一种电火花成型机床及其控制系统的制作方法
1.本实用新型涉及机床设备技术领域,具体涉及一种电火花成型机床及其控制系统。
背景技术:
2.电火花成型机床以电极作为正极、工件作为负极,在工作液中正极工件之间产生放电实现对工件的无切削加工。
3.电火花成型机床主要应用于模具零件、发动机中的部分零件等超硬材料,以及复杂型腔、狭缝等结构件的加工。现有技术中,电火花成型机床为立柱式,存在单轴数控、三轴数控等类型,在加工复杂零件时,存在零件中心位置定位困难和定位时间长的问题。
技术实现要素:
4.针对现有技术中的问题,本实用新型实施例提供一种电火花成型机床及其控制系统。
5.一方面,本实用新型提出一种电火花成型机床的控制系统,包括机床主机、输入输出控制板、母板、ab轴驱动板、第一数据传输板和三维自动测头控制模块,其中:
6.所述机床主机与所述输入输出控制板相连,所述输入输出控制板与所述母板相连,所述第一数据传输板与所述母板相连,所述ab轴驱动板与所述母板相连,所述三维自动测头控制模块与所述第一数据传输板相连。
7.进一步地,所述ab轴驱动板包括a轴全闭环测量单元、a轴编码器控制单元、b轴全闭环测量单元和b轴编码器控制单元,其中:
8.所述a轴全闭环测量单元和所述a轴编码器控制单元分别与所述母板相连,所述b轴全闭环测量单元和所述b轴编码器控制单元分别与所述母板相连。
9.进一步地,所述a轴全闭环测量单元和所述b轴全闭环测量单元采用光隔离器-晶体管。
10.进一步地,所述a轴编码器控制单元包括霍尔信号子单元和电机编码器,所述霍尔信号子单元用于测量a轴的旋转速度,所述电机编码器用于判断a轴的旋转方向。
11.进一步地,所述b轴编码器控制单元包括霍尔信号子单元和电机编码器,所述霍尔信号子单元用于测量b轴的旋转速度,所述电机编码器用于判断b轴的旋转方向。
12.进一步地,所述电机编码器包括依次相连的光隔离器-晶体管和cmos接收器。
13.进一步地,所述三维自动测头控制模块采用aux-b198板。
14.进一步地,所述电火花成型机床的控制系统还包括第二数据传输板,所述第二数据传输板分别与所述三维自动测头控制模块和所述母板相连。
15.另一方面,本实用新型提出一种采用上述任一实施例所述的控制系统的电火花成型机床,包括机床本体,所述机床本体包括工作台,在所述工作台上固定设置a/b轴和b轴限位开关,并在所述机床本体上设置三维自动测头的数据接收器。
16.进一步地,所述机床本体包括机床液槽,在所述机床液槽上固定所述数据接收器。
17.本实用新型实施例提供的电火花成型机床的控制系统,包括机床主机、输入输出控制板、母板、ab轴驱动板、第一数据传输板和三维自动测头控制模块,机床主机与输入输出控制板相连,输入输出控制板与母板相连,第一数据传输板与母板相连,ab轴驱动板与母板相连,三维自动测头控制模块与第一数据传输板相连,通过ab轴驱动板实现对a/b轴的控制,并通过三维自动测头控制模块接收数据接收器,能够加工复杂零件,提高了机床的工作效率。
附图说明
18.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。在附图中:
19.图1是本实用新型第一实施例提供的电火花成型机床的结构示意图。
20.图2是本实用新型第二实施例提供的电火花成型机床的控制系统的结构示意图。
21.图3是本实用新型第三实施例提供的电火花成型机床的控制系统的结构示意图。
22.图4是本实用新型第四实施例提供的电火花成型机床的控制系统的结构示意图。
23.附图标记说明:
24.1、机床本体;
25.2、a/b轴;
26.11、工作台;
27.21、机床主机;
28.22、输入输出控制板;
29.23、母板;
30.24、ab轴驱动板;
31.25、第一数据传输板;
32.26、三维自动测头控制模块;
33.27、第二数据传输板;
34.241、a轴全闭环测量单元;
