一种料站表合成方法、系统、设备及存储介质与流程
1.本发明涉及电子制造业上料清单管理领域,特别涉及一种料站表合成方法、系统、设备及存储介质。
背景技术:
2.当前,对于pcba(printed circuit board assembly,印刷电路板装配)行业来说,自动贴片和自动插料作业是一个最核心的制程,而自动贴片和自动插料中合规的合法的料站表,直接关系着pcba的品质和追溯。例如,不合规或格式不统一的料站表,可能产生人员容易上错零料,导致零料错料或零料反向等不良的情况的发生,给公司带来巨大的损失;不合法的料站表无法导入mes(manufacturing execution system,制造执行系统),需要人工的辅助,容易造成mes系统中pcba数据的不全或者mes数据追溯错误的问题。所以,料站表的合规性、合法性是自动贴片和自动插料制程中重要的部分。
3.综上,如何合成合规性、合法性的料站表是本领域有待解决的问题。
技术实现要素:
4.有鉴于此,本发明的目的在于提供一种料站表合成方法、系统、设备及存储介质,能够自动合成料站表,能够保证料站表的合规性与合法性,避免了人为操作的干涉从而减少错误的发生以及减轻生产技术人员的负担,提高生产制造效率。其具体方案如下:
5.第一方面,本技术公开了一种料站表合成方法,包括:
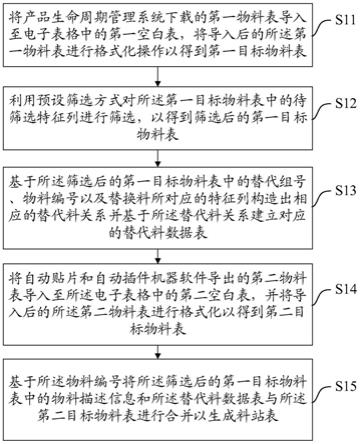
6.将产品生命周期管理系统下载的第一物料表导入至电子表格中的第一空白表,将导入后的所述第一物料表进行格式化操作以得到第一目标物料表;
7.利用预设筛选方式对所述第一目标物料表中的待筛选特征列进行筛选,以得到筛选后的第一目标物料表;
8.基于所述筛选后的第一目标物料表中的替代组号、物料编号以及替换料所对应的特征列构造出相应的替代料关系并基于所述替代料关系建立对应的替代料数据表;
9.将自动贴片和自动插件机器软件导出的第二物料表导入至所述电子表格中的第二空白表,并将导入后的所述第二物料表进行格式化以得到第二目标物料表;
10.基于所述物料编号将所述筛选后的第一目标物料表中的物料描述信息和所述替代料数据表与所述第二目标物料表进行合并以生成料站表。
11.可选的,所述将导入后的所述第一物料表进行格式化操作以得到第一目标物料表,包括:
12.遍历导入后的所述第一物料表中首行所对应的每个单元格内容以对预删除的特征列进行删除以得到保留有目标特征列的第一目标物料表。
13.可选的,所述利用预设筛选方式对所述第一目标物料表中的待筛选特征列进行筛选,以得到筛选后的第一目标物料表,包括:
14.基于所述第一目标物料表中的焊接方式对所述第一目标物料表中的待筛选特征
列进行筛选,得到筛选后的第一目标物料表。
15.可选的,所述基于所述筛选后的第一目标物料表中的替代组号、物料编号以及替换料所对应的特征列构造出相应的替代料关系,包括:
16.确定出同一替代组号对应的物料编号,并将所述物料编号写入同一单元内,以得到不同替代组号对应所有物料编号的替代料关系。
17.可选的,所述基于所述替代料关系建立对应的替代料数据表,包括:
18.将同一所述替代组号中的非替换料所对应的所述物料编号确定为主料编号,并将所述替代组号中的替代料所对应的物料编号确定为所述替代料编号;
19.基于不同的所述替代组号对应的所述主料编号以及所述替代料编号建立对应的替代料数据表。
20.可选的,所述将导入后的所述第二物料表进行格式化以得到第二目标物料表,包括:
21.将所述导入后的第二物料表中为空的特征列所对应的行数据进行删除以得到第二目标物料表。
22.可选的,所述基于所述物料编号将所述筛选后的第一目标物料表中的物料描述信息和所述替代料数据表与所述第二目标物料表进行合并以生成料站表之后,还包括:
23.设定所述料站表的打印格式以及表头格式以得到与目标系统中的目标格式相同的料站表。
24.第二方面,本技术公开了一种料站表合成系统,包括:
25.第一表导入模块,用于将产品生命周期管理系统下载的第一物料表导入至电子表格中的第一空白表;
26.第一格式化模块,用于将导入后的所述第一物料表进行格式化操作以得到第一目标物料表;
