牙科加工机的警报通知装置及系统、记录介质的制作方法
1.本发明涉及牙科加工机的警报通知装置、警报通知系统及存储有警报通知用的计算机程序的非暂时性的记录介质。
背景技术:
2.例如在日本特开2015-120222号公报中公开了通过将由陶瓷或树脂等预定的材料形成的被加工物切削加工成所希望的形状(以下,也称为加工)来制作对象物的切削装置。日本特开2015-120222号公报中公开的切削装置使用具有刀具部的棒状的加工工具,一边使加工工具以中心轴为中心旋转,一边变更加工工具与被加工物的相对的位置,由此对被加工物进行加工。其结果,能够制作所希望的对象物。
3.然而,作为上述切削加工机的一例,可举出在牙科领域中使用的牙科加工机。在用牙科加工机对被加工物进行加工的过程中,牙科加工机可能会发生错误。根据错误的种类,在牙科加工机的使用者侧可能无法消除该错误。在该情况下,使用者例如与呼叫中心等维护人员联系。因此,维护人员大多通过来自使用者的联系而得知在牙科加工机中发生了错误。在错误发生期间,有时无法使用牙科加工机,导致作业效率的降低。
技术实现要素:
4.用于解决课题的技术方案
5.本发明是鉴于上述问题而完成的,其目的在于提供牙科加工机的警报通知装置、警报通知系统及存储有警报通知用的计算机程序的非暂时性的记录介质,在牙科加工机中发生了错误时,能够更快地向维护牙科加工机的维护人员通知与错误相关的警报。
6.在此公开的牙科加工机的警报通知装置具备接收部、第一提取部、通知部。所述接收部从牙科加工机接收错误信息。所述第一提取部从由所述接收部接收到的所述错误信息中提取在预先设定的第一期间产生的所述错误信息来作为第一提取错误信息。所述通知部向进行所述牙科加工机的维护的维护人员所使用的管理装置通知与所述第一提取错误信息相关的警报。
7.根据所述牙科加工机的警报通知装置,在牙科加工机中发生了错误时,接收与该错误相关的错误信息,并提取在第一期间产生的错误信息来作为第一提取错误信息。然后,向维护人员通知与第一提取错误信息相关的警报。因此,维护人员通过被通知警报,能够得知在牙科加工机中发生了哪种错误。因此,不用等待来自牙科加工机的使用者的联系,就能够更快地得知在牙科加工机中发生了错误。
附图说明
8.图1是实施方式所涉及的警报通知系统的概念图。
9.图2是牙科加工机的立体图。
10.图3是牙科加工机的主视图,是表示打开了罩的状态的图。
11.图4是工具库、旋转支承构件及夹具的立体图。
12.图5是实施方式所涉及的警报通知系统的框图。
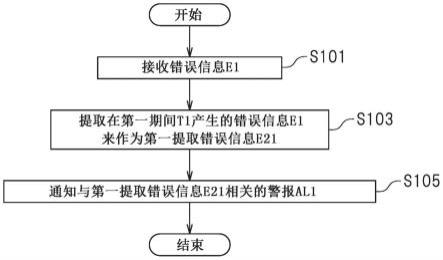
13.图6是表示从警报通知装置向管理装置通知与第一提取错误信息相关的警报的步骤的流程图。
14.图7是表示错误信息的一例的图。
15.图8是表示进行了与错误信息相关的警报的通知的邮件的一例的图。
16.图9是表示维护人员设定第一期间时的警报通知装置的控制步骤的流程图。
17.图10是表示在第一期间及第二期间发生的错误的种类的一例的图。
18.图11是表示在管理装置的管理显示画面上显示的管理画面的一例的图。
19.图12是表示从警报通知装置向管理装置通知与第二提取错误信息相关的警报的步骤的流程图。
20.图13是维护人员设定第二期间及基准发生次数时的警报通知装置的控制步骤的流程图。
21.图14是表示通知预测警报的步骤的流程图。
22.图15是表示通知与更换部件相关的更换警报的步骤的流程图。
具体实施方式
23.以下,参照附图对具备本发明的实施方式的牙科加工机的警报通知装置的警报通知系统进行说明。此外,在此说明的实施方式当然并不意味着对本发明进行特别限定。
24.图1是本实施方式所涉及的警报通知系统1的概念图。警报通知系统1是基于在牙科加工机100中发生了错误时的错误信息而将与牙科加工机100相关的警报通知给后述的维护人员用的系统。
25.如图1所示,本实施方式所涉及的警报通知系统1具备牙科加工机100、操作终端110、牙科加工机的警报通知装置(以下,也称为警报通知装置。)120及管理装置150。本实施方式所涉及的牙科加工机100的数量没有特别限定。牙科加工机100可以是1个,也可以是多个。操作终端110是使用者操作牙科加工机100时使用的终端。在操作终端110以能够通信的方式连接有1个或多个牙科加工机100。在本实施方式中,在1个牙科加工机100上以能够通信的方式连接有1个操作终端110,但也可以连接有多个操作终端110。此外,本实施方式所涉及的操作终端110的数量也没有特别限定。
26.警报通知装置120一并管理与牙科加工机100相关的信息,根据需要将警报通知给管理装置150。在警报通知装置120以能够通信的方式连接有多个牙科加工机100。另外,在本实施方式中,在警报通知装置120也以能够通信的方式连接有多个操作终端110,经由操作终端110连接有多个牙科加工机100。警报通知装置120可以是1个,也可以是多个。
27.管理装置150是进行牙科加工机100的维护的维护人员所使用的装置,是从警报通知装置120被通知与牙科加工机100相关的警报的装置。在此,管理装置150与警报通知装置120以能够通信的方式连接。此外,管理装置150的数量也没有特别限定。管理装置150的数量可以如本实施方式那样是1个,也可以是多个。
28.此外,在本实施方式中,警报通知系统1可以通过客户端服务器型的系统实现,也可以通过云计算实现。以下,对牙科加工机100、操作终端110、警报通知装置120及管理装置
150进行详细说明。
29.首先,对牙科加工机100进行说明。多个牙科加工机100的机型可能不同。但是,多个牙科加工机100的基本的结构相同。因此,在此,对牙科加工机100的基本结构进行说明。
30.图2是牙科加工机100的立体图。图3是牙科加工机100的主视图,是表示打开罩12的状态的图。图4是后述的工具库14、旋转支承构件15及夹具16的立体图。图5是本实施方式所涉及的警报通知系统1的框图。在以下的说明中,左方、右方分别是指从位于牙科加工机100的正面、即位于与罩12相对的位置的使用者观察的左方、右方。另外,从上述的使用者来看,形成牙科加工机100的主体11的内部的加工空间26(参照图3)的底面随着从近前朝向里侧而向下方倾斜。因此,在本实施方式中,将上述使用者沿着上述底面远离牙科加工机100的一方作为前方,将上述使用者沿着上述底面接近牙科加工机100的一方作为后方。另外,在与上述底面正交的方向上,将上作为牙科加工机100的上方,将下作为牙科加工机100的下方。此外,附图中的f、rr、l、r、u、d分别表示前、后、左、右、上、下。
