数据交互控制方法、装置、设备及存储介质与流程
1.本发明涉及数据控制技术领域,特别涉及一种数据交互控制方法、装置、设备及存储介质。
背景技术:
2.随着生产设备的自动化程度越来越高,全自动化、无人化的生产线越来越普遍,导致对生产线数据的把控也越来越重要。为了使全自动化、无人化的生产线能够稳定、有序地运行,并且在生产过程中及生产完成后能够对产品生产信息进行追溯,需要做到对生产设备的状态、加工参数、加工数据的绝对把控。而现有的全自动化、无人化产线的数据管理还不够完善,容易出现数据弄混、弄错漏等问题。
技术实现要素:
3.鉴于上述现有技术的不足之处,本发明提供一种数据交互控制方法、装置、设备及存储介质,可以在全自动化、无人化产线中避免出现数据弄混、弄错漏等问题。
4.本实施例采取了以下技术方案:
5.一种数据交互控制方法,包括步骤:
6.产品进入加工设备上料位时,控制装置控制加工设备获取产品的产品数据,并将产品数据发送到管理系统进行过账;
7.管理系统过账完成后,建立与产品数据对应的产品流水号,并将产品流水号发送回控制装置;
8.控制装置将设备状态数据和产品加工数据捆绑到产品流水号上;
9.产品进入加工设备下料位时,控制装置控制加工设备读取产品的产品数据,并将产品数据发送到管理系统进行过账;
10.管理系统过账完成后,控制装置将设备状态数据和产品加工数据发送到管理系统进行存储。
11.进一步的,在所述数据交互控制方法中,所述产品进入加工设备上料位时,控制装置控制加工设备获取产品的产品数据,并将产品数据发送到管理系统进行过账的步骤包括:
12.判断加工设备对产品数据的获取是否成功;
13.若获取成功,则将产品数据发送到管理系统进行过账;
14.若获取不成功,则确认是否控制加工设备重新获取产品数据或对产品进行抛料。
15.进一步的,在所述数据交互控制方法中,所述管理系统过账完成后,建立与产品数据对应的产品流水号,并将产品流水号发送回控制装置的步骤包括:
16.确定管理系统对产品数据的过账是否成功;
17.若过账成功,则管理系统建立与产品数据对应的产品流水号并返回到控制装置;
18.若过账不成功,则控制加工设备对产品进行抛料。
19.进一步的,在所述数据交互控制方法中,所述产品进入加工设备下料位时,控制装置控制加工设备读取产品的产品数据,并将产品数据发送到管理系统进行过账的步骤包括:
20.判断加工设备对产品数据的获取是否成功;
21.若获取成功,则将产品数据发送到管理系统进行过账;
22.若获取不成功,则确认是否控制加工设备重新获取产品数据、或对产品进行抛料、或对产品进行摆料。
23.进一步的,在所述数据交互控制方法中,所述管理系统过账完成后,控制装置将设备状态数据和产品加工数据发送到管理系统进行存储的步骤包括:
24.确定管理系统对产品数据的过账是否成功;
25.若过账成功,则控制装置将设备状态数据和产品加工数据发送到管理系统;
26.若过账不成功,则控制加工设备对产品进行抛料或对产品进行摆料。
27.进一步的,在所述数据交互控制方法中,在所述管理系统过账完成后,控制装置将设备状态数据和产品加工数据发送到管理系统进行存储的步骤之后,还包括:
28.管理系统对设备状态数据和产品加工数据进行校验,若校验成功,则发送校验成功信号至控制装置;若校验不成功,则发送报警信号至控制装置。
29.进一步的,在所述数据交互控制方法中,在所述产品进入加工设备上料位时,控制装置控制加工设备获取产品的产品数据,并将产品数据发送到管理系统进行过账的步骤前,还包括:
30.设定加工设备的设备状态;
31.设定加工设备的设备状态的要求;
32.设定控制装置需要与管理系统交互的数据类型。
33.一种数据交互控制装置,包括:
34.获取模块,用于控制加工设备分别在上料位和下料位获取产品数据;
35.接收模块,用于接收管理系统发送的产品流水号;
