个或者多个处理器或者处理单元16,系统存储器28,连接不同系统组件(包括系统存储器28和处理单元16)的总线18。
108.总线18表示几类总线结构中的一种或多种,包括存储器总线或者存储器控制器,外围总线,图形加速端口,处理器或者使用多种总线结构中的任意总线结构的局域总线。举例来说,这些体系结构包括但不限于工业标准体系结构(isa)总线,微通道体系结构(mac)总线,增强型isa总线、视频电子标准协会(vesa)局域总线以及外围组件互连(pci)总线。
109.系统12典型地包括多种计算机系统可读介质。这些介质可以是任何能够被系统12访问的可用介质,包括易失性和非易失性介质,可移动的和不可移动的介质。
110.系统存储器28可以包括易失性存储器形式的计算机系统可读介质,例如随机存取存储器(ram)30和/或高速缓存32。系统12可以进一步包括其它可移动/不可移动的、易失性/非易失性计算机系统存储介质。仅作为举例,存储系统34可以用于读写不可移动的、非易失性磁介质(图5未显示,通常称为“硬盘驱动器”)。尽管图5中未示出,可以提供用于对可移动非易失性磁盘(例如“软盘”)读写的磁盘驱动器,以及对可移动非易失性光盘(例如cd-rom,dvd-rom或者其它光介质)读写的光盘驱动器。在这些情况下,每个驱动器可以通过一个或者多个数据介质接口与总线18相连。系统存储器28可以包括至少一个程序产品,该程序产品具有一组(例如至少一个)程序模块,这些程序模块被配置以执行本发明各实施例的功能。
111.具有一组(至少一个)程序模块42的程序/实用工具40,可以存储在例如系统存储器28中,这样的程序模块42包括但不限于操作系统、一个或者多个应用程序、其它程序模块以及程序数据,这些示例中的每一个或某种组合中可能包括网络环境的实现。程序模块42通常执行本发明所描述的实施例中的功能和/或方法。
112.系统12也可以与一个或多个外部设备14(例如键盘、指向设备、显示器24等)通信,还可与一个或者多个使得用户能与该系统12交互的设备通信,和/或与使得该系统12能与一个或多个其它计算设备进行通信的任何设备(例如网卡,调制解调器等等)通信。这种通信可以通过输入/输出(i/o)接口22进行。并且,系统12还可以通过网络适配器20与一个或者多个网络(例如局域网(lan),广域网(wan)和/或公共网络,例如因特网)通信。如图所示,网络适配器20通过总线18与系统12的其它模块通信。应当明白,尽管图中未示出,可以结合系统12使用其它硬件和/或软件模块,包括但不限于:微代码、设备驱动器、冗余处理单元、外部磁盘驱动阵列、raid系统、磁带驱动器以及数据备份存储系统等。
113.处理单元16通过运行存储在系统存储器28中的程序,从而执行各种功能应用以及数据处理,例如实现本发明实施例所提供的生产现场异常问题联动报警方法。
114.实施例六
115.本发明实施例六还提供了一种包含计算机可执行指令的存储介质,所述计算机可执行指令在由计算机处理器执行时用于执行如上述实施例提供的任一所述的生产现场异常问题联动报警方法。
116.本发明实施例的计算机存储介质,可以采用一个或多个计算机可读的介质的任意组合。计算机可读介质可以是计算机可读信号介质或者计算机可读存储介质。计算机可读存储介质例如可以是——但不限于——电、磁、光、电磁、红外线、或半导体的系统、装置或器件,或者任意以上的组合。计算机可读存储介质的更具体的例子(非穷举的列表)包括:具有一个或多个导线的电连接、便携式计算机磁盘、硬盘、随机存取存储器(ram)、只读存储器(rom)、可擦式可编程只读存储器(eprom或闪存)、光纤、便携式紧凑磁盘只读存储器(cd-rom)、光存储器件、磁存储器件、或者上述的任意合适的组合。在本文件中,计算机可读存储介质可以是任何包含或存储程序的有形介质,该程序可以被指令执行系统、装置或者器件使用或者与其结合使用。
117.计算机可读的信号介质可以包括在基带中或者作为载波一部分传播的数据信号,其中承载了计算机可读的程序代码。这种传播的数据信号可以采用多种形式,包括但不限于电磁信号、光信号或上述的任意合适的组合。计算机可读的信号介质还可以是计算机可读存储介质以外的任何计算机可读介质,该计算机可读介质可以发送、传播或者传输用于由指令执行系统、装置或者器件使用或者与其结合使用的程序。
118.计算机可读介质上包含的程序代码可以用任何适当的介质传输,包括——但不限于无线、电线、光缆、rf等等,或者上述的任意合适的组合。
119.可以以一种或多种程序设计语言或其组合来编写用于执行本发明操作的计算机程序代码,所述程序设计语言包括面向对象的程序设计语言—诸如java、smalltalk、c++,还包括常规的过程式程序设计语言—诸如“c”语言或类似的程序设计语言。程序代码可以完全地在用户计算机上执行、部分地在用户计算机上执行、作为一个独立的软件包执行、部分在用户计算机上部分在远程计算机上执行、或者完全在远程计算机或服务器上执行。在
涉及远程计算机的情形中,远程计算机可以通过任意种类的网络——包括局域网(lan)或广域网(wan)—连接到用户计算机,或者,可以连接到外部计算机(例如利用因特网服务提供商来通过因特网连接)。
120.注意,上述仅为本发明的较佳实施例及所运用技术原理。本领域技术人员会理解,本发明不限于这里所述的特定实施例,对本领域技术人员来说能够进行各种明显的变化、重新调整和替代而不会脱离本发明的保护范围。因此,虽然通过以上实施例对本发明进行了较为详细的说明,但是本发明不仅仅限于以上实施例,在不脱离本发明构思的情况下,还可以包括更多其他等效实施例,而本发明的范围由所附的权利要求范围决定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1