31.在本实施方式中,在将相互正交的轴设为x轴、y轴、z轴时,牙科加工机100配置在由x轴和y轴构成的平面上。例如,x轴是沿左右方向延伸的轴,y轴是沿前后方向延伸的轴,z轴是沿上下方向延伸的轴。另外,附图的符号θx、θy、θz分别表示绕x轴、绕y轴、绕z轴的旋转方向。但是,上述方向只不过是为了便于说明而确定的方向,并不对牙科加工机100的设置方式进行任何限定,也不对本发明进行任何限定。
32.牙科加工机100通过对被加工物5(参照图4)进行切削加工来制作对象物。在此,对象物的种类没有特别限定,例如是齿冠补缀物。作为齿冠补缀物,例如可举出嵌体、牙冠、牙桥等。在本实施方式中,牙科加工机100在牙科领域中使用,由被加工物5制作齿冠补缀物。
33.被加工物5的形状例如是圆盘形状。被加工物5由氧化锆、蜡、聚甲基丙烯酸甲酯树脂(pmma)、混合树脂、peek(聚醚醚酮树脂)、石膏等材料的种类形成。在作为被加工物5的材料的种类而使用氧化锆时,例如,使用半烧结的氧化锆。但是,被加工物5的形状及材料没有特别限定。
34.如图2所示,牙科加工机100具备主体11、罩12、加工机构13(参照图3)、工具库14(参照图4)、旋转支承构件15及夹具16(参照图4)。主体11形成为箱状,在内部具有空间。该空间是加工空间26(参照图3)。加工空间26是对被加工物5进行切削加工的空间。虽然省略详细图示,但如上所述,形成加工空间26的底面随着从前方朝向后方而向下方倾斜。主体11的前部开口。如图3所示,罩12将主体11的开口开闭自如地支承于主体11。在罩12设置有窗部12a。使用者能够从窗部12a目视确认主体11内的加工空间26。
35.如图3所示,加工机构13使用加工工具8对被加工物5进行切削加工。加工机构13通过一边使加工工具8旋转一边使其与被加工物5接触,从而对被加工物5进行加工。加工机构13具有主轴31、工具把持部32。主轴31及工具把持部32配置于主体11的加工空间26。主轴31使工具把持部32及被工具把持部32把持的棒状的加工工具8以加工工具8的中心轴为中心旋转。主轴31设置成能够相对于主体11更换。主轴31在上下方向上延伸,构成为能够绕z轴θz旋转。
36.工具把持部32把持加工工具8,并设置于主轴31。详细而言,工具把持部32设置于主轴31的底面。工具把持部32设置成能够相对于主体11更换。工具把持部32选择性地把持多个加工工具8中的1个。通过主轴31绕z轴θz旋转,工具把持部32及被工具把持部32把持的
加工工具8绕z轴θz、换言之绕加工工具8的中心轴旋转。
37.在本实施方式中,被工具把持部32把持的加工工具8存在多个。加工工具8为棒状,在下部具有刀具部8a。预先准备与该刀具部8a的形状不同的多个种类的加工工具8。在加工过程中,被工具把持部32把持的加工工具8根据需要被更换为其他加工工具8。
38.在本实施方式中,主轴31及加工工具8是消耗品,在使用了预定的时间或预定的次数后进行更换。在此,将如主轴31或加工工具8那样在某种程度使用后更换的部件称为更换部件38。更换部件38是经过了预先设定的基准使用时间t5(参照图15)时推荐更换的部件,被设置于牙科加工机100。
39.此外,在此,作为更换部件38的一例,举出了主轴31或加工工具8,但更换部件38并不限于主轴31、加工工具8。即,在更换部件38中,即使是主轴31或加工工具8以外的部件,也可以包括在经过了基准使用时间t5时推荐更换的部件。在此,基准使用时间t5是概念性的,对于更换部件38所包括的主轴31、加工工具8等所有的部件,具体的基准使用时间t5可能不是相同的时间。即,基准使用时间t5是针对更换部件38所包括的每个部件设定的时间,也可以对更换部件38所包括的每个部件设定不同的时间。例如更换部件38所包括的主轴31的基准使用时间t5为大约2000小时,更换部件38所包括的加工工具8的基准使用时间t5为大约10小时~20小时。
40.在本实施方式中,如图5所示,牙科加工机100具备移动机构33。移动机构33是使加工机构13(详细而言,主轴31及工具把持部32)移动的机构。在此,移动机构33构成为使加工机构13在左右方向及上下方向上移动。此外,移动机构33的结构没有特别限定。例如移动机构33由马达构成,通过马达驱动而使加工机构13移动。
41.如图4所示,工具库14能够收容多个加工工具8。在本实施方式中,工具库14形成为箱状。在工具库14的上表面形成有收容加工工具8的多个收容孔35。加工工具8以其上部露出的状态插通于收容孔35。此外,收容孔35的数量没有特别限定,在此为10个。因此,在本实施方式中,能够在工具库14收容10个加工工具8。在更换由工具把持部32把持的加工工具8时,使由工具把持部32把持的加工工具8返回到收容孔35。然后,使加工机构13移动到接下来使用的加工工具8的上方的位置。之后,由工具把持部32把持位于工具把持部32的下方的加工工具8的上端。
42.在本实施方式中,如图4所示,在工具库14设置有可旋转地支承旋转支承构件15的第一旋转轴41。第一旋转轴41沿左右方向延伸,并与旋转支承构件15连结。虽然省略了图示,但在工具库14设置有使第一旋转轴41旋转的驱动机构。第一旋转轴41构成为能够通过该驱动机构绕x轴θx旋转。通过第一旋转轴41绕x轴θx旋转,旋转支承构件15绕x轴θx旋转。
43.旋转支承构件15可旋转地支承夹具16。旋转支承构件15在俯视下形成为大致c字形状。旋转支承构件15经由第一旋转轴41而与工具库14连结。旋转支承构件15具有第一部分51、第二部分52及第三部分53。第一部分51配置在工具库14的左方,并沿前后方向延伸。第二部分52从第一部分51的后端向左方延伸。第三部分53从第一部分51的前端向左方延伸。第三部分53与第二部分52相对。在本实施方式中,在第二部分52与第三部分53之间配置有夹具16。
44.夹具16是在加工被加工物5时支承被加工物5的构件。在本实施方式中,在被加工物5安装有适配器(未图示),夹具16经由上述适配器支承被加工物5。例如夹具16形成与被