36.捆绑模块,用于将设备状态数据和产品加工数据捆绑到产品流水号上;
37.发送模块,用于将产品的产品数据、设备状态数据和产品加工数据发送到管理系统。
38.一种数据交互控制加工设备,包括存储器和处理器,所述存储器中存储有计算机程序,所述处理器执行所述计算机程序时实现如以上任意一项所述的数据交互控制方法。
39.一种计算机可读存储介质,所述计算机可读存储介质存储有计算机可执行指令,所述计算机可执行指令设置为执行如以上任意一项所述的数据交互控制方法。
40.相较于现有技术,本发明提供的一种数据交互控制方法、装置、设备及存储介质,其中数据交互控制方法通过建立与产品数据对应的流水号,可确保产品数据和对应的设备状态数据及产品加工数据准确绑定,不会出现数据弄混、错漏等情况;并通过流水号将捆绑的数据及时上抛到管理系统中进行存储,便于后期追溯产品的加工信息,确保自动化生产线可靠、有序地运行。
附图说明
41.图1为本发明提供的数据交互控制方法的流程图。
42.图2为图1中步骤s100的流程图。
43.图3为图1中步骤s200的流程图。
44.图4为图1中步骤s400的流程图。
45.图5为图1中步骤s500的流程图.
46.图6为本发明提供的数据交互控制装置的结构框图。
47.图7为本发明提供的数据交互控制设备的结构框图。
具体实施方式
48.为使本发明的目的、技术方案及效果更加清楚、明确,以下参照附图并举实施例对本发明进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明,在没有进一步叙述的情况下,一个实施方式中的元件、结构和特征也可以有益地结合到其他实施方式中。
49.本发明提供一种数据交互控制方法,主要涉及产品,加工设备,控制装置和管理系统的数据交互控制。产品在被加工设备加工前,可在产品上预先设置记录产品数据的载体,该载体可以是条形码、二维码或其它信息码,或者也可以是rfid标签,nfc芯片等。
50.加工设备可对产品进行进行取料、加工和下料,加工类型包括切割、焊接、钻孔、热处理等。控制装置可以控制加工设备读取产品上载体的信息,例如在加工设备上设置相机,通过相机对产品上二维码进行扫码获取产品数据,或者在加工设备上设置rfid阅读器,通过rfid阅读器获取产品上rfid标签内的产品数据。
51.同时,控制装置可以获取设备的工作状态,以及控制加工设备采集产品加工数据,并将设备的工作状态以及产品的加工数据发送给管理系统进行记账存储。
52.控制装置可与加工设备一体化设置,在控制数据交互的同时控制加工设备的加工操作,或者控制装置也可以单独设置。管理系统可设置在云端,用于对设备状态及产品加工数据进行管理,便于后期追溯产品的加工信息。
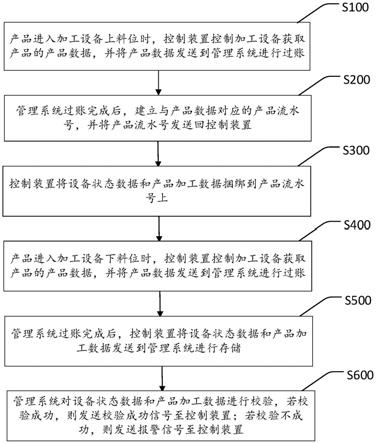
53.请参阅图1,本发明提供的数据交互控制方法包括:
54.s100、产品进入加工设备上料位时,控制装置控制加工设备获取产品的产品数据,并将产品数据发送到管理系统进行过账;
55.s200、管理系统过账完成后,建立与产品数据对应的产品流水号,并将产品流水号发送回控制装置;
56.s300、控制装置将设备状态数据和产品加工数据捆绑到产品流水号上;
57.s400、产品进入加工设备下料位时,控制装置控制加工设备获取产品的产品数据,并将产品数据发送到管理系统进行过账;
58.s500、管理系统过账完成后,控制装置将设备状态数据和产品加工数据发送到管理系统进行存储。
59.其中,在执行上述步骤前,首先需要对加工设备的设备状态进行定义和分类,并确定需要收集的产品加工数据,然后在加工设备对产品进行加工的过程中,主动测量、记录相关数据。
60.产品在上料时,控制装置通过控制加工设备获取产品的产品数据,并将产品数据发送到管理系统进行过账,此时管理系统可获得产品即将进行加工的信息,然后建立与产品数据对应的流水号,并返回流水号到控制装置中。
