液态物料加料及流速控制方法、装置及系统与流程
1.本发明涉及液体流量控制仪表相关的技术领域,尤其涉及一种液态物料加料及流速控制方法、一种液态物料加料及流速控制装置及一种液态物料加料及流速控制系统。
背景技术:
2.在工业生产中,广泛存在液体的流速控制需求,以保证生产过程中个,生产原料匀速加入或流出,定量加入或流出,以控制生产过程,传统技术在定量控制、流速控制过程中,采用流量计、可编程控制器、文本框或电脑主机等组合完成,流量计、可编程控制器、文本框或电脑主机等硬件成本和功能变成的软件成本均较高,硬件成本和软件成本使得自动化流速控制系统难以大量普及,影响到了大量小型生产企业的生产效率。
技术实现要素:
3.本发明实施例提供了一种液态物料加料及流速控制方法、装置及系统,用以解决现有工业生产过程中,液态物料的流速控制成本较高,不易推广的技术问题。
4.本发明实施例提供一种液态物料加料及流速控制系统,所述系统包括第一获取模块、第二获取模块、计算模块和驱动模块,第一获取模块用于获取控制终端的指令参数,所述指令参数包括需要添加的所述物料的总质量值和设定出料时间;第二获取模块用于获取电子称量仪器传输的实时质量数值,所述电子称量仪器上放置储存物料的计量罐;计算模块用于根据所述指令参数和所述实时质量数值,计算出输送所述物料的预设流速;驱动模块用于根据所述预设流速控制比例阀的开启比例,开始输送物料。
5.另一方面提供一种液态物料加料及流速控制装置,包括控制仪表和计量罐,所述计量罐放置在电子称量仪器上,所述计量罐的进料口设置有加料阀,所述计量罐的出料口设置有比例阀,所述控制仪表上设置有液晶显示屏、功能键、传感器通讯接口、继电器输出接口、电流环接口、电源接口和数据信息输入口,所述传感器通讯接口电连接于所述电子称量仪器,所述继电器输出接口连通于所述比例阀,所述电源接口电连接于市电设置,所述数据信息输入口电连接于所述控制终端,所述控制仪表的控制器分别电连接所述液晶显示屏、所述功能键、所述传感器通讯接口、所述继电器输出接口、所述电流环接口、所述电源接口和所述数据信息输入口。
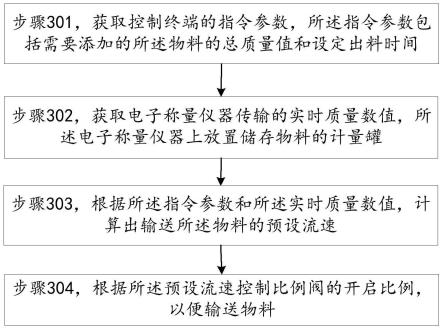
6.另一方面提供一种液态物料加料及流速控制方法,适用于如上所述的控制系统,所述方法包括:获取控制终端的指令参数,所述指令参数包括需要添加的所述物料的总质量值和设定出料时间;获取电子称量仪器传输的实时质量数值,所述电子称量仪器上放置储存物料的计量罐;根据所述指令参数和所述实时质量数值,计算出输送所述物料的预设流速;根据所述预设流速控制比例阀的开启比例,以便输送物料。
7.进一步地,所述根据所述指令参数和所述实时质量数值,计算出输送所述物料的预设流速的步骤之前还包括:分析所述指令参数,确认需要添加的所述物料的总质量值;根据所述总质量值和所述实时质量数值,计算出加料至所述计量罐内的物料的实际质量值,
根据所述实际质量值控制加料继电器的启闭,以便根据所述实际质量值添加物料至所述计量罐内储存。
8.进一步地,所述根据所述指令参数和所述实时质量数值,计算出输送所述物料的预设流速的步骤具体包括:分析所述指令参数,并确认所述总质量值和所述设定出料时间;在确认所述设定出料时间等于零时,生成故障操作信息,并传输至控制终端;在确认所述设定出料时间大于零时,分析所述实时质量数值,计算出输送所述物料的预设流速v(s),v(s)的计算公式为:
9.v(s)=m(s)/t;
10.式中m(s)为所述实时质量数值,t为所述设定出料时间。
11.进一步地,所述根据所述预设流速控制比例阀的开启比例,开始输送物料的步骤之后还包括:获取所述物料的实时流速,并确认所述实时流速是否等于零;在确认所述实时流速等于零时,关闭比例阀的同时发出异常结束的警报信息,并传输至所述控制终端;在确认所述实时流速不等于零时,分析所述实时流速与所述预设流速是否一致;在确认所述实时流速与所述预设流速不一致时,发出警报信息,并传送至所述控制终端;在确认所述实时流速与所述预设流速一致时,正常保持输送物料。
12.进一步地,所述获取所述物料的实时流速的步骤具体包括:对所述实时质量数值进行连续采样,并存入60个有效间隔的先进先出队列,其中每个所述实时质量数值的采样间隔为1秒,60秒为一个采样周期;