加工物5的形状的一部分对应的形状。在此,夹具16在俯视下为大致c字形状。夹具16可旋转地支承于旋转支承构件15的第二部分52及第三部分53上。在夹具16的后部连接有第二旋转轴42的一端,在第二旋转轴42的另一端连接有第二部分52。在夹具16的前部连接有第三旋转轴43的一端,在第三旋转轴43的另一端连接有第三部分53。在本实施方式中,在第三部分53设置有使夹具16绕y轴θy旋转的驱动马达16a(参照图5)。
45.本实施方式所涉及的牙科加工机100也可以是所谓的带盘片更换器的牙科加工机。此外,该情况下的盘片更换器能够采用以往公知的盘片更换器。作为盘片更换器,例如能够采用日本特开2018-89763号公报中记载的被加工物输送装置。
46.如图2所示,牙科加工机100具备控制装置60。控制装置60是进行与被加工物5的加工相关的控制的装置。控制装置60由微型计算机构成,设置于主体11的内部。控制装置60具备例如中央处理装置(cpu)、存储cpu执行的程序等的rom、ram等。在此,利用保存在微型计算机内的程序来进行与被加工物5的加工相关的控制。
47.如图5所示,控制装置60以能够通信的方式与主轴31连接,控制主轴31的旋转。控制装置60以能够通信的方式与使夹具16绕y轴θy旋转的驱动马达16a连接,控制驱动马达16a。控制装置60以能够通信的方式与使加工机构13在左右方向及上下方向上移动的移动机构33连接,控制移动机构33。另外,虽然省略了图示,但控制装置60以能够通信的方式与使第一旋转轴41旋转的上述驱动机构连接,控制上述驱动机构。
48.在本实施方式中,如图5所示,控制装置60具备牙科存储部61、牙科接收部62、牙科发送部63、错误检测部64、电流值取得部65及时间计算部66。牙科接收部62从操作终端110、警报通知装置120接收各种信息。牙科发送部63向操作终端110、警报通知装置120发送各种信息(例如错误信息e1(参照图7))。错误检测部64检测在对被加工物5进行加工时产生的牙科加工机100的错误。电流值取得部65取得流过主轴31的电流的值即主轴电流值a1(参照图14)。时间计算部66计算加工工具8、主轴31等更换部件38实际使用的使用时间t6(参照图15)。
49.接着,对图1所示的操作终端110进行说明。在本实施方式中,多个操作终端110具有相同结构。因此,以下对1个操作终端110的结构进行说明。操作终端110是操作牙科加工机100的终端。操作终端110例如由个人计算机实现。操作终端110可以由通用的计算机实现,也可以由专用的计算机实现。
50.如图1所示,在操作终端110以能够通信的方式连接有牙科加工机100。操作终端110能够操作可通信地连接的牙科加工机100。如图5所示,操作终端110例如具备终端显示画面111、终端操作部112及终端控制装置113。
51.终端显示画面111的种类没有特别限定,例如是台式的个人计算机或笔记本型的个人计算机(换言之,笔记本电脑)的显示器。终端操作部112例如是个人计算机的键盘及鼠标。但是,终端操作部112也可以是设置于终端显示画面111的触摸面板。
52.终端控制装置113例如是微型计算机。微型计算机的硬件的结构没有特别限定,例如具备cpu、rom、ram及存储装置等。终端控制装置113以能够通信的方式与终端显示画面111及终端操作部112连接。另外,终端控制装置113也以能够通信的方式与牙科加工机100的控制装置60连接。
53.在终端控制装置113中安装有用于操作牙科加工机100的专用的应用程序。使用者
通过对终端操作部112进行操作而将上述应用程序显示于终端显示画面111并经由终端操作部112对上述应用程序进行操作,从而能够对牙科加工机100进行操作。
54.如图5所示,终端控制装置113具备终端存储部115、终端接收部116及终端发送部117。终端接收部116例如从牙科加工机100、警报通知装置120接收各种信息等。终端发送部117例如向牙科加工机100、警报通知装置120发送各种信息等。
55.接着,对图1所示的警报通知装置120进行说明。警报通知装置120是在牙科加工机100发生不良情况时或者将要成为可能发生不良情况的状况时向管理装置150通知警报的装置。在此,牙科加工机100的不良情况是指例如在牙科加工机100中发生了错误时、需要对牙科加工机100的维护时等。
56.例如在警报通知系统1由客户端服务器型的系统实现的情况下,警报通知装置120作为服务器发挥功能。另一方面,在警报通知系统1由云计算实现的情况下,警报通知装置120作为云端发挥功能。
57.在本实施方式中,如图5所示,警报通知装置120具备警报显示画面121、警报操作部122及警报控制装置123。警报显示画面121例如是构成服务器的台式的显示器。警报操作部122例如是构成服务器的个人计算机的键盘及鼠标。
58.警报控制装置123例如是微型计算机。警报控制装置123例如具备cpu、rom及ram。警报控制装置123以能够通信的方式与警报显示画面121及警报操作部122连接。而且,警报控制装置123以能够通信的方式与牙科加工机100的控制装置60及操作终端110的终端控制装置113连接。此外,关于警报控制装置123的详细结构,将在后面叙述。
59.图1所示的管理装置150是用于管理牙科加工机100的装置。在本实施方式中,管理装置150例如是维护人员管理牙科加工机100时使用的装置。在此,维护人员是指承办对牙科加工机100的维护的人员。维护人员可以是牙科加工机100的制造商。另外,维护人员也可以是所谓的呼叫中心。
60.管理装置150例如由个人计算机实现。管理装置150可以由通用的计算机实现,也可以由专用的计算机实现。另外,管理装置150也可以是所谓的智能手机、平板型的个人计算机等便携式终端。
61.如图5所示,管理装置150具备管理显示画面151、管理操作部152及管理控制装置153。管理显示画面151例如是台式的个人计算机、笔记本型的个人计算机(换言之,笔记本电脑)的显示器或便携式终端的显示器。管理操作部152例如是个人计算机的键盘及鼠标。但是,管理操作部152也可以是设置于管理显示画面151的触摸面板。
62.管理控制装置153例如是微型计算机。管理控制装置153例如具备cpu、rom及ram等。管理控制装置153以能够通信的方式与管理显示画面151及管理操作部152连接。另外,管理控制装置153以能够通信的方式与警报通知装置120的警报控制装置123连接。
