应用于数控系统的刀具路径控制方法与流程
1.本发明属于数控加工技术领域,尤其涉及应用于数控系统的刀具路径控制方法。
背景技术:
2.在数控加工的过程中,当前的伺服控制器的伺服接口对cnc控制器发过来的数据指令使用高采样率(即采样周期较短),cnc控制器内部伺服接口相对于伺服控制器的伺服接口采用低采样率(既采样周期较长),这样导致伺服控制器在控制伺服电机运动时是不流畅的,导致伺服电机在运动的过程中是不连续运动,而且有时需要利用多个伺服电机控制刀具移动,这样就会导致所有伺服电机的抖动传递到末端的刀具上,从而让驱动件的运动曲线是一个阶梯曲线图像,而不是平滑曲线图像,如图1所示,这样会使刀具在加工时因为抖动的原因而降低加工精度。
技术实现要素:
3.为解决上述技术问题,本发明提供应用于数控系统的刀具路径控制方法,能够提高加工精度。
4.为实现上述目的,本发明采用以下技术方案。
5.第一方面,提供一种应用于数控系统的刀具路径控制方法,其特征在于,所述方法包括:从插补编译器编译的加工信息中获取采样起点的位置、速度以及加速度,采样终点的位置、速度以及加速度,以及采样起点到达采样终点所需时间传输到插补执行器;
6.在插补执行器中将获取采样起点的位置、速度以及加速度,采样终点的位置、速度以及加速度,以及采样起点到达采样终点所需时间代入五阶多项式轨迹公式以及对应的速度公式和加速度公式获得所述采样起点到采样终点的位置关于时间的函数式及图像、所述采样起点到采样终点的速度关于时间的函数式及图像以及所述采样起点到采样终点的加速度关于时间的函数式及图像,并获取所述采样起点到采样终点的位置关于时间的函数式的各个系数;
7.将五阶多项式轨迹公式以及对应的速度公式和加速度公式以及所述采样起点到采样终点的位置关于时间的函数式的各个系数传输至伺服控制器,在所述伺服控制器中重构所述采样起点到采样终点的位置关于时间的函数式及图像、所述采样起点到采样终点的速度关于时间的函数式及图像以及所述采样起点到采样终点的加速度关于时间的函数式及图像;
8.所述伺服控制器根据所述采样起点到采样终点的位置关于时间的函数式、所述采样起点到采样终点的速度关于时间的函数式以及所述采样起点到采样终点的加速度关于时间的函数式控制驱动件运动。
9.作为优选,所述轨迹公式为p(t)=c5t5+c4t4+c3t3+c2t2+c1t+c0;
10.所述速度公式为v(t)=5c5t4+4c4t3+3c3t2+2c2t+c1;
11.所述加速度公式为a(t)=20c5t3+12c4t2+6c3t+2c2;
12.其中,c5、c4、c3、c2、c1、c0均为系数,t为时间。
13.第二方面,提供一种应用于数控系统的刀具路径控制方法,其特征在于,所述方法包括:从插补编译器编译的加工信息中获取采样起点的位置、速度以及加速度,采样终点的位置、速度以及加速度,以及采样起点到达采样终点所需时间传输到插补执行器;
14.在插补执行器中将获取采样起点的位置、速度以及加速度,采样终点的位置、速度以及加速度,以及采样起点到达采样终点所需时间代入五阶多项式轨迹公式以及对应的速度公式和加速度公式获得所述采样起点到采样终点的位置关于时间的函数式及图像、所述采样起点到采样终点的速度关于时间的函数式及图像以及所述采样起点到采样终点的加速度关于时间的函数式及图像;
15.将五阶多项式轨迹公式以及对应的速度公式和加速度公式,以及采样起点的位置、速度及加速度,采样终点的位置、速度及加速度传输至伺服控制器;
16.所述伺服控制器根据所保留的采样时间结合采样起点的位置、速度及加速度,采样终点的位置、速度及加速度,以及五阶多项式轨迹公式及对应的速度公式、加速度公式,自行计算所述采样起点到采样终点的位置关于时间的函数式及图像、所述采样起点到采样终点的速度关于时间的函数式及图像以及所述采样起点到采样终点的加速度关于时间的函数式及图像;
17.所述伺服控制器根据所述采样起点到采样终点的位置关于时间的函数式、所述采样起点到采样终点的速度关于时间的函数式以及所述采样起点到采样终点的加速度关于时间的函数式控制驱动件运动。