13.采样队列为:[m(1),m(2),
……
m(60)];
[0014]
一个队列推移过程为:m(1)=m(2),m(2)=m(3),
……
, m(60-1)=m(60);
[0015]
队列更新为:m(60)=m;
[0016]
从当前时刻向前推进至上一个采样周期,并获取上一个所述采样周期内的n个采样数据,n为测算实时流速需要获取的数列元素数量, n的计算公式为:
[0017]
n=[v(s)/d]*k;
[0018]
式中v(s)为所述预设流速,d为所述电子称量仪器的测量精度, k为修正比例;采用最小二乘法对n个所述采样数据进行一次线性函数拟合,并生成线性方程m(n)=v(r)*n+m0;
[0019]
式中m0为物料的质量常数;
[0020]
获取所述线性方程的斜率v(r)作为所述实时流速。
[0021]
进一步地,所述分析所述实时流速与所述预设流速是否一致的具体步骤为:在预设时间段内,分析所述实时流速是否连续大于或连续小于所述预设流速;在所述实时流速连续大于或连续小于所述预设流速时,确认所述实时流速与所述预设流速不一致。
[0022]
进一步地,所述在所述实时流速连续大于或连续小于所述预设流速时,确认所述实时流速与所述预设流速不一致的具体步骤包括:在确认所述实时流速连续小于所述预设流速时,生成所述实时流速过小的警报信息,并传输至所述控制终端;在确认所述实时流速连续大于所述预设流速时,关闭比例阀的同时生成所述实时流速过大的警报信息,并传输至所述控制终端。
[0023]
进一步地,所述方法还包括:检测到所述控制终端接收信息异常时,发出通讯异常警报,并关闭比例阀,以便中断物料的输送。
[0024]
综上所述,本发明的有益效果为:
[0025]
(1)提供一种液态物料加料及流速控制系统,将计量罐放置在电子称量仪器上,通过控制仪表实现对计量罐的进料口与出料口的精准控制,且该控制仪表上直接设置有传感器通讯接口、继电器输出接口、电流环接口、电源接口和数据信息输入口,能够有效进行质量采集和流速计算与控制,实现了即插即用,操作方便,成本较低,便于推广使用;
[0026]
(2)提供一种液态物料加料及流速控制方法,该方法灵活度较高,通过获取到的指令参数和实时质量数值,即能够自动实现加料与流速的控制与调节,步骤简单准确,保证了调控的精准度。
附图说明
[0027]
图1为本发明的实施例的液态物料加料及流速控制系统的结构示意图;
[0028]
图2为本发明的基于图1的实施例的控制仪表的结构示意图;
[0029]
图3为本发明的实施例的液态物料加料及流速控制方法的流程示意图;
[0030]
图4为本发明的基于图3的一个实施例的液态物料加料及流速控制方法的流程示意图;
[0031]
图5为本发明的基于图3的另一个实施例的液态物料加料及流速控制方法的流程示意图。
[0032]
图中:101、控制仪表;102、计量罐;103、电子称量仪器;104、比例阀;105、液晶显示屏;106、功能键;107、传感器通讯接口; 108、继电器输出接口;109、电流环接口;110、电源接口;111、数据信息输入口;112、控制终端;113、旋钮;114、加料阀。
具体实施方式
[0033]
下面结合附图详细说明本发明的实施情况,但它们并不构成对本发明的限定,仅作举例而已,同时通过说明本发明的优点将变得更加清楚和容易理解。
[0034]
以下结合图1至图5对本发明进行进一步的说明。
[0035]
如图1和图2所示,本实施例第一方面提供的一种液态物料加料及流速控制系统,包括控制仪表101和计量罐102,所述系统包括第一获取模块、第二获取模块、计算模块和驱动模块(图中未示出),第一获取模块用于获取控制终端112的指令参数,所述指令参数包括需要添加的所述物料的总质量值和设定出料时间;第二获取模块用于获取电子称量仪器103传输的实时质量数值,所述电子称量仪器103 上放置储存物料的计量罐102;计算模块用于根据所述指令参数和所述实时质量数值,计算出输送所述物料的预设流速;驱动模块用于根据所述预设流速控制比例阀104的开启比例,开始输送物料。
[0036]
