一种复合材料加工冷却润滑介质适用性评价方法
1.本发明属于复合材料加工领域;尤其涉及一种复合材料加工冷却润滑介质适用性评价方法。
背景技术:
2.先进复合材料因具有高比强度、高比模量、可设计性强等优异的综合性能,广泛应用于航空、航天等领域。其中,碳纤维增强树脂基复合材料是先进复合材料的典型代表,由于其优异的物理性能,其用量已经成为飞机先进性的重要标志之一。
3.碳纤维增强树脂基复合材料在固化成型后,一般需要通过铣削、钻削等机械加工方式满足尺寸精度及位置精度等要求。在加工过程中,较大的加工热易造成树脂基体材料的玻璃化转变,严重降低加工后材料的力学性能。因此,较高的切削温度成为了该材料加工的难题。同时,在航空装配领域中,碳纤维增强树脂基复合材料通常与金属材料叠加使用,为保证装配精度,多种材料的装配孔通常在一次钻削过程中完成,而由于碳纤维树脂基复合材料的限制,在加工过程中一般使用干切削完成。钻削加工过程中钻头在较为封闭的区间内切除材料,本身就具有钻削热量难以有效排出的的问题,若使用干切削加工工艺,需要降低加工参数满足散热要求,导致碳纤维增强树脂基复合材料与金属材料加工质量和加工效率低的问题。
4.而针对复合材料性能的评价,一般通过特殊方法测量其拉伸强度、压缩强度和疲劳强度等力学性能,指导该材料在零部件结构的设计与使用。其中,针对不同力学性能,各标准协会中公布了不同的性能检测试验标准。例如 astmd5766/5766m-11(2018)(试验标准文献1)聚合物基复合材料层合物带孔拉伸强度的标准试验方法,astmd6484/6484m-20(试验标准文献2)聚合物基复合材料层合物带孔压缩强度的标准试验方法,astmd7615/7615m-19(试验标准文献3)聚合物基复合材料层压板带孔疲劳响应的标准实施规程。
5.树脂在湿热环境中,随着置放时间变长,材料本身会先后发生物理变化及化学变化,由最开始的物理溶胀现象演变为材料分子链破坏,其强度逐渐降低。碳纤维增强树脂基复合材料常用于航空航天飞行器中,若在加工时引入的冷却润滑介质导致树脂基体性能的大幅度下降,会造成难以弥补的事故。若从材料基础上考虑碳纤维增强树脂基复合材料在较短的加工周期内是否会因为接触冷却润滑介质而导致性能的大幅度降低,不仅试验难度较大,且试验周期较长,难以为实际加工提供及时的指导。因此,若在引入特定的冷却润滑介质之前,使用一种合适的方法,评价其在加工过程中的适用性,则可以判断该介质能否在实际加工过程中使用。
技术实现要素:
6.本发明提供了一种复合材料加工冷却润滑介质适用性评价方法,比较引入冷却润滑介质与未引入冷却润滑介质条件下获得的试样的实际使用性能,定量化表征引入冷却润滑介质后材料性能的变化,为冷却润滑介质在碳纤维增强树脂基复合材料机械加工过程中
的适用性提供指导。
7.为实现以上目的,本发明采用以下技术方案:
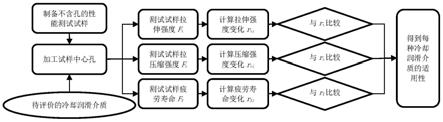
8.一种复合材料加工冷却润滑介质适用性评价方法,包括以下步骤:
9.步骤1:制备不含孔的性能测试试样和用于比较的测试试样;
10.步骤2:加工步骤1中的测试试样的中心孔,在加工工程中用于比较的测试试样采用干加工,其余测试试样均采用待评价的冷却润滑介质;
11.步骤3:分别对干加工和使用待评价冷却润滑介质加工的测试试样进行拉伸性能、压缩性能及疲劳性能测试,获得每种加工条件下制备的拉伸强度f
tij
、压缩强度f
cij
及疲劳寿命f
fij
以及干加工条件下制备的用于比较的测试试样的拉伸强度f
ti0
、压缩强度f
ci0
及疲劳寿命f
fi0
;
12.步骤4:计算每种待评价冷却润滑介质加工条件下获得的试样的拉伸强度变化值r
ti
、压缩强度变化值r
ci