27.第一筛选模块,用于利用预设筛选方式对所述第一目标物料表中的待筛选特征列进行筛选,以得到筛选后的第一目标物料表;
28.关系构建模块,用于基于所述筛选后的第一目标物料表中的替代组号、物料编号以及替换料所对应的特征列构造出相应的替代料关系;
29.表建立模块,用于基于所述替代料关系建立对应的替代料数据表;
30.第二表导入模块,将自动贴片和自动插件机器软件导出的第二物料表导入至所述电子表格中的第二空白表;
31.第二格式化模块,用于将导入后的所述第二物料表进行格式化以得到第二目标物料表;
32.表合并模块,用于基于所述物料编号将所述筛选后的第一目标物料表中的物料描述信息和所述替代料数据表与所述第二目标物料表进行合并以生成料站表。
33.第三方面,本技术公开了一种电子设备,包括:
34.存储器,用于保存计算机程序;
35.处理器,用于执行所述计算机程序,以实现前述公开的料站表合成方法的步骤。
36.第四方面,本技术公开了一种计算机可读存储介质,用于存储计算机程序;其中,所述计算机程序被处理器执行时实现前述公开的料站表合成方法的步骤。
37.可见,本技术提供了一种料站表合成方法,包括:将产品生命周期管理系统下载的第一物料表导入至电子表格中的第一空白表,将导入后的所述第一物料表进行格式化操作以得到第一目标物料表;利用预设筛选方式对所述第一目标物料表中的待筛选特征列进行筛选,以得到筛选后的第一目标物料表;基于所述筛选后的第一目标物料表中的替代组号、物料编号以及替换料所对应的特征列构造出相应的替代料关系并基于所述替代料关系建立对应的替代料数据表;将自动贴片和自动插件机器软件导出的第二物料表导入至所述电子表格中的第二空白表,并将导入后的所述第二物料表进行格式化以得到第二目标物料表;基于所述物料编号将所述筛选后的第一目标物料表中的物料描述信息和所述替代料数据表与所述第二目标物料表进行合并以生成料站表。由此可知,本技术基于产品生命周期管理系统下载的第一物料表以及自动贴片和自动插件机器软件导出的第二物料表自动合成料站表,有效的避免电子产品制造的漏件、多件、错件的发生,能够保证所述料站表具有合规性和合法性,并减轻了技术人员的负担,最终可以提高生产制造的效率。
附图说明
38.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图获得其他的附图。
39.图1为本技术公开的一种料站表合成方法流程图;
40.图2为本技术公开的一种料站表合成系统结构示意图;
41.图3为本技术公开的一种电子设备结构图。
具体实施方式
42.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
43.当前,对于pcba行业来说,自动贴片和自动插料作业是一个最核心的制程,而自动贴片和自动插料中合规的合法的料站表,直接关系着pcba的品质和追溯。不合规的、不合法的或格式不统一的料站表,会产生各种严重的问题。所以,料站表的合规性、合法性是自动贴片和自动插料制程中重要的部分。为此,本技术提供了一种新的料站表合成方法,能够动合成料站表,能够保证料站表的合规性与合法性,避免了人为操作的干涉从而减少错误的发生以及减轻生产技术人员的负担,提高生产制造效率。
44.本发明实施例公开了一种料站表合成方法,参见图1所示,该方法包括:
45.步骤s11:将产品生命周期管理系统下载的第一物料表导入至电子表格中的第一空白表,将导入后的所述第一物料表进行格式化操作以得到第一目标物料表。
46.需要指出的,从产品生命周期管理系统下载的第一物料表包含了所有工艺段的元件名称、物料描述、位置信息、替换料、替代组号等信息,其中,所述产品生命周期管理系统可以指plm(product lifecycle management,产品生命周期管理)系统,上述第一物料表表
示bom(bill of material,物料清单)表。