其中,所述计量罐102放置在电子称量仪器103上,所述计量罐102的进料口设置有加料阀114,所述计量罐102的出料口设置有比例阀104,所述控制仪表101上设置有液晶显示屏105、功能键106、传感器通讯接口107、继电器输出接口108、电流环接口109、电源接口110和数据信息输入口111,所述传感器通讯接口107电连接于所述电子称量仪器103,所述继电器输出接口108连通于所述比例阀 104,所述电源接口110电连接于市电设置,所述数据信息输入口111 电连接于所述控制终端112,所述控制仪表101的控制器分别电连接所述液晶显示屏105、所述功能键106、所述传感器通讯接口107、所述继电器输出接口108、所述
电流环接口109、所述电源接口110 和所述数据信息输入口111。
[0037]
上述工作原理和过程如下:
[0038]
控制仪表101连接电子称量仪器103和控制终端112设置,该控制终端112可采用远程操控终端,该控制仪表101以stc12c5a60s2 为微处理器,采用c语言开发,控制仪表101与控制终端112进行通讯时,设定为次设备工作模式,控制仪表101与液晶显示屏105、功能键106、传感器通讯接口107、继电器输出接口108、电流环接口 109、电源接口110和数据信息输入口111进行通讯时,设定为主设备工作模式,主设备工作模式时,以10赫兹的频率采集数值;控制仪表101上设置的功能键106可采用旋钮113结构,控制仪表101上还设置编码器用于输入用户数据,例如,通过旋转旋钮113结构,左旋减小数值,右旋增大数值,按下编码器改造数值增减倍率,实现用户数据的精准输入;控制仪表101上的功能键106、启动键。取消键用于用户基础操作;控制仪表101上设置的液晶显示屏105用于输出工作参数,包括质量、流速、时间和设定参数等;电源接口110接入 ac220v电源,控制仪表101内置ac-dc模块产生仪表基本电压dc12v,并通过开关电源电路产生dc5v微控制器供电dc5v;电流环接口109 接通电流环信号,控制外接比例阀104的启闭口的大小,以控制物料质量减小的速率,即定速出料或定速滴加。
[0039]
具体地,控制仪表101根据当前连接的电子称量仪器103传输的实时质量数值和控制终端112传输的指令参数,即第一获取模块和第二获取模块分别获取控制终端112的指令参数和电子称量仪器103传输的实时质量数值,打开计量罐102进料口处的加料阀114,进行加料操作,直至计量罐102内的物料质量,即实时质量数值与指令参数指定的总质量值一致时,关闭加料阀114,停止加料,完成加料工作,同时,通过作为上位机的控制终端112与数据信息输入口111的连通,进行工作状态查询。
[0040]
然后控制仪表101内部的控制器根据上述指令参数和实时质量数值,计算出放料需要达到的预设流速,即计算模块根据所述指令参数和所述实时质量数值,计算出输送所述物料的预设流速,输出模块量4ma-20ma的可调电流,控制比例阀104的开启程度,调整实际流速与预设流速保持一致,进行物料的输送,即驱动模块根据所述预设流速控制比例阀104的开启比例,开始输送物料;同时,控制仪表 101通过数据信息输入口111与上位机进行通讯连接,响应来自上位机的主机查询,上报当前工作状态,为上位机组态开发提供有效数据。
[0041]
上述过程中,控制仪表101能够有效进行异常检测处理,具体包括:
[0042]
电子秤通讯中断检测,即电子称量仪器103与控制器表的通讯中断时,控制仪表101将失去加料或出料的计算依据,立即中断当前加料或出料工作,并发出警报;
[0043]
流速异常检测,即当实际流速连续大于或连续小于预设流速一段时间,该时间可以根据实际经验预先设定,控制仪表101就发出流速异常报警,并停止当前工作;
[0044]
质量超限检测,即控制仪表101设定需要添加的物料的总质量值超出电子称量仪器103能够称量的上限,该称量上限能够预先设定,控制仪表101立即停止当前工作。
[0045]
上述方案中,提供的液态物料加料及流速控制系统,有效降低了企业对实现流速控制的投入成本,具体硬件结构简单,通过控制仪表 101的各个接口连接电子称量仪器103和比例阀104,达到了物料的质量采集、流速计算和流速限制等功能,实现了即插即用;同时采用的流速测量算法、控制算法,使得控制流速更加平稳,也提升了流速的稳定性;且控制
