线材直径测量过程中纹理定位的算法的制作方法
1.本发明线材直径测量过程中纹理定位的算法,属于线材测量技术领域。
背景技术:
2.线材附件施工过程中,时常需要对线材的直径尺寸进行测量,现有技术中,线材附件的直径尺寸测量基本上都是通过施工现场的工作人员通过机械式测量工具进行手动测量,这种测量方式不仅需要施工人员携带测量工具,费时费力,并且测量工具会占用施工现空间。另一方面,由于测量工具都具有一定的测量误差,并且,在测量工具进行线材的直径尺寸测量时,需要施工人员进行测量读数,读数过程中也会出现误差,在测量误差和读数误差叠加后,进一步增大了线材长度测量的误差,时常导致线材附件的长度测量结果准确性较低,需要重新测量,这种情况大大降低了线材施工效率,影响施工进度。本发明提出的线材直径测量过程中纹理定位算法相较于现有技术中的测量方法,可在线材线附件施工时,对线材线的直径有现场快速测量需求时,操作人员通过手持终端控制双目相机,进行无接触、精确的测量,测量效率高,而且测量误差小于0.4%,精度高。
技术实现要素:
3.本发明提供了线材直径测量过程中纹理定位的算法,用以解决现有技术中的人工手动测量线材直径效率低、精度差的问题,所采取的技术方案如下:
4.线材直径测量过程中纹理定位的算法,所述算法包括:
5.在待测直径的线材上,沿待测直径的线材的圆周方向贴上一圈便携式标签,所述便携式标签即为纹理标签;
6.通过对已有纹理标签的模板图像识别,确定所述纹理标签的位置;
7.利用手持终端移动控制双目相机针对待测直径的线材拍摄一组或多组线材照片;
8.将获得到的一组或多组线材照片发送至边缘计算模块;
9.所述边缘计算模块根据一组或多组线材照片计算获取线材的直径。
10.进一步地,所述双目相机拍摄线材照片时距离待测线材0.1-5m,确保待测线材上的便携式标签均在双目相机的视野范围内。
11.进一步地,所述双目相机的基线长度为3-20cm。
12.进一步地,所述边缘计算模块根据一组或多组线材照片计算获取线材的直径,包括:
13.步骤1、分别获取双目相机中左摄像头和右摄像头拍摄图片对应的线材切边缘{pl,rl}和{pr,rr};
14.步骤2、将所述双目相机获取的图像中的与双目相机的圆心对应的点作为p,对于双目相机的左摄像头和右摄像头分别有:
[0015][0016][0017]
其中,z
c1
和z
c1
分别表示平移向量;矩阵中的矩阵元素p
100
……
p
123
分别表示旋转矩阵p中的元素;u,v表示点在图像中的坐标,xw,yw,zw表示其世界坐标;
[0018]
步骤3、对步骤2获得的两个矩阵进行整理可得:
[0019][0020][0021][0022][0023]
步骤4、利用最小二乘法对步骤3中获得公式进行拟合得到线材的圆心的世界坐标为{x,y,z};
[0024]
步骤5、将便携式标签所在点标记为p1、p2、p3和p4,对p1、p2、p3、p4分别用步骤1至步骤4同理方法获取p1、p2、p3、p4对应的世界坐标;
[0025]
步骤6、取(p1+p2+p3+p4)/4*2作为线材直径。
[0026]
进一步地,分别获取双目相机中左摄像头和右摄像头拍摄图片对应的线材切边缘{pl,rl}和{pr,rr},包括:
[0027]
针对双目相机左边摄像头采集的图像,进行灰度处理得到左摄像头灰度图;
[0028]
采用高斯滤波器对所述左摄像头灰度图进行平滑处理,消除图像噪声,获得左图像f1;
[0029]
对所述左图像f1进行canny处理后获得边缘图像f2;
[0030]
采用霍夫变换对所述边缘图像f2进行圆检测,得到所述边缘图像f2中的线材切面边缘;
[0031]
针对双目相机右边摄像头采集的图像,进行灰度处理得到右摄像头灰度图;
[0032]
采用高斯滤波器对所述右摄像头灰度图进行平滑处理,消除图像噪声,获得右图像f3;
[0033]
对所述右图像f3进行canny处理后获得边缘图像f4;
[0034]