18.作为优选,所述轨迹公式为p(t)=c5t5+c4t4+c3t3+c2t2+c1t+c0;
19.所述速度公式为v(t)=5c5t4+4c4t3+3c3t2+2c2t+c1;
20.所述加速度公式为a(t)=20c5t3+12c4t2+6c3t+2c2;
21.其中,c5、c4、c3、c2、c1、c0均为系数,t为时间。
22.有益效果:如本发明中第一方法和第二方面所提供的方法,旨在给出由cnc计算的完美曲线,使得伺服控制器可以计算其位置、速度和加速度命令。在本发明中我们没有给出每个轴的位置,而是给出了5阶多项式的6个系数即c0、c1、c2、c3、c4、c5。在传统技术中伺服只能知道cnc命令的采样近似值,而在本发明中,由于每个伺服控制器都可以重建函数图像,因此伺服控制器可以得到确切的位置、速度和加速度,体现在刀具的移动轨迹上则是能够让驱动件进行平稳的连续式移动,而不是快速启动快速暂停的不连续式运动,从而能够避免刀具在移动过程中因为驱动件多次的快速启动快速暂停带来的间歇抖动影响其加工精度。另一方面,本发明中cnc本身的采样率可以降低很多:例如采用5毫秒而不是1毫秒,这大大减少了主控制器的繁忙度,从而提高了它的性能和稳定性。
附图说明
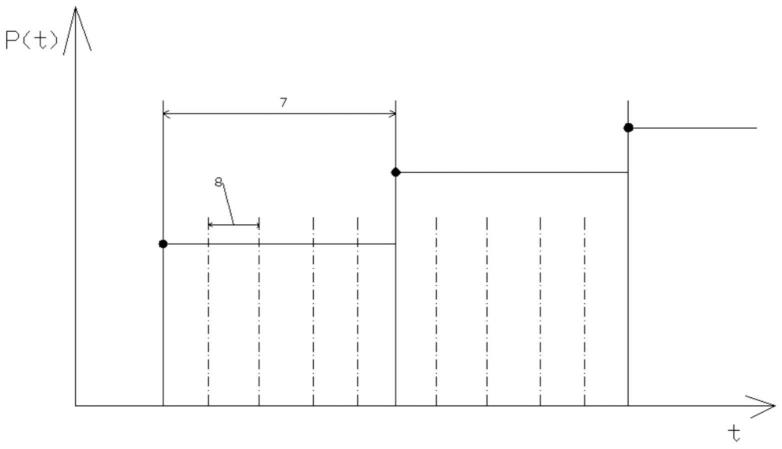
23.图1为现有技术中的采样起点到采样终点的位置关于时间的驱动件部分间歇运动图像示意图上的cnc主控制器的采样周期与伺服控制器的采样周期示意图;
24.图2为本发明一种实施例中的数控系统与伺服控制器的示意图;
25.图3为本发明一种实施例中的采样起点到采样终点的位置、速度方向关于时间变化而变化的示意图;
26.图4为本发明一种实施例中的示意图采样起点到采样终点的位置关于时间的驱动件部分运动曲线示意图上的cnc主控制器的采样周期与伺服控制器的采样周期示意图。
27.图中,1-cnc主控制器,2-人机界面主控制器,3-编译器,4-插补编译器,5-插补执行器,6-伺服控制器。
具体实施方式
28.以下结合具体实施例和说明书附图对本发明作出进一步清楚详细的描述说明。本领域普通技术人员在基于这些说明的情况下将能够实现本发明。此外,下述说明中涉及到的本发明的实施例通常仅是本发明一部分的实施例,而不是全部的实施例。因此,基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都应当属于本发明保护的范围。如无特殊说明,本发明实施例所简述的方法均为本领域技术人员所掌握的方法。
29.下面结合附图2-4对本技术进一步说明:
30.作为本发明的其中一种实施例,提供一种刀具路径的控制方法,应用于数控系统,所述数控系统如图2所示,包括cnc主控制器1、多个伺服控制器6,每个所述伺服控制器6均与所述cnc主控制器1相连接,所述cnc主控制器1包括人机界面主控制器2、编译器3、插补编译器4以及插补执行器5。
31.所述人机界面控制器2用于输出加工信息和显示所述编译器3传输的图像;所述编译器3用于接收所述人机界面控制器传输的加工信息并处理成相应的图像传输回人机界面控制器2;所述插补编译器4用于接收来自所述编译器3的加工信息并进行编译后传输到给所述插补执行器5;所述插补执行器5用于接收所述插补编译器4传输的编译后的加工信息后传输给所述伺服控制器6;所述伺服控制器6用于控制驱动件运动。
32.本发明旨在给出由cnc计算的拟合曲线,使得伺服控制器可以计算其位置、速度和加速度命令。
33.在本发明中,我们没有给出每个轴的位置,而是给出了5阶多项式的6个系数即c0、c1、c2、c3、c4、c5。这样做的好处在于:第一,在传统技术中伺服只能知道cnc命令的采样近似值,现在本发明中,每个伺服都可以知道完美的位置、速度和加速度。第二,cnc本身的采样率可以降低很多:像5毫秒而不是1毫秒,这大大减少了主控制器的繁忙度,从而提高了它的性能和稳定性。