35.242、a轴编码器控制单元;
36.243、b轴全闭环测量单元;
37.244、b轴编码器控制单元。
具体实施方式
38.为使本实用新型实施例的目的、技术方案和优点更加清楚明白,下面结合附图对本实用新型实施例做进一步详细说明。在此,本实用新型的示意性实施例及其说明用于解释本实用新型,但并不作为对本实用新型的限定。需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互任意组合。
39.需要说明的是,本技术的说明书和权利要求书及上述附图中的术语“包括”和“具
有”以及他们的任何变形,意图在于覆盖不排他的包含,例如,包含了一系列步骤或单元的过程、方法、系统、产品或设备不必限于清楚地列出的那些步骤或单元,而是可包括没有清楚地列出的或对于这些过程、方法、产品或设备固有的其它步骤或单元。
40.图1是本实用新型第一实施例提供的电火花成型机床的结构示意图,如图1所示,本实用新型实施例提供的电火花成型机床,包括机床本体1,机床本体1包括工作台11,在工作台11上固定设置a/b轴2和b轴限位开关(图中未示出),并在机床本体1上设置三维自动测头的数据接收器(图中未示出)。
41.其中,a/b轴2可以通过螺栓连接的方式固定到工作台11上,a/b轴2上安装工件。安装工件的轴,定义为a轴,a轴能够360度旋转。带动a轴前后旋转的轴,定义为b轴,b轴工作范围可以为-95度至95度。通过a轴与b轴的组合,固定在a/b轴2上的工件除了底面之外,其余的五个面都可以由所述电火花成型机床的立式主轴进行加工。a/b轴2与所述电火花成型机床的xyz三直线轴实现联动,能够加工出复杂的空间曲面。所述b轴限位开关用于检测b轴移动的限位,在b轴移动到限位之后b轴会停止移动,所述b轴限位开关将b轴的位置信号提供给机床主机。a/b轴2可以采用型号为hirschmann fjrt126re-p-04l的a/b轴,根据实际需要进行选择,本实用新型实施例不做限定。所述b轴限位开关根据实际需要进行选择,本实用新型实施例不做限定。
42.三维自动测头包括数据接收器和自动测头,在自动测头上安装探针。所述数据接收器与所述自动测头之间无线通信连接。所述数据接收器固定在机床本体1上,在使用三维自动测头时,将所述自动测头固定到所述电火花成型机床的机床主轴上,对固定到a/b轴2上的工件进行找正和位置检测,获得的数据通过所述数据接收器传输给所述机床主机,通过三维自动测头还可以实现对刀、刀具破损检测、序中测量和首件检测,并可自动更新刀具偏置,可以减少机床停机时间。在使用完之后,需要将所述自动测头从所述电火花成型机床的机床主轴上卸下。其中,所述数据接收器的安装位置根据实际需要进行设置,本实用新型实施例不做限定。三维自动测头可以采用型号为renishaw omp400的三维自动测头。
43.通过a/b轴和三维自动测头共同作用,可以实现工件的自动找正、五轴差补的功能,降低废品率,提高所述电火花成型机床的加工效率。
44.本实用新型实施例提供的电火花成型机床,包括机床本体,机床本体包括工作台,在工作台上固定设置a/b轴和b轴限位开关,并在机床本体上设置三维自动测头的数据接收器,通过a/b轴和三维自动测头提高机床的加工效率。
45.在上述各实施例的基础上,进一步地,机床本体1包括液槽,在所述机床液槽上固定所述数据接收器,以方便所述数据接收器与所述自动测头进行通信。
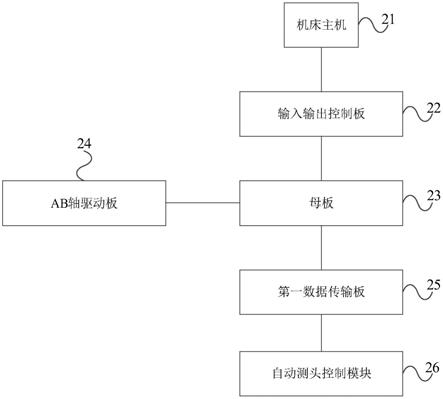
46.图2是本实用新型第二实施例提供的电火花成型机床的控制系统的结构示意图,如图2所示,本实用新型实施例提供的电火花成型机床的控制系统,可以应用于上述任一实施例所述的电火花成型机床,包括机床主机21、输入输出控制板22、母板23、ab轴驱动板24、第一数据传输板25和三维自动测头控制模块26,其中:
47.机床主机21与输入输出控制板22相连,输入输出控制板22与母板23相连,第一数据传输板25与母板23相连,ab轴驱动板24与母板23相连,三维自动测头控制模块26与第一数据传输板25相连。
48.其中,机床主机21用于控制所述电火花成型机床。输入输出控制板22用于信号传
输,将来自机床主机21的信号传输给母板23,并将从母板23接收的信号传输给机床主机21,输入输出控制板22可以采用iob-101板。母板23用于连接相关模块,母板可以采用bab-101板。ab轴驱动板24用于向a/b轴2传输控制信号,控制a/b轴2的a轴电机和b轴电机的旋转,可以采用imc-14轴驱动板。第一数据传输板25用于数据传输,可以采用icb-026板。三维自动测头控制模块26与所述数据接收器相连,能够从所述数据接收器接收数据。
49.机床主机21的控制指令能够通过输入输出控制板22和母板23传输给ab轴驱动板24,以控制a/b轴2的动作。所述数据接收器接收到的数据可以通过三维自动测头控制模块26、第一数据传输板25、母板23和输入输出控制板22传输给机床主机21。所述b轴限位开关与第一数据传输板25相连,所述b轴限位开关采集的位置信号通过第一数据传输板25、母板23和输入输出控制板22传输给机床主机21。
50.可理解的是,所述电火花成型机床具有x、y、z三直线轴,x轴和y轴是工作台水平面上相互垂直的两个轴,z轴是垂直于工作台水平面上的轴。电火花成型机床的控制系统会包括控制x轴和y轴移动的xy轴驱动板,以及控制z轴移动的z轴驱动板。
51.本实用新型实施例提供的电火花成型机床的控制系统,包括机床主机、输入输出控制板、母板、ab轴驱动板、第一数据传输板和三维自动测头控制模块,机床主机与输入输出控制板相连,输入输出控制板与母板相连,第一数据传输板与母板相连,ab轴驱动板与母板相连,三维自动测头控制模块与第一数据传输板相连,通过ab轴驱动板实现对a/b轴的控制,并通过三维自动测头控制模块接收数据接收器,能够加工复杂零件,提高了机床的工作效率。
52.图3是本实用新型第三实施例提供的电火花成型机床的控制系统的结构示意图,如图3所示,在上述各实施例的基础上,进一步地,ab轴驱动板24包括a轴全闭环测量单元241、a轴编码器控制单元242、b轴全闭环测量单元243和b轴编码器控制单元244,其中:
53.a轴全闭环测量单元241和a轴编码器控制单元242分别与母板23相连,b轴全闭环测量单元243和b轴编码器控制单元244分别与母板23相连。
54.其中,a轴全闭环测量单元241与a/b轴2的a轴的传感器相连,通过a轴的传感器获得a轴的位置信息,将a轴的位置信息通过母版23、输入输出控制板22传输给机床主机21。机床主机21向a轴发送的位置控制信息会通过输入输出控制板22和母版23传输给a轴全闭环测量单元241,a轴全闭环测量单元241会控制a轴移动到位置控制信息包括的指定位置2。a轴编码器控制单元242与a/b轴2的a轴的传感器相连,用于获得a轴的旋转速度和旋转方向,将a轴的旋转速度和旋转方向通过母版23、输入输出控制板22传输给机床主机21。机床主机21向a轴发送的旋转控制信息会通过输入输出控制板22和母版23传输给a轴编码器控制单元242,a轴编码器控制单元242会控制a轴按照旋转控制信息包括的旋转速度和旋转方向进行动作。
55.b轴全闭环测量单元243与a/b轴2的b轴的传感器相连,通过b轴的传感器获得b轴的位置信息,将b轴的位置信息通过母版23、输入输出控制板22传输给机床主机21。机床主机21向b轴发送的位置控制信息会通过输入输出控制板22和母版23传输给b轴全闭环测量单元241,b轴全闭环测量单元243会控制b轴移动到位置控制信息包括的指定位置2b轴编码器控制单元244与a/b轴2的b轴的传感器相连,用于获得b轴的旋转速度和旋转方向,将b轴的旋转速度和旋转方向通过母版23、输入输出控制板22传输给机床主机21。机床主机21向b