63.管理控制装置153具备管理存储部155、管理接收部156及管理发送部157。管理接收部156从警报通知装置120接收各种信息(例如从警报通知装置120被通知的警报)。管理发送部157向警报通知装置120等发送各种信息。
64.然而,在牙科加工机100中,在对被加工物5进行加工时,可能发生错误。在牙科加工机100发生了错误时,在使用者能够消除错误的情况下,通过使用者消除该错误,能够继续使用牙科加工机100。但是,在使用者不能消除的错误时,使用者与维护人员联系。之后,
维护人员访问牙科加工机100的设置场所,进行牙科加工机100的维护,消除错误。这样,以往,在发生了牙科加工机100的错误时,维护人员在收到了来自使用者的联系时,有时会得知发生了错误。因此,产生了从发生了牙科加工机100的错误时起到维护人员得知发生了错误为止的时滞。因此,在本实施方式中,提供在牙科加工机100发生了错误时自动将与错误相关的警报通知给维护人员的系统,从而减小上述的时滞。
65.在本实施方式中,在牙科加工机100发生了错误时,为了将与该错误相关的警报通知给维护人员,如图5所示,警报通知装置120的警报控制装置123具备存储部131、接收部133、发送部135、地址设定部137、期间设定部139、第一提取部141、第二提取部142、时间判定部145、电流值判定部147及通知部149。此外,警报控制装置123的各部分可以由软件构成,也可以由硬件构成。另外,警报控制装置123的各部分可以由1个或多个处理器实现,也可以由电路组装。此外,关于警报控制装置123的各部分的具体的控制、处理,将在后面叙述。
66.接着,对从警报通知装置120向管理装置150通知警报的步骤进行说明。在此,首先按照图6的流程图对在牙科加工机100发生了错误时的警报的通知的一例的步骤进行说明。在本实施方式中,在牙科加工机100发生了错误时,警报通知装置120接收与该错误相关的后述的错误信息e1。然后,警报通知装置120基于接收到的错误信息e1,根据需要向维护人员通知警报。在此,通过向管理装置150通知警报,向维护人员通知警报。
67.在本实施方式中,在图6的步骤s101中,警报通知装置120的接收部133从牙科加工机100接收错误信息e1。在该步骤s101之前,在牙科加工机100侧,进行以下的控制。
68.首先在牙科加工机100发生错误。在发生了错误时,牙科加工机100的错误检测部64(参照图5)检测在牙科加工机100中发生的错误。在牙科加工机100发生的错误的种类没有特别限定,包括以往公知的错误。错误是在不能适当地加工被加工物5时发生的。错误例如包括加工工具8折断引起的错误、工具把持部32不能把持加工工具8引起的错误、主轴31不能以适当的每单位时间的转速旋转引起的错误、加工机构13或夹具16不能移动到适当的位置引起的错误、在上述的带盘片更换器的牙科加工机中因盘片更换器对被加工物5的更换而发生的错误等。错误检测部64经由未图示的传感器等检测这些错误。
69.这样,在由错误检测部64检测出牙科加工机100的错误后,牙科加工机100的牙科发送部63(参照图5)将与在牙科加工机100中发生的错误相关的错误信息e1发送给警报通知装置120。此外,牙科发送部63也可以将错误信息e1既发送给警报通知装置120也发送给操作终端110。
70.错误信息e1中包含的项目没有特别限定。图7是表示错误信息e1的一例的图。在本实施方式中,错误信息e1例如具有错误日期时间201、错误id202及设备id203。错误日期时间201是在牙科加工机100中发生了错误时的日期及时刻。详细而言,错误日期时间201是牙科加工机100的错误检测部64检测到错误时的日期及时刻。但是,错误日期时间201也可以是警报通知装置120接收到错误信息e1的日期时间。
71.错误id202唯一地确定错误的种类。错误id202是对每个错误的种类附加的固有的id。维护人员能够根据错误id202得知在牙科加工机100中发生哪种错误。虽然省略详细图示,但例如错误id202的列表被存储在牙科加工机100的牙科存储部61(参照图5)中。在错误检测部64检测到错误时,参照错误id202的列表,将与由错误检测部64检测到的错误对应的
错误id202发送给警报通知装置120。设备id203是对每个牙科加工机100附加的固有的id。能够根据该设备id203唯一地确定牙科加工机100。
72.如上所述,当从牙科加工机100的牙科发送部63发送错误信息e1时,在图6的步骤s101中,警报通知装置120的接收部133接收从牙科加工机100发送的错误信息e1。此外,接收部133接收到的错误信息e1被存储在存储部131中。
73.接着,在步骤s103中,图5的第一提取部141从接收部133接收到的错误信息e1中提取在第一期间t1产生的错误信息e1来作为第一提取错误信息e21,在步骤s105中,图5的通知部149通知与第一提取错误信息e21相关的警报al1。这样,在本实施方式中,将与在预先设定的第一期间t1产生的错误信息e1(第一提取错误信息e21)相关的警报al1通知给管理装置150。该第一期间t1在图8的示例中相当于监视期间。监视期间是指维护人员想知道在牙科加工机100中发生了错误的从当前向过去追溯的期间。第一期间t1存储于警报通知装置120的存储部131(参照图5)。此外,该第一期间t1可以是预先设定的期间,也可以是由维护人员设定的期间。
74.图9是表示维护人员设定第一期间t1时的警报通知装置120的控制步骤的流程图。在第一期间t1由维护人员设定的情况下,例如在管理装置150的管理显示画面151(参照图5)显示期间设定画面(未图示)。维护人员对管理操作部152进行操作,输入想要设定为第一期间t1的第一设定值v1(参照图9的步骤s201)。当第一设定值v1的输入完成时,图5所示的管理发送部157将第一设定值v1发送到警报通知装置120。接着,在图9的步骤s201中,警报通知装置120的接收部133从管理装置150接收第一设定值v1。之后,在步骤s203中,警报通知装置120的期间设定部139(参照图5)将第一设定值v1设定为第一期间t1。被设定为第一设定值v1的第一期间t1被存储在存储部131中。