61.加工设备加工产品时,产品上记录产品数据的载体可能存在一个或多个。例如,需要对一个完整产品进行加工时,此时产品上的载体如二维码只需一个;需要对两个产品的组合进行加工时,此时产品上的载体如二维码可能需两个。通过管理系统返回的流水号,可以作为中间纽带,确保产品上的多个载体的产品数据保持一致。
62.产品在加工过程中,控制装置可将设备状态数据和产品加工数据捆绑到产品流水号上,并在加工结束且管理系统过账完成后,将设备状态数据和产品加工数据发送到管理系统内进行存储,此处的发送可用上抛表示,即将数据打包并主动上传到管理系统中。
63.通过流水号,可确保产品数据和对应的设备状态数据及产品加工数据准确绑定,不会出现数据弄混、错漏等情况;并通过流水号将捆绑的数据及时上抛到管理系统中进行存储,便于后期追溯产品的加工信息,从而不仅实现产品、加工设备、控制装置和管理系统的数据交互控制,还可保证可靠、有序的生产线全自动化运行和无人化管理。
64.对于步骤s100,在一些实施例中,请参阅图2,步骤s100还包括产品在上料位时,加工设备对产品数据获取是否成功的判断步骤,即:
65.s110、判断加工设备对产品数据的获取是否成功;
66.s120、若获取成功,则将产品数据发送到管理系统进行过账;
67.s130、若获取不成功,则确认是否控制加工设备重新获取产品数据或对产品进行抛料。
68.抛料是指在上料位不把产品送入加工位,而是将产品送入其它预设区域,如废料传送带,以存储有问题的产品。在步骤s130中,以加工设备扫码获取产品数据为例,控制装置可以通过弹出重新扫码的弹窗,由操作人员确定是否重新扫码,若选择不重新扫码即为扫码失败,对产品进行抛料;或者按照预设的规则,比如扫码不成功则再自动扫码一次,若还是不成功则直接对产品进行抛料。
69.对于步骤s200,在一些实施例中,请参阅图3,步骤s200还包括产品在上料位时,管理系统对产品数据过账是否成功的判断步骤,即:
70.s210、确定管理系统对产品数据的过账是否成功;
71.s220、若过账成功,则管理系统建立与产品数据对应的产品流水号并返回到控制装置;
72.s230、若过账不成功,则控制装置控制加工设备对产品进行抛料。
73.过账是指管理系统对产品将要加工及加工完成的信息进行记录,便于信息追溯。产品过账成功,控制装置才可控制加工设备对产品进行加工。如果产品过账失败(例如前工序未过账完成,产品不应该到此工序进行过账),其结果与扫码失败一样,在上料位对产品进行抛料,并且可以停止加工设备的生产,等待工作人员对扫码失败或过账失败的原因进行检查。
74.对于步骤s300,在实施之前,还需要确定被绑定到流水号上的设备状态数据和产品加工数据类型,该过程分为以下三步:
75.第一步、设定加工设备的设备状态,包括(括号中为英文代号):
76.设备运行(run)、设备等待下料(wait)、设备等待上料(idle)、设备暂停(stop)、设备故障(down)、制程故障(down)、设备清洁、维护(pm)、设备借机做料(eng)、设备调机(setup)、设备停机(off-line)等状态;
77.1、设备运行(run):加工设备全自动化运行中,无报警、无警告信息的设备状态。
78.2、设备等待下料(wait):加工设备全自动化运行中,无报警信息,但是下料位缺少放产品的料盘的警告信息的设备状态。
79.3、设备等待上料(idle):加工设备全自动化运行中,无报警信息,但是上料位缺少待生产产品的警告信息的设备状态。
80.4、设备暂停(stop):加工设备在暂停状态,无报警信息的设备状态。
81.5、设备故障(down):加工设备自动化硬件在报警中的设备状态。