34.其实现方式也有两种:
35.1.系数可由cnc计算并传送至伺服。
36.作为本发明的一种实施例,提供一种应用于数控系统的刀具路径控制方法,所述方法包括:从插补编译器编译的加工信息中获取采样起点的位置、速度以及加速度,采样终点的位置、速度以及加速度,以及采样起点到达采样终点所需时间传输到插补执行器;
37.在插补执行器中将获取采样起点的位置、速度以及加速度,采样终点的位置、速度以及加速度,以及采样起点到达采样终点所需时间代入五阶多项式轨迹公式以及对应的速度公式和加速度公式获得所述采样起点到采样终点的位置关于时间的函数式及图像、所述采样起点到采样终点的速度关于时间的函数式及图像以及所述采样起点到采样终点的加速度关于时间的函数式及图像,并获取所述采样起点到采样终点的位置关于时间的函数式
的各个系数;
38.将五阶多项式轨迹公式以及对应的速度公式和加速度公式以及所述采样起点到采样终点的位置关于时间的函数式的各个系数传输至伺服控制器,在所述伺服控制器中重构所述采样起点到采样终点的位置关于时间的函数式及图像、所述采样起点到采样终点的速度关于时间的函数式及图像以及所述采样起点到采样终点的加速度关于时间的函数式及图像;
39.所述伺服控制器根据所述采样起点到采样终点的位置关于时间的函数式、所述采样起点到采样终点的速度关于时间的函数式以及所述采样起点到采样终点的加速度关于时间的函数式控制驱动件运动。
40.具体的,所述轨迹公式为p(t)=c5t5+c4t4+c3t3+c2t2+c1t+c0;
41.所述速度公式为v(t)=5c5t4+4c4t3+3c3t2+2c2t+c1;
42.所述加速度公式为a(t)=20c5t3+12c4t2+6c3t+2c2;
43.其中,c5、c4、c3、c2、c1、c0均为系数,t为时间。
44.2、位置、速度、加速度可以传给伺服控制器,伺服控制器可以保留之前采样时间的这些指令,自行计算系数。
45.作为本发明的又一实施例,提供一种应用于数控系统的刀具路径控制方法,所述方法包括:从插补编译器编译的加工信息中获取采样起点的位置、速度以及加速度,采样终点的位置、速度以及加速度,以及采样起点到达采样终点所需时间传输到插补执行器;
46.在插补执行器中将获取采样起点的位置、速度以及加速度,采样终点的位置、速度以及加速度,以及采样起点到达采样终点所需时间代入五阶多项式轨迹公式以及对应的速度公式和加速度公式获得所述采样起点到采样终点的位置关于时间的函数式及图像、所述采样起点到采样终点的速度关于时间的函数式及图像以及所述采样起点到采样终点的加速度关于时间的函数式及图像;
47.将五阶多项式轨迹公式以及对应的速度公式和加速度公式,以及采样起点的位置、速度及加速度,采样终点的位置、速度及加速度传输至伺服控制器;
48.所述伺服控制器根据所保留的采样时间结合采样起点的位置、速度及加速度,采样终点的位置、速度及加速度,以及五阶多项式轨迹公式及对应的速度公式、加速度公式,自行计算所述采样起点到采样终点的位置关于时间的函数式及图像、所述采样起点到采样终点的速度关于时间的函数式及图像以及所述采样起点到采样终点的加速度关于时间的函数式及图像;
49.所述伺服控制器根据所述采样起点到采样终点的位置关于时间的函数式、所述采样起点到采样终点的速度关于时间的函数式以及所述采样起点到采样终点的加速度关于时间的函数式控制驱动件运动。
50.具体的,所述轨迹公式为p(t)=c5t5+c4t4+c3t3+c2t2+c1t+c0;
51.所述速度公式为v(t)=5c5t4+4c4t3+3c3t2+2c2t+c1;
52.所述加速度公式为a(t)=20c5t3+12c4t2+6c3t+2c2;
53.其中,c5、c4、c3、c2、c1、c0均为系数,t为时间。
54.在该实施例中,如图3所示,插补编译器4会将驱动件需要移动的运动路线分成几个时间点来移动,可以从这些时间点里选取一个点作为采样起点,选取另一个在采样起点