47.本实施例中,将含有所有工艺段的关键信息的上述第一物料表导入至电子表格中的第一空白表,并对导入后的所述第一物料表进行格式化操作以得到第一目标物料表。可以理解的是,完成格式化后得到的上述第一目标物料表中保留了生产制造过程中所需的关键信息,删除了不必要的信息,具体的,所述将导入后的所述第一物料表进行格式化操作以得到第一目标物料表,可以包括:遍历导入后的所述第一物料表中首行所对应的每个单元格内容以对预删除的特征列进行删除以得到保留有目标特征列的第一目标物料表。例如,从plm系统下载的bom表之后,将上述bom表导入到excel中,遍历所述bom表中的首行单元格信息,也即,遍历所述bom中的首行的特征列,仅保留“物料编号”、“替换料”、“替代组号”、“物料描述”、“焊接属性”、“位置”共六列目标特征列、删除其他列。上述所有操作都能够通过vsto(visual studio tools for office)代码自动完成。
48.本实施例中,将导入后的所述第一物料表进行格式化操作以得到第一目标物料表之后,还需要检测保留下来的上述目标特征列中的数据是否正确,并且检测所述目标特征列中的数据是否有缺失值,如果存在不正确的数据,或是,存在缺失值,则执行结束操作。
49.步骤s12:利用预设筛选方式对所述第一目标物料表中的待筛选特征列进行筛选,以得到筛选后的第一目标物料表。
50.本实施例中,得到第一目标物料表之后,基于预设筛选方式对所述第一目标物料表中的待筛选特征列进行筛选,以得到筛选后的第一目标物料表。具体的,基于所述第一目标物料表中的焊接方式对所述第一目标物料表中的待筛选特征列进行筛选,得到筛选后的第一目标物料表。例如,筛选“焊接属性”特征列的数据,仅保留所述“焊接属性”特征列中的内容为“smd”的行数据,并将其他行删除之后,再将所述“焊接方式”特征列进行删除,此时,筛选后的第一目标物料表还保留有保留“物料编号”、“替换料、“替代组号”、“物料描述”、“位置”共五列目标特征列。
51.步骤s13:基于所述筛选后的第一目标物料表中的替代组号、物料编号以及替换料所对应的特征列构造出相应的替代料关系并基于所述替代料关系建立对应的替代料数据表。
52.本实施例中,基于所述筛选后的第一目标物料表中的替代组号、物料编号以及替换料所对应的特征列构造出相应的替代料关系之前,还可以对所述筛选后的第一目标物料表进行两级排序,比如,按照升序的方式先对所述上述替代组号的特征列进行排序,再按照是否为替换料的结果进行排序,将替换料排在非替换料前面,完成排序之后,有利于提高工作效率。
53.本实施例中,完成上述排序之后,基于所述筛选后的第一目标物料表中的替代组号、物料编号以及替换料所对应的特征列构造出相应的替代料关系并基于所述替代料关系建立对应的替代料数据表。可以理解的是,按照同一替代组号,基于字典法构建出替代料关系,具体的,确定出同一替代组号对应的物料编号,并将所述物料编号写入同一单元内,以得到不同替代组号对应所有物料编号的替代料关系,并将同一所述替代组号中的非替换料所对应的所述物料编号确定为主料编号,以及将所述替代组号中的替代料所对应的物料编号确定为所述替代料编号;基于不同的所述替代组号对应的所述主料编号以及所述替代料编号建立对应的替代料数据表。可以理解的是,上述替代料数据表就由“主料编号”特征列
以及“主料编号和替代料编号”特征列构成。
54.步骤s14:将自动贴片和自动插件机器软件导出的第二物料表导入至所述电子表格中的第二空白表,并将导入后的所述第二物料表进行格式化以得到第二目标物料表。
55.需要指出的是,上述自动贴片和自动插件机器软件导出的第二物料表的格式csv(comma-separated values,逗号分隔值)格式,并且上述第二物料表仅包含站别、物料名称、程序名称信息。
56.本实施例中,将自动贴片和自动插件机器软件导出的第二物料表导入至所述电子表格中的第二空白表,并将导入后的所述第二物料表进行格式化以得到第二目标物料表。也即,将第二物料表导入至excel中。将所述导入后的第二物料表中为空的特征列所对应的行数据进行删除以得到第二目标物料表,也即,删除表格中的无效列,得到删除无效列的表之后,对特征列进行筛选,删除所述特征列中数值为空时所对应的行数据,从而得到第二目标物料表。