82.6、制程故障(down):加工设备本身无报警,但是由于切割效果不佳,人员或远程给定工艺生产制程有问题的设备状态。制程故障又分为切割精度异常(工艺切割异常)、破坏类异常(工艺切割破坏到产品异常)以及其他类异常(工艺类备用异常)等状态。
83.7、设备清洁、维护(pm):加工设备维护或者清洁保养的设备状态。注意:加工设备必须在手动状态下才能选择该选项(或远程选择),人机界面进入保护界面,待安全门完全关闭后且弹窗确认加工设备内部无人员后才能跳出该状态。
84.8、设备借机做料(eng):加工设备本身未安排正常的作业生产,但是有一部分非正常生产的产品需要从加工设备做料且不计入生产统计内(此时加工设备不读取产品数据且不发送给管理系统过账)的设备状态。
85.9、设备调机(setup):加工设备调试中的做料且不计入生产统计内(此时加工设备不读取产品数据且不发送给管理系统过账)的设备状态。
86.10、设备停机(off-line):设备无报警无警告,也未排产的设备状态。
87.设备状态是所有数据的前提,当设备状态异常时,优先上抛设备状态,由于设备在异常状态,设备上抛的数据有可能是异常或者不正常的数据。
88.第二步、设定加工设备的设备状态要求:
89.1、加工设备的每个设备状态只能单独存在(不能同时出现两个或以上的设备状态),且设备状态按顺序等级逐次递增,等级越高出现时就必须优先显示。
90.2、设备故障(down)状态结束后只能转为设备暂停(stop)状态,不能直接转为设备运行(run)状态。
91.3、设备等待下料(wait)和设备等待上料(idle)状态是在设备运行(run)状态中,上下料过程中存在缺少产品或者料盘时提示。
92.4、制程故障(down)状态为工艺问题上抛,出现制程故障(down)状态后加工设备必须要转入设备调机(setup)模式才能正常使用。
93.5、设备清洁、维护(pm)状态为需要加工设备进行维护保养的状态,设备必须在手动模式下才能进入该状态,并且在该状态时,需要提前完成加工设备的触摸屏屏幕转入保护状态不能跳出、加工位平台锁死不能动作等设置,以保护操作人员的人身安全。
94.6、设备调机(setup)状态时,控制装置可以弹窗选择是否要获取产品数据和过账校验的功能。
95.7、设备停机(off-line)为加工设备停机不做料的状态,由于设备要统计稼动率,
所以不做料时不能在设备idle(等待上料)状态。
96.第三步,设定控制装置需要与管理系统交互的数据类型:
97.控制装置需要上抛的数据有:加工设备的设备状态数据、白夜班的总产能、设备步骤、设备稼动率(本机运行时间、本机报警时间、本机off-line时间)、产品数据、设备报警数据、相机纠偏数据、测高仪数据、切割参数等。
98.控制装置需要接收的远程数据有:远程设备初始化、远程报警复位、远程启动、远程暂停、远程停止、远程清料、远程允许pm(设备清洁保养)、校验数据结果、远程生产产品异常停机、远程生产工单结束停机等。
99.对于步骤s400,在一些实施例中,请参阅图4,步骤s400还包括产品在下料位时,加工设备对产品数据获取是否成功的判断步骤,即:
100.s410、判断加工设备对产品数据的获取是否成功;
101.s420、若获取成功,则将产品数据发送到管理系统进行过账;
102.s430、若获取不成功,则确认是否控制加工设备重新获取产品数据或对产品进行抛料。
103.以加工设备扫码获取产品数据为例,与上料位同理,控制装置可以通过弹出重新扫码的弹窗,由操作人员确定是否重新扫码,若选择不重新扫码即为扫码失败,对产品进行抛料;或者按照预设的规则,比如扫码不成功则再自动扫码一次,若还是不成功则直接对产品进行抛料。
104.对于步骤s500,在一些实施例中,请参阅图5,步骤s500还包括产品在下料位时,管理系统对产品数据过账是否成功的判断步骤,即:
105.s510、确定管理系统对产品数据的过账是否成功;