采用霍夫变换对所述边缘图像f4进行圆检测,得到所述边缘图像f4中的线材切面边缘;
[0035]
将左摄像头获得的线材切面边缘和右摄像头获得的线材切面边缘分别记为{pl,rl}和{pr,rr},其中,p和r分别表示线材切面圆的圆心坐标和半径。
[0036]
线材直径测量过程中纹理定位的算法,所述算法通过如下系统执行,包括:
[0037]
贴签模块,用于在待测直径的线材上,沿待测直径的线材的圆周方向贴上一圈便携式标签,所述标签为纹理标签;
[0038]
拍照模块,用于利用手持终端移动控制双目相机针对待测直径的线材拍摄一组或多组线材照片;
[0039]
发送模块,用于将获得到的一组或多组线材照片发送至边缘计算模块;
[0040]
边缘计算模块,用于根据一组或多组线材照片计算获取线材的直径。
[0041]
进一步地,通过对已有纹理标签的模板图像识别,确定所述纹理标签的位置,包括:
[0042]
第一步,采集已有纹理标签的图片作为模板图片i
t
,其中,所述模板图片i
t
,宽度为w
t
,高度为h
t
;
[0043]
第二步,针对待识别图片i,定义其宽度为w,高度为h,左上角坐标为(0,0),右下角坐标为(w,h);
[0044]
第三步,从所述待识别图片的坐标(0,0)作为起点,截取宽度为w
t
、高度为h
t
的子图;
[0045]
第四步,计算所述子图i
sub
和所述模板图片i
t
的相似度,相似度计算公式为:
[0046][0047]
其中,i
t
(i,j)和i
sub
(i,j)分别表示坐标(i,j)位置的像素值;
[0048]
第五步,遍历图片i截取子图,并计算i与i
t
的相似度,直到移动到图片i右下角,s值最小的子图即为图片i中纹理标签位置。
[0049]
本发明有益效果:
[0050]
本发明基于移动双目图像采集设备的线材直径测量过程中纹理定位的算法可在线材线附件施工时,对线材线的直径有现场快速测量需求时,操作人员通过手持终端控制双目相机,进行无接触、精确的测量,测量效率高,而且测量误差不大于1mm,精度高。
附图说明
[0051]
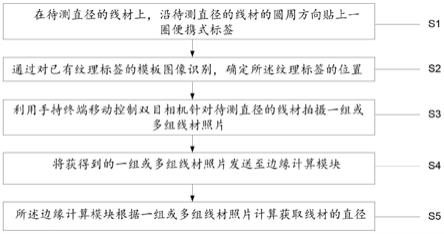
图1为本发明线材直径测量过程中纹理定位的算法流程图;
[0052]
图2为贴便携式标签的线材结构示意图;
[0053]
图3为线材直径计算模型示意图;
[0054]
图4为p1、p2、p3、p4四个点与p点的相对位置关系图;
[0055]
图5为本发明所述系统的系统框图;
[0056]
附图中,各标号所代表的部件列表如下:
[0057]
1-线材,2-便携式标签。
具体实施方式
[0058]
以下结合附图对本发明的优选实施例进行说明,应当理解,此处所描述的优选实施例仅用于说明和解释本发明,并不用于限定本发明。
[0059]
本发明实施例提出了线材直径测量过程中纹理定位的算法,如图1至图4所示,所述算法包括:
[0060]
s1、在待测直径的线材上,沿待测直径的线材的圆周方向贴上一圈便携式标签,所述便携式标签即为纹理标签;
[0061]
s2、通过对已有纹理标签的模板图像识别,确定所述纹理标签的位置;
[0062]
其中,通过对已有纹理标签的模板图像识别,确定所述纹理标签的位置,包括:
[0063]
第一步,采集已有纹理标签的图片作为模板图片i
t
,其中,所述模板图片i
t
,宽度为w
t
,高度为h
t
;
[0064]
第二步,针对待识别图片i,定义其宽度为w,高度为h,左上角坐标为(0,0),右下角坐标为(w,h);
[0065]
第三步,从所述待识别图片的坐标(0,0)作为起点,截取宽度为w
t
、高度为h
t
的子图;
[0066]
第四步,计算所述子图i
sub
和所述模板图片i
t
的相似度,相似度计算公式为:
[0067][0068]
其中,i
t
(i,j)和i
sub
(i,j)分别表示坐标(i,j)位置的像素值;
[0069]
第五步,遍历图片i截取子图,并计算i与i
t