75.此外,例如根据错误信息e1的种类,可能存在想要使第一期间t1不同的情况。例如,关于错误的发生频度高的错误信息e1,有时缩短第一期间t1,或者关于频度低的错误信息e1,有时延长第一期间t1。期间设定部139也可以按照错误信息e1的每个种类来设定作为监视期间的第一期间t1。此外,在此,错误信息e1的种类是指错误id202(参照图7)的种类。即,错误id202不同的错误信息e1设为错误信息e1的种类不同。
76.在按照错误信息e1的每个种类来设定第一期间t1的情况下,管理显示画面151中显示的上述期间设定画面也可以构成为能够按照错误信息e1的每个种类来设定第一设定值v1。而且,按照错误信息e1的每个种类来设定的第一设定值v1被发送到警报通知装置120,期间设定部139按照错误信息e1的每个种类将第一设定值v1设定为第一期间t1。
77.此外,第一期间t1的具体的期间没有特别限定。例如第一期间t1可以是月单位、周单位或日单位,也可以是小时单位、分钟单位或秒单位。另外,也能够在第一期间t1设定0。在第一期间t1设定0的情况下,每当由错误检测部64检测出牙科加工机100的错误时,就通知警报al1。即,在该情况下,每当由错误检测部64检测出牙科加工机100的错误,就以错误发生的实时通知警报al1。
78.在本实施方式中,如上所述,在图6的步骤s105中,将与在第一期间t1产生的错误信息e1(第一提取错误信息e21)相关的警报al1通知给管理装置150。因此,在步骤s103中,警报通知装置120的第一提取部141从由接收部133接收到的错误信息e1中提取在第一期间t1产生的错误信息e1来作为第一提取错误信息e21。图10是表示在第一期间t1及第二期间
t2发生的错误的种类a、b、c的一例的图。在图10中,横轴表示时间,
“×”
表示错误的发生。在图10的示例中,在第一期间t1,发生种类a及种类b的错误,没有发生种类c的错误。在该情况下,第一提取部141提取与种类a及种类b相关的错误信息e1来作为第一提取错误信息e21,不提取与种类c相关的错误信息e1来作为第一提取错误信息e21。
79.这样,在图6的步骤s103中,在提取第一提取错误信息e21后,在步骤s105中,警报通知装置120的通知部149向管理装置150通知与第一提取错误信息e21相关的警报al1。在此,向管理装置150通知警报al1的方法没有特别限定。在本实施方式中,通知部149通过图8所示的邮件m1向预先设定于管理装置150的邮件地址通知警报al1。本实施方式的“通知警报”是指显示相应的错误等的信息(例如第一提取错误信息e21)。
80.在本实施方式中,警报al1的通知目的地的邮件地址由图5所示的地址设定部137设定。作为通知目的地的邮件地址,警报通知装置120的地址设定部137可以针对所有的第一提取错误信息e21的种类设定相同的邮件地址,也可以针对第一提取错误信息e21的每个种类设定不同的邮件地址。另外,作为通知目的地的邮件地址,地址设定部137也可以针对多个牙科加工机100设定相同的邮件地址,也可以针对每个牙科加工机100设定不同的邮件地址。在维护人员作为对象的牙科加工机100的使用者存在多个的情况下,地址设定部137也可以针对每个使用者设定不同的邮件地址。
81.在本实施方式中,通知部149通知警报al1的通知目的地的邮件地址也可以由维护人员设定。在维护人员设定警报al1的通知目的地的邮件地址的情况下,首先在管理装置150的管理显示画面151(参照图5)显示邮件地址设定画面(未图示)。维护人员对管理操作部152进行操作,在上述邮件地址设定画面中输入设定邮件地址。当设定邮件地址的输入完成时,管理发送部157将设定邮件地址发送到警报通知装置120。警报通知装置120的接收部133接收设定邮件地址。之后,警报通知装置120的地址设定部137将设定邮件地址设定为警报al1的通知目的地的邮件地址。
82.在本实施方式中,通知部149进行的警报al1的通知的定时没有特别限定。在此,通知部149在从上次的警报al1的通知起经过了预定的通知时间t3(参照图5)的定时,通知警报al1。如图5所示,该通知时间t3存储于存储部131。通知时间t3可以是预先设定的时间,也可以是由维护人员设定的时间。通知时间t3例如是12小时或24小时。例如在通知时间t3为12小时的情况下,警报通知的邮件1天分发2次。例如在通知时间t3为24小时的情况下,警报通知的邮件在1天1次的任意时刻被分发。
83.图11是表示在管理装置150的管理显示画面151中显示的管理画面dp1的一例的图。在本实施方式中,如图11所示,在管理显示画面151上显示管理画面dp1。管理画面dp1是显示错误履历、维护履历的画面。维护人员通过观察管理画面dp1,能够得知牙科加工机100的错误的发生的日期时间、进行了维护的日期时间等。在本实施方式中,例如在图6的步骤s101中,在警报通知装置120接收到错误信息e1时,警报通知装置120的发送部135向管理装置150发送错误信息e1。之后,如图11所示,管理装置150的管理控制装置153在管理画面dp1上显示错误信息e1来作为错误履历。此外,在图11的错误履历中,也可以显示消息204。在消息204中,例如显示对于错误id202的具体的错误的内容。另外,在消息204中,也可以显示用于消除针对错误id202的错误的具体的方法。
84.在上述说明中,对在作为第一期间t1的监视期间通知与在牙科加工机100中发生
的错误的错误信息e1(在此为第一提取错误信息e21)相关的警报al1的步骤进行了说明,但也可以通知与在与第一期间t1不同的第二期间t2发生的错误的错误信息e1相关的警报al2(参照图8)。在此,如图10所示,第二期间t2与作为监视期间的第一期间t1同样,是从当前向过去追溯的期间。第二期间t2是比第一期间t1长的期间。第二期间t2与第一期间t1部分重叠。第二期间t2在图8的示例中相当于追溯期间。在此,在监视期间(第一期间t1)发生的错误的种类中,在作为追溯期间的第二期间t2中,通知与发生了预先设定的基准发生次数c2(参照图12)的错误的错误信息e1的种类相关的警报al2(参照图8)。
85.以下,按照图12的流程图对通知上述的警报al2的步骤进行说明。在图12的步骤s301中,与图6的步骤s101同样地,警报通知装置120的接收部133从牙科加工机100接收错误信息e1。接着,在步骤s303中,与图6的步骤s103同样地,警报通知装置120的第一提取部141提取由接收部133接收到的错误信息e1中的、在第一期间t1产生的错误信息e1的种类来作为第一提取错误信息e21。之后,在步骤s305中,警报通知装置120的第二提取部142(参照图5)提取在第二期间t2中产生了基准发生次数c2的第一提取错误信息e21来作为第二提取错误信息e22。
