一种无人值守智能多扦杆扦样系统的制作方法
1.本实用新型涉及粮食加工设备技术领域,具体涉及一种无人值守智能多扦杆扦样系统。
背景技术:
2.粮食存储加工等行业中,物料扦样是物料品质检验的首道工序,也是最重要的工序。目前,我国各大料食企业广泛采用人工扦样或机械半自动辅助扦样方式,扦样过程不可避免的存在效率低,扦样样本不全面、扦样过程作弊、扦样自动化程度低等问题,影响物料品质检验的结果,造成企业损失。
技术实现要素:
3.为克服所述不足,本实用新型的目的在于提供涉及一种无人值守智能多扦杆扦样系统。
4.本实用新型解决其技术问题所采用的技术方案是:一种无人值守智能多扦杆扦样系统,包括多扦杆扦样机、扦样控制单元、车辆余料返回系统、车辆行进系统、上位机操作单元;
5.所述多扦杆扦样机包括多个扦杆,所述扦杆与样品收集单元相连通,样品收集单元与样品分样单元相连通,样品分样单元分别与化验室储样器、车辆余料返回系统相连通。
6.具体地,所述多扦杆扦样机包括罩棚、行驶轨道、y轴行走装置、 x轴行走装置、z轴扦样装置,所述罩棚内两侧设有行驶轨道,y轴与行驶轨道方向一致,行驶轨道上装配有若干y轴行走装置,y轴行走装置上安装有x轴行走装置,每台y轴行走装置上可配置若干台x 轴行走装置,x轴行走装置上安装有z轴扦样装置,z轴扦样装置内装有扦杆。
7.具体地,所述样品收集单元包括负压系统、除尘装置、沙克龙、阀门元器件,多个所述扦杆通过管道与一台沙克龙相连通,每台沙克龙分别与除尘装置相连通,除尘装置与负压系统相连通,沙克龙与样品分样单元相连通。
8.具体地,所述样品分样单元包括集料斗、分样器,所述样品收集单元中的沙克龙与集料斗相连通,集料斗与分样器相连通,分样器的内设有返回物料导流管、质检物料导流管。
9.具体地,所述扦样控制单元包括扦样控制柜、plc控制模块、扦样执行机构。
10.具体地,所述车辆余料返回系统包括空压机、余料返回管道、阀门、检测装置,余料返回管道与分样器的返回物料导流管相连通,返回物料导流管上安装有阀门,返回物料导流管由空压机驱动。
11.具体地,所述车辆行进系统包括车型识别单元、身份验证单元、交通引导单元、视频监控单元、语音对讲单元,多扦杆扦样机下位行车道,其中:
12.所述行车道处设有车型识别单元,可识别车辆尺寸,车型识别单元包括安装立柱、激光测距、模拟量输入模块、车型识别摄像机、车型识别模块,待扦车辆驶入扦样区域,激光
测距设在行车道的前、后、左、右,模拟量输入模块是处理激光测距输出的模拟量数据;
13.所述身份验证单元包括安装立柱、柜体、刷卡器,所述刷卡器供电由扦样控制单元提供,并通过信号线与其连接;
14.所述视频监控单元包括摄像机、照明模块,监控摄像机、照明模块安装在扦样机罩棚的前、后、左、右四侧,均与上位机操作单元相连接;
15.所述语音对讲单元包括音频放大器、音柱、麦克风;
16.所述交通引导单元包括led显示屏、道闸、红绿灯、车号识别摄像机。
17.本实用新型的有益效果为:本实用新型设计合理,实用性较强,减少了人员参与,实现了扦样区域的自动判别和扦样点位的自动选取;本系统节约了成本,提高了工作效率,还避免了“人情粮”情况的发生,实现了“盲检盲扦”,保证了物料品质检验结果精确有效。
附图说明
18.图1为本实用新型的控制原理图。
19.图2为本实用新型的视频监控单元。
20.图3为本实用新型的车型识别单元。
21.图4为本实用新型的语音对讲单元。
22.图5为本实用新型的多扦杆扦样机结构示意图。
23.图6为本实用新型的物料收集单元处结构示意图。
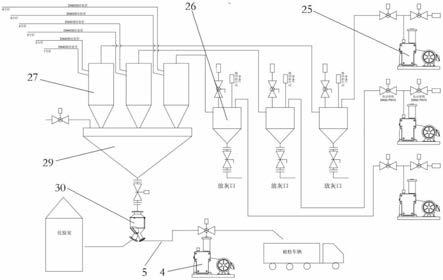
24.图7为本实用新型的物料收集单元以及车辆余料返回系统的结构示意图。
25.图8为本实用新型的分样器结构示意图。
26.图中图中,1工控机,2显示屏,3扦样控制柜,4空压机,5余料返回管道,6立柱,7柜体,8刷卡器,9led显示屏,10道闸, 11红绿灯,12车号识别摄像机,13摄像机,14照明模块,15激光测距,16音频放大器,17音柱,18麦克风,19打印机,20罩棚,21y 轴行走装置,22x轴行走装置,23z轴扦样装置,24行驶轨道,25罗茨风机,26、除尘装置,27沙克龙,28阀门元器件,29集料斗,30 分样器,301返回物料导流管,302质检物料导流管。
具体实施方式
27.现在结合附图对本实用新型作进一步详细的说明。
28.如图1至8所示的一种无人值守智能多扦杆扦样系统,包括多扦杆扦样机、扦样控制单元、车辆余料返回系统、车辆行进系统、上位机操作单元;