的相似度,直到移动到图片i右下角,s值最小的子图即为图片i中纹理标签位置。
[0070]
s3、利用手持终端移动控制双目相机针对待测直径的线材拍摄一组或多组线材照片;
[0071]
s4、将获得到的一组或多组线材照片发送至边缘计算模块;
[0072]
s5、所述边缘计算模块根据一组或多组线材照片计算获取线材的直径。
[0073]
其中,所述双目相机拍摄线材照片时距离待测线材0.1-5m,确保待测线材上的便携式标签均在双目相机的视野范围内。所述双目相机的基线长度为3-20cm。
[0074]
上述技术方案的工作原理为:首先,在待测直径的线材上,沿待测直径的线材的圆周方向贴上一圈便携式标签,所述标签为纹理标签;然后,利用手持终端移动控制双目相机针对待测直径的线材拍摄一组或多组线材照片;之后,将获得到的一组或多组线材照片发送至边缘计算模块;最后,所述边缘计算模块根据一组或多组线材照片计算获取线材的直径。
[0075]
上述技术方案的效果为:可在线材线附件施工时,对线材线的直径有现场快速测量需求时,操作人员通过手持终端控制双目相机,进行无接触、精确的测量,测量效率高,而且测量误差不大于1mm,精度高。
[0076]
本发明的一个实施例,所述边缘计算模块根据一组或多组线材照片计算获取线材的直径,包括:
[0077]
步骤1、分别获取双目相机中左摄像头和右摄像头拍摄图片对应的线材切边缘
{pl,rl}和{pr,rr};
[0078]
步骤2、将所述双目相机获取的图像中的与双目相机的圆心对应的点作为p,对于双目相机的左摄像头和右摄像头分别有:
[0079][0080][0081]
其中,z
c1
和z
c1
分别表示平移向量;矩阵中的矩阵元素p
100
……
p
123
分别表示旋转矩阵p中的元素;u,v表示点在图像中的坐标,xw,yw,zw表示其世界坐标;
[0082]
步骤3、对步骤2获得的两个矩阵进行整理可得:
[0083][0084][0085][0086][0087]
步骤4、利用最小二乘法对步骤3中获得公式进行拟合得到线材的圆心的世界坐标为{x,y,z};
[0088]
步骤5、将便携式标签所在点标记为p1、p2、p3和p4,对p1、p2、p3、p4分别用步骤1至步骤4同理方法获取p1、p2、p3、p4对应的世界坐标;
[0089]
步骤6、取(p1+p2+p3+p4)/4*2作为线材直径。
[0090]
其中,步骤1所述分别获取双目相机中左摄像头和右摄像头拍摄图片对应的线材切边缘{pl,rl}和{pr,rr},包括:
[0091]
步骤101、针对双目相机左边摄像头采集的图像,进行灰度处理得到左摄像头灰度图;
[0092]
步骤102、采用高斯滤波器对所述左摄像头灰度图进行平滑处理,消除图像噪声,获得左图像f1;
[0093]
步骤103、对所述左图像f1进行canny处理后获得边缘图像f2;
[0094]
步骤104、采用霍夫变换对所述边缘图像f2进行圆检测,得到所述边缘图像f2中的线材切面边缘;
[0095]
步骤105、针对双目相机右边摄像头采集的图像,进行灰度处理得到右摄像头灰度图;
[0096]
步骤106、采用高斯滤波器对所述右摄像头灰度图进行平滑处理,消除图像噪声,获得右图像f3;
[0097]
步骤107、对所述右图像f3进行canny处理后获得边缘图像f4;
[0098]
步骤108、采用霍夫变换对所述边缘图像f4进行圆检测,得到所述边缘图像f4中的线材切面边缘;
[0099]
步骤109、将左摄像头获得的线材切面边缘和右摄像头获得的线材切面边缘分别记为{pl,rl}和{pr,rr},其中,p和r分别表示线材切面圆的圆心坐标和半径。
[0100]
上述技术方案的效果为:本实施例提出的方法应用于双目摄像安全帽,利用本实施例所述方法的双目摄像安全帽的最大测量范围为50cm,测量误差不大于1mm。可在线材线附件施工时,对线材线的直径有现场快速测量需求时,操作人员通过手持终端控制双目相机,进行无接触、精确的测量,测量效率高,而且测量误差不大于1mm,精度高。