86.在本实施方式中,第二期间t2及基准发生次数c2存储在警报通知装置120的存储部131中。此外,第二期间t2及基准发生次数c2可以预先设定,也可以由维护人员设定。
87.图13是表示维护人员设定第二期间t2及基准发生次数c2时的警报通知装置120的控制步骤的流程图。在第二期间t2及基准发生次数c2由维护人员设定的情况下,例如在管理显示画面151(参照图5)上显示期间次数设定画面(未图示)。此时,维护人员对管理操作部152进行操作,输入针对第二期间t2的第二设定值v2及针对基准发生次数c2的设定发生次数v3。之后,图5的管理发送部157将第二设定值v2及设定发生次数v3发送给警报通知装置120。接着,在图13的步骤s401中,警报通知装置120的接收部133接收第二设定值v2及设定发生次数v3。然后,在步骤s403中,警报通知装置120的期间设定部139将第二设定值v2设定为第二期间t2。在步骤s405中,期间设定部139将设定发生次数v3设定为基准发生次数c2。被设定为第二设定值v2的第二期间t2及被设定为设定发生次数v3的基准发生次数c2存储在存储部131中。
88.此外,期间设定部139既可以分别与第一期间t1同样地,针对错误信息e1的每个种类来设定第二期间t2及基准发生次数c2,也可以针对所有的错误信息e1的种类来设定相同的第二期间t2及基准发生次数c2。另外,期间设定部139可以针对多个牙科加工机100将第二期间t2及基准发生次数c2设定相同的值,也可以针对每个牙科加工机100将第二期间t2及基准发生次数c2设定不同的值。
89.在本实施方式中,如上所述,在监视期间(第一期间t1)发生的错误的种类中,通知与在追溯期间(第二期间t2)发生了基准发生次数c2的错误的错误信息e1的种类相关的警报al2。因此,在图12的步骤s305中,警报通知装置120的第二提取部142从由接收部133接收到的错误信息e1中提取在第二期间t2发生了基准发生次数c2的错误的错误信息e1的种类来作为第二提取错误信息e22。在此,例如即使在第二期间t2发生了基准发生次数c2的错误信息e1的种类的错误的情况下,在没有发生与第一期间t1相应的错误的情况下,也不提取为第二提取错误信息e22。
90.例如基准发生次数c2为5次的情况下,在图10的示例中,种类a的错误在第二期间
t2发生了3次,比基准发生次数c2少。因此,与种类a相关的错误信息e1不作为第二提取错误信息e22被提取。种类b的错误在第二期间t2发生基准发生次数c2以上。而且,种类b的错误在第一期间t1也发生。因此,与种类b相关的错误信息e1作为第二提取错误信息e22被提取。种类c的错误在第二期间t2发生基准发生次数c2以上,但在第一期间t1没有发生。因此,与种类c相关的错误信息e1不作为第二提取错误信息e22被提取。这样,在图10的示例的情况下,第二提取部142提取与种类b相关的错误信息e1来作为第二提取错误信息e22。
91.这样,在图12的步骤s305中,在由第二提取部142提取第二提取错误信息e22后,在步骤s307中,警报通知装置120的通知部149向管理装置150通知与第二提取错误信息e22相关的警报al2。在此,如图8所示,和与第一提取错误信息e21相关的警报al1同样地,通知部149向预先设定于管理装置150的邮件地址通知与第二提取错误信息e22相关的警报al2。在此,与第二提取错误信息e22相关的警报al2可以通过和与第一提取错误信息e21相关的警报al1相同的邮件m1来通知,也可以通过和与第一提取错误信息e21相关的警报al1不同的邮件来通知。另外对于与第二提取错误信息e22相关的警报al2而言,通知目的地的邮件地址可以和与第一提取错误信息e21相关的警报al1不同,该邮件地址也可以相同。在本实施方式中,通知与第二提取错误信息e22相关的警报al2的定时和与第一提取错误信息e21相关的警报al1相同,是经过了预定的通知时间t3(参照图5)的定时。
92.以上,对在牙科加工机100发生了错误时的与错误信息e1相关的警报al1、al2的通知进行了说明。上述的警报al1、al2的通知是发生了错误时的警报通知,但在本实施方式中,能够在牙科加工机100中发生错误之前通知预测到错误的发生的警报、即进行预测警报的通知。例如,在牙科加工机100对被加工物5进行加工的期间,检测针对预定的部件的感测值。然后,警报通知装置120取得感测值,在所取得的感测值大于预定的阈值时,向管理装置150通知与感测相关的警报。
93.以下,作为感测值,以针对牙科加工机100的加工机构13的主轴31(参照图3)的感测值为例,按照图14的流程图,对预测警报al3的通知的步骤进行说明。如上所述,在牙科加工机100中,通过由主轴31旋转的加工工具8与被加工物5接触,对被加工物5进行加工。此时,主轴31根据流过主轴31的电流的值的大小而旋转。但是,在加工中发生不良情况,尽管流过所需的电流,但若主轴31不适当地旋转,则流过主轴31的电流值变大,发生错误。因此,在本实施方式中,感测流过主轴31的电流值,基于主轴31的电流值,通知预测警报al3。
94.在此,首先牙科加工机100的电流值取得部65(参照图5)取得流过主轴31的电流的值即主轴电流值a1。然后,牙科加工机100的牙科发送部63将流过主轴31的主轴电流值a1发送给警报通知装置120。接着,在图14的步骤s501中,警报通知装置120的接收部133接收主轴电流值a1。
95.之后,在步骤s503中,警报通知装置120的电流值判定部147(参照图5)判定由接收部133接收到的主轴电流值a1是否高于阈值th1。在此,阈值th1是表示由于因主轴电流值a1而流动的电流为过电流因此发生不良情况的值。阈值th1预先设定在图5所示的存储部131中。该阈值th1可以针对每个牙科加工机100设定,也可以由维护人员设定。
96.在此,在步骤s503中,在由电流值判定部147判定为主轴电流值a1为阈值th1以下的情况下,不进行与主轴31相关的预测警报al3的通知。另一方面,在由电流值判定部147判定为主轴电流值a1大于阈值th1的情况下,进入图14的步骤s505。在步骤s505中,通知部149