仪表101具有通讯中断检测、流速异常检测、电子秤数值不归零检测以及警报功能和应急中断,整体安全性较高;另一方面,控制仪表101具有上位机通讯接口和通用的modbus-rtu协议,能够多机组网,实现多路仪表联机工作,以及形成带中控计算机的整体工厂生产方案,有效提升了控制系统的灵活性。
[0046]
如图3所示,本实施例第二方面提供一种液态物料加料及流速控制方法,适用于如上所述的控制系统,所述方法包括:
[0047]
步骤301,获取控制终端的指令参数,所述指令参数包括需要添加的所述物料的总质量值和设定出料时间;
[0048]
步骤302,获取电子称量仪器传输的实时质量数值,所述电子称量仪器上放置储存物料的计量罐;
[0049]
步骤303,根据所述指令参数和所述实时质量数值,计算出输送所述物料的预设流速;
[0050]
上述步骤303具体包括:分析所述指令参数,并确认所述总质量值和所述设定出料时间;在确认所述设定出料时间等于零时,生成故障操作信息,并传输至控制终端;在确认所述设定出料时间大于零时,分析所述实时质量数值,计算出输送所述物料的预设流速v(s),v (s)的计算公式为:
[0051]
v(s)=m(s)/t;
[0052]
式中m(s)为所述实时质量数值,t为所述设定出料时间。
[0053]
步骤304,根据所述预设流速控制比例阀的开启比例,以便输送物料。
[0054]
如图4所示,本实施例第三方面提供一种液态物料加料及流速控制方法,适用于如上所述的控制系统,所述方法包括:
[0055]
步骤401,获取控制终端的指令参数,所述指令参数包括需要添加的所述物料的总质量值和设定出料时间;
[0056]
步骤402,获取电子称量仪器传输的实时质量数值,所述电子称量仪器上放置储存物料的计量罐;
[0057]
步骤403,分析所述指令参数,确认需要添加的所述物料的总质量值;
[0058]
步骤404,根据所述总质量值和所述实时质量数值,计算出加料至所述计量罐内的物料的实际质量值;
[0059]
步骤405,根据所述实际质量值控制加料继电器的启闭,以便根据所述实际质量值添加物料至所述计量罐内储存;
[0060]
步骤406,根据所述指令参数和所述实时质量数值,计算出输送所述物料的预设流速;
[0061]
上述步骤406具体包括:分析所述指令参数,并确认所述总质量值和所述设定出料时间;在确认所述设定出料时间等于零时,生成故障操作信息,并传输至控制终端;在确认所述设定出料时间大于零时,分析所述实时质量数值,计算出输送所述物料的预设流速v(s),v (s)的计算公式为:
[0062]
v(s)=m(s)/t;
[0063]
式中m为所述实时质量数值,t为所述设定出料时间。
[0064]
步骤407,根据所述预设流速控制比例阀的开启比例,以便输送物料。
[0065]
如图5所示,本实施例第四方面提供一种液态物料加料及流速控制方法,适用于如上所述的控制系统,所述方法包括:
[0066]
步骤501,获取控制终端的指令参数,所述指令参数包括需要添加的所述物料的总质量值和设定出料时间;
[0067]
步骤502,获取电子称量仪器传输的实时质量数值,所述电子称量仪器上放置储存物料的计量罐;
[0068]
步骤503,根据所述指令参数和所述实时质量数值,计算出输送所述物料的预设流速;
[0069]
上述步骤503具体包括:分析所述指令参数,并确认所述总质量值和所述设定出料时间;在确认所述设定出料时间等于零时,生成故障操作信息,并传输至控制终端;在确认所述设定出料时间大于零时,分析所述实时质量数值,计算出输送所述物料的预设流速v(s),v (s)的计算公式为:
[0070]
v(s)=m(s)/t;
[0071]
式中m为所述实时质量数值,t为所述设定出料时间。
[0072]
步骤504,根据所述预设流速控制比例阀的开启比例,以便输送物料,即通过开启比例阀来开始输送物料。
[0073]
步骤505,获取所述物料的实时流速,并确认所述实时流速是否等于零;
[0074]
上述步骤505中获取所述物料的实时流速的步骤具体包括:
[0075]