57.步骤s15:基于所述物料编号将所述筛选后的第一目标物料表中的物料描述信息和所述替代料数据表与所述第二目标物料表进行合并以生成料站表。
58.本实施例中,基于所述物料编号将所述筛选后的第一目标物料表中的物料描述信息和所述替代料数据表与所述第二目标物料表进行合并以生成料站表。可以理解的是,上述替代料数据表中存在有物料编号,可以根据所述物料编号从所述筛选后的第一目标物料表中关联到所述物料编号对应的物料描述信息和位置信息,从而将所述筛选后的第一目标物料表中的物料描述信息和位置信息以及所述替代料数据表一一对应的写入所述第二目标数据表中,从而得到一份完整的料站表,并且,所述上料表包含了站别(插槽)、物料名称、物料描述信息、用量、位置、替代料信息。也即,自动贴片和自动插件机器软件生成的料站表信息与bom表之间透过vsto代码嵌入到excel中,并通过使用excel快捷键自动生成合规的合法的料站表,自动添加替代料的信息,能够包含pcba工艺段作业所有信息,例如,产品名称、制造面别、程式名、程序版本、文件编号、机台编号、插槽、子(插槽)、元件(名称)、供应、元件描述、数量、位置信息,替代元件,供产线人员查看和上传mes,并自动核对bom表中的物料与料站表的物料是否一致,保证料站表的正确性和一致性,以便人员上料的合法性、导入mes的合规性。
59.本实施例中,所述基于所述物料编号将所述筛选后的第一目标物料表中的物料描述信息和所述替代料数据表与所述第二目标物料表进行合并以生成料站表之后,还包括:设定所述料站表的打印格式以及表头格式以得到与目标系统中的目标格式相同的料站表。可以理解的是,设定上述料站表的格式,并将其另存为excel文件,并将其重新命名为“*.料站表”使得所述料站表的格式与企业mes系统中需要的料站表格式相同,便于录入mes系统,便于完整有效的追溯。需要指出的是,自动生成上述料站表之后,会自动触发以邮件的形式发送至相关的技术人员,自动上传至mes系统。上述所有操作都能够通过vsto代码自动完成。
60.可见,本技术实施例利用基于excel的vsto宏程序基于产品生命周期管理系统下载的第一物料表以及自动贴片和自动插件机器软件导出的第二物料表自动合成料站表,有效的避免电子产品制造的漏件、多件、错件的发生,能够保证所述料站表具有合规性和合法性,并减轻了技人员的负担,最终可以提高生产制造的效率。
61.相应的,本技术实施例还公开了一种料站表合成系统,参见图2所示,该系统包括:
62.第一表导入模块11,用于将产品生命周期管理系统下载的第一物料表导入至电子表格中的第一空白表;
63.第一格式化模块12,用于将导入后的所述第一物料表进行格式化操作以得到第一目标物料表;
64.第一筛选模块13,用于利用预设筛选方式对所述第一目标物料表中的待筛选特征列进行筛选,以得到筛选后的第一目标物料表;
65.关系构建模块14,用于基于所述筛选后的第一目标物料表中的替代组号、物料编号以及替换料所对应的特征列构造出相应的替代料关系;
66.表建立模块15,用于基于所述替代料关系建立对应的替代料数据表;
67.第二表导入模块16,将自动贴片和自动插件机器软件导出的第二物料表导入至所述电子表格中的第二空白表;
68.第二格式化模块17,用于将导入后的所述第二物料表进行格式化以得到第二目标物料表;
69.表合并模块18,用于基于所述物料编号将所述筛选后的第一目标物料表中的物料描述信息和所述替代料数据表与所述第二目标物料表进行合并以生成料站表。
70.由上可见,本实施例中基于产品生命周期管理系统下载的第一物料表以及自动贴片和自动插件机器软件导出的第二物料表自动合成料站表,有效的避免电子产品制造的漏件、多件、错件的发生,能够保证所述cba上料表具有合规性和合法性,并减轻了技人员的负担,最终可以提高生产制造的效率。
71.在一些具体的实施例中,所述第一格式化模块12,具体可以包括:
72.第一列删除单元,用于遍历导入后的所述第一物料表中首行所对应的每个单元格内容以对预删除的特征列进行删除以得到保留有目标特征列的第一目标物料表。