、疲劳寿命变化值r
fi
;
13.步骤5:结合材料使用需求,根据实际设计时所采用的材料强度,设定所允许的拉伸性能、压缩性能及疲劳性能下降范围r
t
、rc及rf,若r
ti
》r
t
或r
ci
》rc或r
ci
》rc,则表明第i种冷却润滑介质并不适用于碳纤维增强树脂基复合材料的加工。
14.以上所述步骤中,步骤1具体包括以下步骤:
15.选择合适的拉伸、压缩及疲劳测试用力学试样尺寸:试样宽度w
t
、wc、wf,试样厚度h
t
、hc、hf,试样长度l
t
、lc、lf,中心孔直径d
t
、dc、df,其形状如图 2所示,根据以上尺寸,使用相同的干切削加工工艺,制备用于评价的n种不包冷却润滑介质(n=1,2,3,
…
)的不含中心孔的拉伸性能试样组{s
t1
、s
t2
、s
t3
、
…
},压缩性能试样组{s
c1
、s
c2
、s
c3
、
…
},拉-拉疲劳性能试样组{s
f1
、s
f2
、s
f3
、
…
},并制备用于比较的拉伸、压缩及拉-拉疲劳试样组s
t0
、s
c0
、s
f0
,且每试样组试样个数为j(j≥5个),一共需要准备3
×
(i+1)
×
j个试样用于i种冷却润滑介质评价的3种性能测试;按照性能测试种类,将试样分为拉伸性能测试组{s
t
|s
t0
,s
t1
, s
t2
,s
t3
,
…
},压缩性能测试组{sc|s
c0
,s
c1
,s
c2
,s
c3
,
…
},拉-拉疲劳性能测试组{sf|s
f0
,s
f1
,s
f2
,s
f3
,
…
};
16.上述选择合适的拉伸、压缩及疲劳测试用力学试样尺寸参照 astmd5766/5766m-11(2018)(标准文献1)聚合物基复合材料层合物带孔拉伸强度的标准试验方法、astmd6484/6484m-20(标准文献2)聚合物基复合材料层合物带孔压缩强度的标准试验方法以及astmd7615/7615m-19(标准文献3) 聚合物基复合材料层压板带孔拉-拉疲劳响应的标准实施规程;
17.步骤2中所使用的钻头直径分别为d
t
、dc、df;
18.步骤4具体包括以下步骤:
19.根据步骤3计算得到的干加工和使用i种冷却润滑介质加工条件下制备的j 个重复试验获得的拉伸强度f
tij
、压缩强度f
cij
及疲劳寿命f
fij
(j=1,2,3
…
)的平均值及其中:
20.及
21.计算每种冷却润滑介质加工条件下获得的试样的强度变化值r
ti
、r
ci
及r
fi
,其中:
22.及
23.有益效果:本发明提供了一种复合材料加工冷却润滑介质适用性评价方法,提供一种快速有效的评价方法,比较引入冷却润滑介质与未引入冷却润滑介质条件下获得的试样的实际使用性能,定量化表征引入冷却润滑介质后材料性能的变化,该方法量化了在加工时引入冷却润滑介质后材料性能变化的大小,评价结果准确、可靠,为冷却润滑介质在碳纤维增强树脂基复合材料机械加工过程中的适用性提供指导。
附图说明
24.图1为本发明实施例中评价方法的流程图;
25.图2为本发明实施例中用于拉伸性能测试、压缩性能测试及疲劳性能测试的试样示意图。图3为本发明实施例中拉伸性能测试结果示意图;图4为本发明实施例中压缩性能测试结果示意图;图5为本发明实施例中疲劳性能测试结果示意图。
具体实施方式
26.下面结合附图和具体实施例对本发明进行详细说明:
27.所比较的冷却润滑介质为水、rhenusxt46和acculubalb4000mql油。
28.3种冷却润滑介质在碳纤维增强树脂基复合材料机械加工过程中使用适用性的评价过程,其评价过程如图1所示:
29.设定所允许的拉伸性能、压缩性能及疲劳性能下降范围r
t
=5%、rc=5%及 rf=10%;