对所述实时质量数值进行连续采样,并存入60个有效间隔的先进先出队列,该先进先出队列如下所示,其中每个所述实时质量数值的采样间隔为1秒,60秒为一个采样周期;
[0076]
采样队列为:[m(1),m(2),
……
m(60)];
[0077]
一个队列推移过程为:m(1)=m(2),m(2)=m(3),
……
, m(60-1)=m(60);
[0078]
队列更新为:m(60)=m;
[0079]
从当前时刻向前推进至上一个采样周期,并获取上一个所述采样周期内的n个采样数据,n为测算实时流速需要获取的数列元素数量, n的计算公式为:
[0080]
n=[v(s)/d]*k;
[0081]
式中v(s)为所述预设流速,d为所述电子称量仪器的测量精度, k为修正比例;采用最小二乘法对n个所述采样数据进行一次线性函数拟合,并生成线性方程m(n)=v(r)*n+m0;
[0082]
式中m0为物料的质量常数;
[0083]
获取所述线性方程的斜率v(r)作为所述实时流速;
[0084]
上述步骤505中,根据行业应用特点,实时流速及调节过程中,均为保证单位时间内平均流速,控制仪表采取的平均流速的周期为一分钟,计算周期为一秒钟,形成了队列滑动式平均算法,算法公式如下:
[0085][0086]
上述平均流速使得检测到的实时流速数值更为准确,即通过获取多个周期的实时流速,取平均值,作为最后参与算法的实际的实时流速。
[0087]
步骤506,在确认所述实时流速等于零时,关闭比例阀的同时发出异常结束的警报
信息,并传输至所述控制终端;
[0088]
步骤507,在确认所述实时流速不等于零时,分析所述实时流速与所述预设流速是否一致;
[0089]
上述步骤507中分析所述实时流速与所述预设流速是否一致的具体步骤为:
[0090]
在预设时间段内,分析所述实时流速是否连续大于或连续小于所述预设流速;
[0091]
在所述实时流速连续大于或连续小于所述预设流速时,确认所述实时流速与所述预设流速不一致,其中,在确认所述实时流速连续小于所述预设流速时,生成所述实时流速过小的警报信息,并传输至所述控制终端;在确认所述实时流速连续大于所述预设流速时,关闭比例阀的同时生成所述实时流速过大的警报信息,并传输至所述控制终端。
[0092]
步骤508,在确认所述实时流速与所述预设流速不一致时,发出警报信息,并传送至所述控制终端;
[0093]
步骤509,在确认所述实时流速与所述预设流速一致时,保持比例阀的开闭比例,即正常保持物料当前的输送。
[0094]
上述步骤过程中,在检测到所述控制终端接收信息异常时,发出通讯异常警报,并中断全部操作,即立即中断当前加料或送料工作。
[0095]
其工作原理和过程如下:
[0096]
上电开机:控制仪表通过电源接口,接通ac220v电源,工作指示灯亮,液晶显示屏显示定量加料状态。
[0097]
工作切换:按下功能键,仪表功能在定量加料、定速滴加放料之间切换。
[0098]
定量加料:按下功能键,显示屏显示定量加料时,通过中间旋钮,输入加料质量,点击启动按钮,仪表将启动加料继电器输出加料信号,在执行设备作用下,电子称量仪器秤台物料增加到设定质量时,该设定质量为需要添加的物料的总质量值,停止加料。
[0099]
定速滴加:按下功能键,液晶显示屏显示定量定速滴加时,通过中间旋钮输入滴加时间,点击启动按钮,仪表将启动出料继电器,并输出4ma-20ma,比例阀门在4ma-20ma信号驱动下,打开相应的开度,控制放料速度跟设定速度接近,完成放料。
[0100]
本发明提供一种液态物料加料及流速控制系统,将计量罐放置在电子称量仪器上,通过控制仪表实现对计量罐的进料口与出料口的精准控制,且该控制仪表上直接设置有传感器通讯接口、继电器输出接口、电流环接口、电源接口和数据信息输入口,能够有效进行质量采集和流速计算与控制,实现了即插即用,操作方便,成本较低,便于推广使用;另外提供一种液态物料加料及流速控制方法,该方法灵活度较高,通过获取到的指令参数和实时质量数值,即能够自动实现加料与流速的控制与调节,步骤简单准确,保证了调控的精准度。最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1