29.所述多扦杆扦样机包括多个扦杆,所述扦杆与样品收集单元相连通,样品收集单元与分样单元相连通,样品分样单元分别与化验室储样器、车辆余料返回系统相连通。
30.具体地,所述多扦杆扦样机包括罩棚20、行驶轨道24、y轴行走装置21、x轴行走装置22、z轴扦样装置23,所述罩棚20内两侧设有行驶轨道,y轴与行驶轨道24方向一致,行驶轨道上装配有1
‑
5 台y轴行走装置,y轴行走装置上安装有x轴行走装置,每台y轴行走装置21上可配置1
‑
3台x轴行走装置22,x轴行走装置22安装有 z轴扦样装置,z轴扦样装置内装有扦杆。
31.具体地,所述样品收集单元包括负压系统、除尘装置26、沙克龙27、阀门元器件28,多个所述扦杆通过管道与一台沙克龙相连通,每台沙克龙分别与除尘装置26相连通,除尘
装置26与负压系统相连通,所述负压系统采用罗茨风机25或水循环真空泵,提供动力,将物料吸引到沙克龙27内,沙克龙27与样品分样单元相连通。
32.具体地,所述样品分样单元包括集料斗、分样器,所述样品收集单元中的沙克龙27与集料斗相连通,集料斗与分样器相连通,分样器的内设有返回物料导流管301、质检物料导流管302,质检物料导流管302与化验室储样器相连通,返回物料导流管301与车辆余料返回系统相连通,将粮食混入集料斗中,集料斗将多个沙克龙排出的物料充分混合,混合后排入分样器,分样器将样品等分,部分用于质检,部分通过车辆余料返回系统返回到被检测车辆。
33.具体地,所述扦样控制单元包括扦样控制柜3、plc控制模块、扦样执行机构,plc控制模块读取设备状态信息,并控制外围设备的信息状态输出,扦样执行机构具体执行扦样的动作流程,包含随机扦样点选取、负压系统吸料、余料返回系统等动作的执行,plc控制模块控制罗茨风机25及各个流程对应的阀门元器件28开启、关闭,实现扦样过程的“吸料”“放料”等;物料收集单元为多个沙克龙27构成,将收集到的物料充分混合,保证样品的全面性。
34.具体地,所述车辆余料返回系统包括空压机4、余料返回管道5、阀门、检测装置,余料返回管道5与分样器的返回物料导流管301相连通,返回物料导流管301上安装有阀门,返回物料导流管301由空压机4驱动,检测装置用于检测车辆余料返回系统内部是否还有样品剩余,安装在余料返回管道5内,工作时单次车辆扦样,获取的样品 1/3用于化验质检,其余通过余料返回系统送返被检车辆。
35.具体地,所述车辆行进系统包括车型识别单元、身份验证单元、交通引导单元、视频监控单元、语音对讲单元,多扦杆扦样机下位行车道,其中:
36.所述行车道处设有车型识别单元,可识别车辆尺寸,车型识别单元包括安装立柱、激光测距15、模拟量输入模块、车型识别摄像机、车型识别模块,待扦车辆驶入扦样区域,激光测距15设在行车道的前、后、左、右,模拟量输入模块是处理激光测距输出的模拟量数据,车型识别模块判别该车辆的扦样区域,将区域信息传入plc,plc控制扦样执行机构进行随机扦样;
37.所述身份验证单元包括安装立柱6、柜体7、刷卡器8,其中刷卡器可采用射频卡、ic卡、身份证、二维码等多种识别方式,所述刷卡器8供电由扦样控制单元提供,并通过信号线与其连接,可将其获取的车辆信息传给扦样机控制柜内的plc控制模块,再与上位机操作单元车辆信息进行对比,若相符,则道闸抬起,车辆驶入待扦区域;
38.所述视频监控单元包括摄像机13、照明模块14,摄像机 13、照明模块14安装在扦样机罩棚20的前、后、左、右四侧,均与上位机操作单元相连接,用以监控扦样过程的安全性、随机性,摄像机13用于监控整个扦样过程,防止作弊及预防危险发生;
39.所述语音对讲单元包括音频放大器16、音柱17、麦克风18,用于对讲、流程引导;
40.所述交通引导单元包括led显示屏9、道闸10、红绿灯11、车号识别摄像机12,用于车辆引导、流程指示。
41.具体地,所述上位机操作单元由扦样管理软件、打印机19等组成。扦样管理软件安装于工控机1上,车辆扦样流程可通过扦样管理软件进行监控以及手动控制,打印机用于扦样、质检信息。
42.本实用新型不局限于所述实施方式,任何人应得知在本实用新型的启示下作出的
结构变化,凡是与本实用新型具有相同或相近的技术方案,均落入本实用新型的保护范围之内。
43.本实用新型未详细描述的技术、形状、构造部分均为公知技术。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1