30.参照astmd5766/5766m-11(2018)(标准文献1)聚合物基复合材料层合物带孔拉伸强度的标准试验方法、astmd6484/6484m-20(标准文献2)聚合物基复合材料层合物带孔压缩强度的标准试验方法以及astmd7615/7615m-19 (标准文献3)聚合物基复合材料层压板带孔拉-拉疲劳响应的标准实施规程,选择合适的拉伸、压缩及拉拉疲劳测试用力学试样尺寸:试样宽度w
t
=36mm、 wc=36mm、wf=36mm,试样厚度h
t
=4mm、hc=4mm、hf=4mm,试样长度l
t
=300mm、 lc=300mm、lf=300mm,中心孔直径d
t
=6mm、dc=6mm、df=6mm。试样的具体形状如图2所示。
31.根据以上尺寸,使用相同的干切削加工工艺,制备用于评价的n种不包冷却润滑介质(n=1,2,3)的不含中心孔的拉伸性能试样组{s
t1
、s
t2
、s
t3
},压缩性能试样组{s
c1
、s
c2
、s
c3
},拉-拉疲劳性能试样组{s
f1
、s
f2
、s
f3
},并制备用于比较的拉伸、压缩及拉-拉疲劳试样组s
t0
、s
c0
、s
f0
,且每试样组试样个数为5个,一共需要准备60个试样用于3种冷却润滑介质评价的3种性能测试。
32.按照性能测试种类,将试样分为拉伸性能测试组{s
t
|s
t0
,s
t1
,s
t2
,s
t3
},压缩性能测试组{sc|s
c0
,s
c1
,s
c2
,s
c3
},拉-拉疲劳性能测试组{sf|s
f0
,s
f1
,s
f2
, s
f3
}。
33.选择实际加工时常用的加工参数,使用复合材料专用钻头制备试样s
t
、sc、 sf的中心孔,所使用的钻头直径为6mm,在制备s
ti
、s
ci
、s
fi
组试样时,使用所需要评价的第i种冷却
润滑介质加工,加工完成后获得所有需要的力学性能测试试样。
34.参照astmd5766/5766m-11、astmd6484/6484m-20及d7615/7615m-19 试验标准,分别对干加工和使用i种冷却润滑介质加工进行拉伸性能、压缩性能及疲劳性能测试,获得每种加工条件下制备的拉伸强度f
tij
、压缩强度f
cij
及疲劳寿命f
fij
(j=1,2,3)以及干加工条件下制备的拉伸强度f
ti0
、压缩强度f
ci0
及疲劳寿命f
fi0
。
35.计算干加工和使用i种冷却润滑介质加工条件下制备的j个重复试验获得的拉伸强度f
tij
、压缩强度f
cij
及疲劳寿命f
fij
的平均值及其中:
36.及
37.计算每种冷却润滑介质加工条件下获得的试样的强度变化r
ti
、r
ci
及r
fi
,其中:
38.及
39.设定所允许的拉伸性能、压缩性能及疲劳性能下降范围r
t
、rc及rf,若r
ti
》r
t
或r
ci
》rc或r
fi
》rf,则表明第i种冷却润滑介质并不适用于碳纤维增强树脂基复合材料的加工。
40.试验结果:
41.试验结果如图3-图5所示,其中:
42.r
t1
=-4.1%,r
t2
=-6.3%,r
t3
=-7.2%;
43.r
c1
=8.4%,r
c2
=-2%,r
c3
=-1%;
44.r
f1
=15.8%,r
f2
=-21.9%,r
f3
=-3.1%
45.由于r
c1
》rc,r
f1
》rf,可以认为,水在复合材料加工中,不适合引入;而 rhenusxt46和acculubalb4000mql油可以使用。
46.以上仅为本发明的优选实施例,但本发明的技术特征并不局限于此。应当指出,任何以本发明为基础,为实现基本相同的技术效果,所做出的简单变化、等同替换等,皆涵盖于本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1