106.s520、若过账成功,则将设备状态数据和产品加工数据发送到管理系统;
107.s530、若过账不成功,则控制加工设备对产品进行抛料或对产品进行摆料。
108.摆料是指在下料位把产品送入成品区域摆盘,以存储加工完成的产品。下料位产品数据获取失败只能选择抛料,是因为摆盘后无法区别哪一片产品数据获取失败了。而控制装置自身可以设置单独的重过账流程,若产品数据获取成功但是管理系统过账失败,可以保证过账失败的产品也可以通过控制装置再次过账下去,保证产品的数据的完整性。
109.并且,在一些实施例中,请继续参阅图1,在步骤s500之后,还包括数据校验步骤:
110.s600、管理系统对设备状态数据和产品加工数据进行校验,若校验成功,则发送校验成功信号至控制装置;若校验不成功,则发送报警信号至控制装置。
111.产品在下料位过账后代表该产品从加工设备下线,即对该产品加工完成,最后摆料完成后返回对应的设备状态数据和产品加工数据,同时校验一次数据是否正确,例如数据是否有遗漏或者异常。若数据正常,则控制装置接收到校验成功信号,控制加工设备继续加工;若数据不正常,则控制装置收到报警信号,控制加工设备停机报警,并等待工作人员检查数据遗漏或异常的原因。
112.为了更好的理解本发明,以下提供一种具体实施例对本发明中数据交互控制方法进行说明。
113.在本实施例中,加工设备为激光切割设备,并在上料位和下料位均设置有扫码器;控制装置包括数控系统、上下料plc、切割位运动控制卡等,同时控制装置内装载有切割软
件;待加工的产品包括贴合的偏光膜和镜片,偏光膜和镜片上均有二维码,加工时需要将偏光膜与镜片按照3d标准轨迹分离;管理系统为客户的bc系统(设备模块控制系统)及mes系统(生产信息化管理系统)。
114.加工前,在正常作业时加工设备必须自动选中扫码功能和过账功能,在设备eng(借机做料)和设备setup(调机)状态时可以不过账,故加工设备在整机初始化完成后还未启动时可以修改设备状态,修改后加工设备会自动弹窗提示是否要扫码和过账功能。
115.加工时,上料位扫码器扫描偏光膜上的二维码,获取二维码内的产品数据,但是由于激光切割设备在切割时会切除偏光膜,所以该二维码在加工时会丢失,下料位扫码器需要扫描镜片上的二维码并再次捆绑产品数据,控制装置和管理系统需要在下料位之前,将偏光膜上的二维码和镜片上的二维码捆绑才能完成记账功能。
116.下料位扫码器扫描镜片上的二维码,数据捆绑就需要通过一个中间纽带,保证上料位的偏光膜上的二维码和下料位的镜片上的二维码上的产品数据保持一致。做法是在上料位扫码成功后(上料位扫码失败直接抛料),上抛给客户的bc系统,再通过客户的bc系统与客户的mes系统相连,结果上传到mes系统后码的内部通过相关规则换算成流水线上的流水号后,再发送回控制装置,即上料位在上料时把流水号发送给切割软件。
117.控制装置内的切割软件分为两部分,第一部分为控制切割平台的控制部分,第二部分为存储部分。控制软件的控制部分收到流水号后捆绑产品加工数据(如产品的测高数据)后传给存储部分,存储部分拿到测高数据和流水号后把切割参数捆绑到流水号上保存(便于离线后反查),再传给控制部分,控制部分在下料位取产品时再传给下料位plc。
118.下料位扫码器在扫描镜片上的二维码时仅仅过账不捆绑数据,在镜片摆料完成或者下料位扫码失败抛料时,再把流水号及相关数据返回给切割软件,切割软件再返回给bc系统做一次数据校验,如果正确则继续生产,如果校验失败则整机停止生产,并反查数据丢失原因或者数据被替换的原因。
119.过账是指追溯系统,控制软件把数据打包到流水号上,并上抛给到客户的bc系统,上料位扫码后bc系统即记录到该产品进入到加工设备中正要生产,切割完成后切割软件会把流水号为开头的一串带有该产品生产时的上下料位机构报警状态、测高参数、切割参数等数据打包给bc系统,下料位扫码过账后代表该产品从加工设备下线,即加工设备对该产品加工完成。