将与主轴31相关的预测警报al3通知给管理装置150。此外,与主轴31相关的预测警报al3的通知的方法没有特别限定。预测警报al3的通知可以通过向设定于管理装置150的邮件地址发送邮件来进行,也可以通过显示于管理显示画面151的管理画面dp1(参照图11)中显示预定的消息来进行。
97.本实施方式所涉及的警报通知装置120也可以构成为向管理装置150进行与牙科加工机100的维护相关的警报的通知。例如,如上所述,牙科加工机100具备更换部件38(参照图3)。更换部件38在经过了预先设定的基准使用时间t5(参照图15)时被推荐更换。更换部件38例如是加工工具8、主轴31。加工工具8、主轴31是消耗品,在使用了预定的时间或预定的次数后,被更换为新的部件。在此,对多个加工工具8分别设定基准使用时间t5,对主轴31也设定基准使用时间t5。
98.接着,按照图15的流程图对通知与更换部件38的主轴31相关的更换警报al4的步骤进行说明。在本实施方式中,牙科加工机100的时间计算部66(参照图5)计算更换部件38的主轴31被使用了的时间即使用时间t6。之后,图5的牙科发送部63向警报通知装置120发送使用时间t6。接着,在图15的步骤s601中,警报通知装置120的接收部133接收更换部件38的主轴31的使用时间t6。
99.接着,在步骤s603中,警报通知装置120的时间判定部145(参照图5)判定由接收部133接收到的使用时间t6是否比基准使用时间t5长。在此,如上所述,基准使用时间t5是针对每个更换部件38设定的时间,在本实施方式中,针对加工工具8设定,且针对主轴31设定。基准使用时间t5是成为用于催促更换部件38的更换的基准的时间。基准使用时间t5预先存储在存储部131中。
100.在此,在步骤s603中,在由时间判定部145判定为更换部件38的主轴31的使用时间t6为基准使用时间t5以下的情况下,不进行催促更换部件38的更换的更换警报al4的通知。另一方面,在由时间判定部145判定为更换部件38的主轴31的使用时间t6比基准使用时间t5长的情况下,接着进入图15的步骤s605。在步骤s605中,通知部149将与更换部件38的主轴31的更换相关的更换警报al4通知给管理装置150。此外,与更换部件38的更换相关的更换警报al4的通知的方法没有特别限定。更换警报al4的通知可以通过向在管理装置150设定的邮件地址发送邮件来进行。另外,如图11所示,在管理画面dp1上显示有主轴31的使用时间t6。因此,可以通过将该使用时间t6变更为粗体字或变更为红色文字来通知更换警报al4。
101.此外,在本实施方式中,图11的管理画面dp1中显示了进行自动修正的日期时间即自动修正完成时间t8及进行了与工具把持部32相关的维护的日期时间即把持部维护时间t9。在此,自动修正是指对主轴31的原点位置进行修正的维护。如上所述,主轴31通过移动机构33(参照图5)移动,由于长时间使用,可能产生位置偏移。在主轴31设定有预先确定的原点位置,通过调整该原点位置,主轴31的位置偏移难以发生。例如当进行自动修正时,从牙科加工机100经由警报通知装置120向管理装置150发送自动修正完成信号。此时,管理控制装置153将接收到自动修正完成信号的日期时间作为自动修正完成时间t8显示在图11的管理画面dp1中。但是,自动修正完成时间t8也可以是自动修正实际完成(即,物理上自动修正的动作完成)时的日期时间。例如操作终端110的终端接收部116接收在牙科加工机100完成了自动修正的通知。终端接收部116将接收到该通知的日期时间作为自动修正完成时间
t8存储于终端存储部115。存储于终端存储部115的自动修正完成时间t8经由警报通知装置120向管理装置150发送,并显示在图11的管理画面dp1上。
102.与工具把持部32相关的维护是指确认工具把持部32是否能够适当地把持加工工具8的维护。例如当进行与工具把持部32相关的维护时,从牙科加工机100经由警报通知装置120向管理装置150发送把持部完成信号。此时,管理控制装置153将接收到把持部完成信号的日期时间作为把持部维护时间t9显示在图11的管理画面dp1上。此外,对于自动修正完成时间t8及把持部维护时间t9,当经过预先设定的经过时间(未图示)时,可以通过变更为粗体字或变更为红色文字来通知催促维护的警报。
103.另外,在本实施方式中,在牙科加工机100中,当任意的维护完成时,维护信息e3(参照图11)经由警报通知装置120向管理装置150发送。接收到维护信息e3的管理控制装置153在图11的管理画面dp1上显示维护信息e3作为维护履历。此外,维护信息e3所具有的项目没有特别限定。维护信息e3例如具有维护日期时间211、设备id212、维护内容213及消息214。维护日期时间211是进行了任意的维护的日期时间,例如是管理装置150接收到维护信息e3的日期时间。设备id212是对每个牙科加工机100附加的固有的id,是进行了任意的维护的牙科加工机100的设备id。维护内容213是对牙科加工机100进行的维护的内容。作为消息214,例如显示维护内容213的细节等。
104.以上,在本实施方式中,如图1所示,警报通知系统1具备牙科加工机100、牙科加工机100的警报通知装置120、进行牙科加工机100的维护的维护人员所使用的管理装置150。如图5所示,牙科加工机100的警报通知装置120具备接收部133、第一提取部141及通知部149。在图6的步骤s101中,接收部133从牙科加工机100接收错误信息e1。在步骤s103中,第一提取部141从由接收部133接收到的错误信息e1中提取在预先设定的第一期间t1产生的错误信息e1来作为第一提取错误信息e21。在步骤s105中,通知部149向进行牙科加工机100的维护的维护人员所使用的管理装置150通知与第一提取错误信息e21相关的警报al1。
105.由此,如图6所示,在牙科加工机100中发生了错误时,接收与发生的错误相关的错误信息e1,并提取在第一期间t1产生的错误信息e1来作为第一提取错误信息e21。然后,将与第一提取错误信息e21相关的警报al1通知给维护人员。因此,维护人员通过被通知警报al1,能够得知在牙科加工机100发生了哪个种类的错误。因此,不用等待来自牙科加工机100的使用者的联系,就能够更快地得知在牙科加工机100中发生了错误。另外,在本实施方式中,如图8所示,第一期间t1是监视期间,第一提取错误信息e21是与在牙科加工机100最近发生的错误相关的信息,是维护人员得知当前的牙科加工机100是否处于正常的状态所需的错误信息。因此,通过被通知与第一提取错误信息e21相关的警报al1,能够更快地得知当前的牙科加工机100的状态。