[0101]
本发明的一个实施例提出了线材直径测量过程中纹理定位的算法,如图5所示,执行所述算法的系统包括:
[0102]
贴签模块,用于在待测直径的线材上,沿待测直径的线材的圆周方向贴上一圈便携式标签,所述标签为纹理标签;
[0103]
拍照模块,用于利用手持终端移动控制双目相机针对待测直径的线材拍摄一组或多组线材照片;
[0104]
发送模块,用于将获得到的一组或多组线材照片发送至边缘计算模块;
[0105]
边缘计算模块,用于根据一组或多组线材照片计算获取线材的直径。
[0106]
其中,所述双目相机拍摄线材照片时距离待测线材0.1-5m,确保待测线材上的便携式标签均在双目相机的视野范围内。所述双目相机的基线长度为3-20cm。
[0107]
具体的,所述边缘计算模块计算获取线材的直径的过程包括:
[0108]
步骤1、分别获取双目相机中左摄像头和右摄像头拍摄图片对应的线材切边缘{pl,rl}和{pr,rr};
[0109]
步骤2、将所述双目相机获取的图像中的与双目相机的圆心对应的点作为p,对于双目相机的左摄像头和右摄像头分别有:
[0110][0111][0112]
其中,z
c1
和z
c1
分别表示平移向量;矩阵中的矩阵元素p
100
……
p
123
分别表示旋转矩阵p中的元素;u,v表示点在图像中的坐标,xw,yw,zw表示其世界坐标;
[0113]
步骤3、对步骤2获得的两个矩阵进行整理可得:
[0114][0115][0116][0117][0118]
步骤4、利用最小二乘法对步骤3中获得公式进行拟合得到线材的圆心的世界坐标为{x,y,z};
[0119]
步骤5、将便携式标签所在点标记为p1、p2、p3和p4,对p1、p2、p3、p4分别用步骤1至步骤4同理方法获取p1、p2、p3、p4对应的世界坐标;
[0120]
步骤6、取(p1+p2+p3+p4)/4*2作为线材直径。
[0121]
其中,步骤1所述分别获取双目相机中左摄像头和右摄像头拍摄图片对应的线材切边缘{pl,rl}和{pr,rr},包括:
[0122]
步骤101、针对双目相机左边摄像头采集的图像,进行灰度处理得到左摄像头灰度图;
[0123]
步骤102、采用高斯滤波器对所述左摄像头灰度图进行平滑处理,消除图像噪声,获得左图像f1;
[0124]
步骤103、对所述左图像f1进行canny处理后获得边缘图像f2;
[0125]
步骤104、采用霍夫变换对所述边缘图像f2进行圆检测,得到所述边缘图像f2中的线材切面边缘;
[0126]
步骤105、针对双目相机右边摄像头采集的图像,进行灰度处理得到右摄像头灰度图;
[0127]
步骤106、采用高斯滤波器对所述右摄像头灰度图进行平滑处理,消除图像噪声,获得右图像f3;
[0128]
步骤107、对所述右图像f3进行canny处理后获得边缘图像f4;
[0129]
步骤108、采用霍夫变换对所述边缘图像f4进行圆检测,得到所述边缘图像f4中的线材切面边缘;
[0130]
步骤109、将左摄像头获得的线材切面边缘和右摄像头获得的线材切面边缘分别记为{pl,rl}和{pr,rr},其中,p和r分别表示线材切面圆的圆心坐标和半径。
[0131]
上述技术方案的效果为:本实施例提出的系统应用于双目摄像安全帽,利用本实施例所述系统的双目摄像安全帽的最大测量范围为50cm,测量误差不大于1mm。可在线材线附件施工时,对线材线的直径有现场快速测量需求时,操作人员通过手持终端控制双目相机,进行无接触、精确的测量,测量效率高,而且测量误差不大于1mm,精度高。
[0132]
显然,本领域的技术人员可以对本发明进行各种改动和变型而不脱离本发明的精神和范围。这样,倘若本发明的这些修改和变型属于本发明权利要求及其等同技术的范围之内,则本发明也意图包含这些改动和变型在内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1