120.当出现上料位扫码失败和过账失败的情况时,扫码失败首先会弹窗提示是否要重新扫码,不重新扫码即扫码失败,如果扫码失败或者扫码成功但是过账系统反馈失败(比如前工序未过账完成,产品不应该到此工序)时,设备必须抛料不能生产下去。
121.当出现产品切割失败的情况,例如产品由于纠偏或者测高失败时,下料位需要直接把产品丢到ng传送带上,然后把该产品的相关数据返回校验一次即可。
122.当出现下料位扫码或者过账失败的情况时,首先产品先撕膜,撕膜完成后,偏光膜被丢弃,仅镜片去扫码位和摆料位,同上料位一样,扫码失败首先会弹窗提示是否要重新扫码,不重新扫码即扫码失败,下料位扫码失败后有弹窗提示是否要把镜片抛出,原因是摆盘后无法区别哪一片镜片过账失败了,抛出后到ng皮带上送出。控制装置的控制软件有单独的重过账流程,可以保证过账失败的镜片也可以再次过账下去,保证产品相关数据的完整性。
123.此外,在一些实施例中,本发明提供的数据交互控制方法,在执行过程中,还包括对控制装置及管理系统的数据防丢失保护步骤,即:
124.1、建立控制装置与管理系统之间的心跳机制;
125.在数据交互测试中,最大的问题就是数据交互一半,交互双方突然掉线无法连接问题,整机自动化会突然进入死机状态(软件部分)。为避免该情况的发生,在步骤s100之前,建立控制装置与管理系统的心跳机制,某一方的心跳不反馈即掉线,双方需要立马报警并停止联机动作,等待一方重启联机成功后再交互数据,并且控制装置中的数据时时上抛到管理系统中。即使出现数据交互到一半后控制装置或管理系统断开的情况,还可以在重新联机后再继续剩下的数据交互。
126.2、控制装置中切割软件与plc之间的数据保护;
127.切割软件可以直接读取plc内部地址,不需要建立心跳,交互信号时,plc写入数据后软件主动读取,读取完成后要把对应地址全部清零,保证plc下一片物料的数据不会覆盖当前数据,即plc在存储数据时首先要读取存储地址是否是0,保证地址内部数据为空才能存储新数据,如果数据一直不拿走但产品已拿走,则立即报警数据交互异常。
128.在一些实施例中,本发明提供的数据交互控制方法,在执行过程中,还包括管理系统、控制装置和加工设备之间的信息提示步骤,即:
129.1、倒班提示;
130.首先管理系统中的bc系统会和mes系统进行同步时间,完成后再和生产线上所有加工设备统一同步时间,到了预设的时间后加工设备会反馈数据提示bc系统倒班统计产能和稼动率。
131.2、维护提示;
132.管理系统中的bc系统会按照设备维护周期主动远程提示控制装置关于加工设备需要维护保养,设备弹窗报警提示即可,完成保养后反馈数据进入下一循环保养周期。
133.3、报警同步;
134.通过控制装置统计所有设备报警信息,保护切割位平台和切割软件的报警以及上下料位机构的报警信息,打包成数据流统一发送到bc系统,bc系统按照控制装置发的报警信息和警告信息即可直接显示,也进入统计。
135.4、分时、分班产能和单片单步ct和总ct;
136.按照系统要求,需要统计出每个小时的产能、一个班次的产能和单天的总产能,包括上料位ok、ng产能和下料位ok、ng产能,保留七天便于查询,且统计每一片从上料动作到下料动作的步骤ct和单片总ct并显示和统计。
137.并且,在一些实施例中,还包括管理系统和控制装置对加工设备进行远程控制的步骤。加工设备的硬件按钮或者远程信号都可以控制加工设备的初始化、启动、复位、暂停、停止等功能,只要加工设备稳定且高效传输数据,通过管理系统和控制装置,通过发送远程信号,能够远程控制整条生产线的设备的自动化生产,以及报警的处理。
138.通过实施以上数据控制方法,不仅流程简单且高效,可全面的掌控产线上的设备状态和制程参数,保证产线自动化、无人化的工业要求,提高了设备的生产效率,更节省人力降低了生产成本,使生产的效益最大化。