73.在一些具体的实施例中,所述第一筛选模块13,具体可以包括:
74.列筛选单元,用于基于所述第一目标物料表中的焊接方式对所述第一目标物料表中的待筛选特征列进行筛选,得到筛选后的第一目标物料表。
75.在一些具体的实施例中,所述关系构建模块14,具体可以包括:
76.关系构建单元,用于确定出同一替代组号对应的物料编号,并将所述物料编号写入同一单元内,以得到不同替代组号对应所有物料编号的替代料关系。
77.在一些具体的实施例中,所述表建立模块15,具体可以包括:
78.主料确定单元,用于将同一所述替代组号中的非替换料所对应的所述物料编号确定为主料编号,并将所述替代组号中的替代料所对应的物料编号确定为所述替代料编号;
79.表建立单元,用于基于不同的所述替代组号对应的所述主料编号以及所述替代料编号建立对应的替代料数据表。
80.在一些具体的实施例中,所述第二格式化模块17,具体可以包括:
81.第二列删除单元,用于将所述导入后的第二物料表中为空的特征列所对应的行数据进行删除以得到第二目标物料表。
82.在一些具体的实施例中,所述料站表合成系统,还可以包括:
83.格式设定模块,用于设定所述料站表的打印格式以及表头格式以得到与目标系统
中的目标格式相同的料站表。
84.进一步的,本技术实施例还提供了一种电子设备。图3是根据一示例性实施例示出的电子设备20结构图,图中的内容不能认为是对本技术的使用范围的任何限制。
85.图3为本技术实施例提供的一种电子设备20的结构示意图。该电子设备20,具体可以包括:至少一个处理器21、至少一个存储器22、电源23、通信接口24、输入输出接口25和通信总线26。其中,所述存储器22用于存储计算机程序,所述计算机程序由所述处理器21加载并执行,以实现前述任一实施例公开的料站表合成方法中的相关步骤。另外,本实施例中的电子设备20具体可以为电子计算机。
86.本实施例中,电源23用于为电子设备20上的各硬料设备提供工作电压;通信接口24能够为电子设备20创建与外界设备之间的数据传输通道,其所遵循的通信协议是能够适用于本技术技术方案的任意通信协议,在此不对其进行具体限定;输入输出接口25,用于获取外界输入数据或向外界输出数据,其具体的接口类型可以根据具体应用需要进行选取,在此不进行具体限定。
87.另外,存储器22作为资源存储的载体,可以是只读存储器、随机存储器、磁盘或者光盘等,其上所存储的资源可以包括操作系统221、计算机程序222等,存储方式可以是短暂存储或者永久存储。
88.其中,操作系统221用于管理与控制电子设备20上的各硬料设备以及计算机程序222,其可以是windows server、netware、unix、linux等。计算机程序222除了包括能够用于完成前述任一实施例公开的由电子设备20执行的料站表合成方法的计算机程序之外,还可以进一步包括能够用于完成其他特定工作的计算机程序。
89.进一步的,本技术实施例还公开了一种存储介质,所述存储介质中存储有计算机程序,所述计算机程序被处理器加载并执行时,实现前述任一实施例公开的料站表合成方法步骤。
90.本说明书中各个实施例采用递进的方式描述,每个实施例重点说明的都是与其它实施例的不同之处,各个实施例之间相同或相似部分互相参见即可。对于实施例公开的系统而言,由于其与实施例公开的方法相对应,所以描述的比较简单,相关之处参见方法部分说明即可。
91.最后,还需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
92.以上对本发明所提供的一种料站表合成方法、系统、设备及存储介质进行了详细介绍,本文中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想;同时,对于本领域的一般技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处,综上所述,本说明书内容不应理解为对本发明的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1