轴发送的旋转控制信息会通过输入输出控制板22和母版23传输给b轴编码器控制单元244,b轴编码器控制单元244会控制b轴按照旋转控制信息包括的旋转速度和旋转方向进行动作。
56.在上述各实施例的基础上,进一步地,a轴全闭环测量单元241采用光隔离器-晶体管,b轴全闭环测量单元243采用光隔离器-晶体管。其中,光隔离器-晶体管可以采用型号为tpl120的光隔离器-晶体管。
57.在上述各实施例的基础上,进一步地,a轴编码器控制单元242包括霍尔信号子单元和电机编码器,所述霍尔信号子单元用于获得a轴的旋转速度,所述电机编码器用于获得a轴的旋转方向。
58.其中,a轴编码器控制单元242包括的霍尔信号子单元与a/b轴2的测量a轴转速的传感器相连,根据上述传感器的信号可以计算出a轴的旋转速度。a轴编码器控制单元242包括的电机编码器与a/b轴2的检测a轴旋转方向的传感器相连,根据上述传感器的信号可以判断出a轴的旋转方向。
59.在上述各实施例的基础上,进一步地,b轴编码器控制单元244包括霍尔信号子单元和电机编码器,所述霍尔信号子单元用于测量b轴的旋转速度,所述电机编码器用于判断b轴的旋转方向。
60.其中,b轴编码器控制单元244包括的霍尔信号子单元与a/b轴2的测量b轴转速的传感器相连,根据上述传感器的信号可以计算出b轴的旋转速度。b轴编码器控制单元244包括的电机编码器与a/b轴2的检测b轴旋转方向的传感器相连,根据上述传感器的信号可以判断出b轴的旋转方向。
61.在上述各实施例的基础上,进一步地,所述电机编码器包括依次相连的光隔离器-晶体管和互补型金属氧化物半导体电路(complementary metal-oxide-semiconductor,简称cmos)接收器。其中,cmos接收器可以采用型号为ds34lv86t的高速四通道差分cmos接收器,所述光隔离器-晶体管可以采用型号为tpl120的光隔离器-晶体管。
62.在上述各实施例的基础上,进一步地,三维自动测头控制模块26,采用aux-b198板,所述aux-b198板与第一数据传输板25相连。
63.aux-b198板连接三维自动测头的数据接收器,aux-b198板从所述数据接收器接收到的数据可以通过第一数据传输板25、母板23和输入输出控制板22上传给机床主机21。第一数据传输板25可以用于传输探针错误信号、探针激活信号以及探针电源信号。
64.图4是本实用新型第四实施例提供的电火花成型机床的控制系统的结构示意图,如图4所示,在上述各实施例的基础上,进一步地,本实用新型实施例提供的电火花成型机床的控制系统还包括第二数据传输板27,第二数据传输板27分别与三维自动测头控制模块26和母板23相连。第二数据传输板27可以采用add-22板。第二数据传输板27可以用于传输探针状态信号,当探针与所述数据接收器通讯正常时,探针上的指示灯接收到探针状态信号显示为绿色,当探针与所述数据接收器无法通讯时,探针上的指示灯显示为红色。
65.本说明书中的各个实施例均采用递进的方式描述,各个实施例之间相同相似的部分互相参见即可,每个实施例重点说明的都是与其他实施例的不同之处。
66.在本说明书的描述中,参考术语“一个实施例”、“一个具体实施例”、“一些实施例”、“例如”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的
具体特征、结构、材料或者特点包含于本实用新型的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
67.以上所述的具体实施例,对本实用新型的目的、技术方案和有益效果进行了进一步详细说明,所应理解的是,以上所述仅为本实用新型的具体实施例而已,并不用于限定本实用新型的保护范围,凡在本实用新型的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1