139.请参阅图6,本发明还提供一种数据交互控制装置,包括:
140.获取模块10,用于控制加工设备分别在上料位和下料位获取产品数据;
141.接收模块20,用于接收管理系统发送的产品流水号;
142.捆绑模块30,用于将设备状态数据和产品加工数据捆绑到产品流水号上;
143.发送模块40,用于将产品数据、设备状态数据和产品加工数据发送到管理系统。
144.在一些实施例中,数据交互控制装置还包括:
145.判断模块50,用于判断加工设备在上料位和下料位的产品数据的获取是否成功。
146.判断模块还用于判断管理系统对产品数据的过账是否成功。
147.以及,判断模块还用于判断管理系统对设备状态数据和产品加工数据的校验是否成功。
148.在一些实施例中,数据交互控制装置还包括:
149.抛料模块60,用于控制加工设备对产品进行抛料。
150.本发明还提供了一种非暂态计算机可读存储介质,其存储有计算机可执行指令,所述计算机可执行指令设置为执行上述实施例中的数据交互控制方法。
151.本发明还提供了一种数据交互控制设备,请参阅图7,数据交互控制设备a可与管理系统b通信连接,数据交互控制设备a还包括:
152.至少一个中央处理器a1(processor),图6中以一个中央处理器a1为例;存储器a2(memory),还可以包括显示屏a3、通信接口(communications interface)和总线。其中,中央处理器a1、存储器a2、显示屏a3和通信接口可以通过总线完成相互间的通信;显示屏a3设置为显示初始设置模式中预设的用户操作界面;通信接口可以传输信息;中央处理器a1可以调用存储器a2中的逻辑指令,以执行上述实施例中的方法。
153.所述中央处理器a1可以是中央处理单元(central processing unit,cpu),该处理器a1还可以是其他通用处理器、数字信号处理器(digital signal processor,dsp)、专用集成电路(application specific integrated circuit,asic)、现成可编程门阵列(field-programmable gate array,fpga)或者其他可编程逻辑器件、分立门或者晶体管逻辑器件、分立硬件组件等。
154.此外,上述的存储器a2中的逻辑指令可以通过软件功能单元的形式实现并作为独立的产品销售或使用时,可以存储在一个计算机可读取存储介质中。
155.存储器a2作为一种计算机可读存储介质,可设置为存储软件程序、计算机可执行程序,如本发明实施例中的方法对应的程序指令或模块。中央处理器a1通过运行存储在存储器a2中的软件程序、指令或模块,从而执行功能应用以及数据处理,即实现上述实施例中的方法。
156.存储器a2可包括存储程序区和存储数据区,其中,存储程序区可存储操作系统、至少一个功能所需的应用程序;存储数据区可存储根据终端设备的使用所创建的数据等。此外,存储器a2可以包括高速随机存取存储器,还可以包括非易失性存储器。
157.上述实施例的全部或部分步骤可以通过硬件来完成,也可以通过程序来指令相关的硬件完成,该程序可以存储于一计算机可读存储介质中,存储介质可以是非暂态存储介质,包括u盘、移动硬盘、只读存储器(read-only memory,rom)、随机存取存储器(random access memory,ram)、磁盘或光盘等等多种可以存储程序代码的介质,也可以是暂态存储介质。
158.可以理解的是,对本领域普通技术人员来说,可以根据本发明的技术方案及其发明构思加以等同替换或改变,而所有这些改变或替换都应属于本发明所附的权利要求的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1