所在的时间点之后的点作为采样终点。获取采样起点的位置、速度以及加速度,定义获取的采样起点的位置为p1,定义该采样起点上的时间为0,因此p(0)=p1,定义获取的采样起点位置的速度为v1,v1为时间为0时的速度,因此v(0)=v1,定义获取的起点位置的加速度为a1,a1为时间为0时的加速度,因此a(0)=a1。获取采样终点的位置、速度以及加速度,定义获取的采样终点的位置为p3,,定义该采样终点上的时间为t,因此p(t)=p3,定义获取的采样终点的速度为v3,v3为时间为t时的速度,因此v(t)=v3,定义获取的采样终点的加速度为a3,a3为时间为时间为t时的加速度,因此a(t)=a3。
55.p(t)、v(t)、a(t)的公式为:
56.p(t)=c5t5+c4t4+c3t3+c2t2+c1t+c0;
57.v(t)=5c5t4+4c4t3+3c3t2+2c2t+c1;
58.a(t)=20c5t3+12c4t2+6c3t+2c2。
59.将p(0)=p1,v(0)=v1,a(0)=a1,
60.代入上述p(t)、v(t)、a(t)公式求解,
61.可得c0=p 1
,c1=v 1
,c2=a1/2,
62.将p(t)=p3,v(t)=v3,a(t)=a3,
63.同样代入上述p(t)、v(t)、a(t)公式求解,同时定义:
64.a0=a
3-a1,v0=(v
3-v1)/t-a165.p0=((p
3-p1)/t-v1)/t-0.5a1,
66.可得c3=(10p0–
4v0+0.5a0)/t,
67.c4=(-15p0+7v
0-a0)/t2,
68.c5=(6p0–
3v0+0.5a0)/t3。
69.综上所示,将获取的所述采样起点的位置、速度以及加速度,所述采样终点的位置、速度以及加速度以及所述插补编译器4编译的加工信息中的采样起点到达采样终点所需时间传输到所述插补执行器5,在所述插补执行器5中通过五阶多项式轨迹公式以及对应的速度公式和加速度公式获得所述采样起点到所述采样终点的位置关于时间的函数式,所述采样起点到所述采样终点的速度关于时间的函数式以及所述采样起点到所述采样终点的加速度关于时间的图像函数式。
70.插补执行器只要将所述采样起点到所述采样终点之间的任意位置所处的时间代入所述五阶多项式轨迹公式以及对应的速度公式和加速度公式,就能得到所述采样起点的位置、速度以及加速度到所述采样终点的的位置、速度以及加速度的驱动件运动曲线。在本技术的其中一个实施例中,驱动件为电动机,每个伺服控制器6均连接有一个驱动件。
71.如图4中所示,图中7为cnc控制器内部伺服接口的采样周期,图中8为伺服控制器的伺服接口的采样周期。
72.在另一个实施例中,与其他实施例不同的是,将获取的所述采样起点的位置、速度以及加速度,所述采样终点的位置、速度以及加速度以及所述插补编译器4编译的加工信息中的采样起点到达采样终点所需时间传输到所述伺服控制器6,在所述伺服控制器6中通过所述五阶多项式轨迹公式以及对应的速度公式和加速度公式获得所述采样起点到所述采样终点的位置关于时间的函数式,所述采样起点到所述采样终点的速度关于时间的函数式以及所述采样起点到所述采样终点的加速度关于时间的图像函数式。
73.本技术的实施例公布的是较佳的实施例,但并不局限于此,本领域的普通技术人员,极易根据上述实施例,领会本技术的精神,并做出不同的引申和变化,但只要不脱离本技术的精神,都在本技术的保护范围内。以上描述仅为本技术的较佳实施例以及对所运用技术原理的说明。本领域技术人员应当理解,本技术中所涉及的发明范围,并不限于上述技术特征的特定组合而成的技术方案,同时也应涵盖在不脱离本技术构思的情况下,由上述技术特征或其等同特征进行任意组合而形成的其它技术方案。例如上述特征与本技术中公开的(但不限于)具有类似功能的技术特征进行互相替换而形成的技术方案。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1