106.在本实施方式中,如图5所示,牙科加工机100具备控制装置60,控制装置60具有将错误信息e1发送给警报通知装置120的牙科发送部63。这样,在牙科加工机100中发生了错误时,针对该错误的错误信息e1从牙科发送部63发送给警报通知装置120。因此,警报通知装置120能够实时地更可靠地取得在牙科加工机100中产生的错误信息e1。
107.在本实施方式中,在图9的步骤s201中,接收部133从管理装置150接收由维护人员设定的第一期间t1的第一设定值v1。警报通知装置120具备如步骤s203那样将由接收部133接收到的第一设定值v1设定为第一期间t1的期间设定部139(参照图5)。第一期间t1是想要
监视牙科加工机100的错误的监视期间(参照图8),根据维护人员、成为监视对象的牙科加工机100的使用期间及机型,第一期间t1的第一设定值v1不同,难以唯一地决定。因此,在本实施方式中,通过将维护人员所设定的第一设定值v1设定为第一期间t1,能够设定为与牙科加工机100的使用期间及机型相应的第一期间t1。因此,能够将第一期间t1的第一设定值v1委托给维护人员,能够使第一设定值v1具有自由度。
108.在本实施方式中,图5所示的期间设定部139按照错误信息e1的每个种类来设定第一期间t1。在此,错误信息e1的种类是指在牙科加工机100中发生的错误的种类。根据错误的种类,重要度不同。例如在针对能够由使用者消除错误的错误的第一期间t1和针对无法由使用者消除错误而需要维护人员的访问的错误的第一期间t1中,维护人员认为需要的期间可能不同。因此,在本实施方式中,通过按照错误信息e1的每个种类来设定第一期间t1,能够按照错误信息e1的每个种类来设定维护人员认为需要的第一期间t1。
109.例如,根据牙科加工机100,发生错误的频度有可能较多。在该情况下,若在每次发生错误时通知警报al1,则会给维护人员带来麻烦,而且会成为庞大的警报al1的通知量,本来需要的错误信息e1可能会被庞大的警报al1的通知量所埋没。因此,在本实施方式中,通知部149在从上次的警报al1的通知起经过了预先设定的通知时间t3(参照图5)的定时通知警报al1。由此,能够减少警报al1的通知的频度,因此能够使所需的错误信息e1难以被庞大的警报al1的通知量埋没。
110.在本实施方式中,如图12的步骤s305所示,警报通知装置120具备第二提取部142(参照图5),第二提取部142从由接收部133接收到的错误信息e1中提取在预先设定的第二期间t2产生了预先设定的基准发生次数c2的错误信息e1的种类来作为第二提取错误信息e22。通知部149在步骤s307中,向管理装置150通知与第二提取错误信息e22相关的警报al2。由此,能够将2个不同的期间即第一期间t1及第二期间t2设定为通知警报al1、al2的对象的期间。因此,能够以两个阶段通知与错误信息e1相关的警报al1、al2。
111.在本实施方式中,如图10所示,第二期间t2是比第一期间t1长的期间。如图12的步骤s305所示,第二提取部142从由第一提取部141提取的第一提取错误信息e21中提取在第二期间t2中产生了基准发生次数c2的所述第一提取错误信息e21的种类来作为第二提取错误信息e22。在此,如图8所示,第二期间t2是指追溯期间。在作为监视期间的第一期间t1产生的第一提取错误信息e21的种类、即在第二期间t2产生了基准发生次数c2的错误的第一提取错误信息e21的种类可以说是持续产生的错误信息e1的种类。维护人员通过被通知与第二提取错误信息e22相关的警报al2,能够得知持续发生的错误的种类。
112.在本实施方式中,如图8所示,通知部149通过邮件m1向预先设定于管理装置150的邮件地址通知警报al1。由此,能够通过对多个管理装置150设定邮件地址这样的简单的方法对多个管理装置150通知警报al1。因此,维护人员能够更快地得知警报al1的通知。
113.在本实施方式中,警报通知装置120具备针对错误信息e1的每个种类来设定通知警报al1的通知目的地的邮件地址的地址设定部137(参照图5)。根据错误信息e1的种类,可能有重要度低的情况或重要度高的情况。这样,通过根据错误信息e1的种类设定警报al1的通知目的地的邮件地址,例如能够区分与重要度更高的错误信息e1相关的警报al1的通知目的地和与重要度低的错误信息e1相关的警报al1的通知目的地。
114.在本实施方式中,如图1所示,警报通知系统1具备多个牙科加工机100。警报通知
装置120的通知部149一并通知与针对多个牙科加工机100的第一提取错误信息e21相关的警报al1。由此,维护人员能够通过1个警报al1的通知得知针对在多个牙科加工机100中发生的错误的第一提取错误信息e21。因此,容易管理针对多个牙科加工机100的错误信息e1。
115.在本实施方式中,地址设定部137针对每个牙科加工机100来设定通知警报al1的通知目的地的邮件地址。由此,即使在管理多个牙科加工机100的错误信息e1的情况下,也能够通过邮件地址区分多个牙科加工机100的错误信息e1的警报al1的通知目的地。因此,能够容易地针对每个牙科加工机100管理错误信息e1。
116.在本实施方式中,牙科加工机100具备在经过了预先设定的基准使用时间t5(参照图15)时被更换的更换部件38(参照图3)。更换部件38是用于牙科加工机100切削被加工物5的加工工具8或使加工工具8旋转的主轴31。图5的牙科发送部63将更换部件38被使用了的使用时间t6发送给警报通知装置120。在图15的步骤s601中,警报通知装置120的接收部133接收使用时间t6。警报通知装置120具备如步骤s603那样判定由接收部133接收到的使用时间t6是否比基准使用时间t5长的时间判定部145(参照图5)。警报通知装置120的通知部149在由时间判定部145判定为使用时间t6比基准使用时间t5长时,在步骤s605中,通知与更换部件38的更换相关的更换警报al4。由此,例如即使在发生了使用者忘记更换部件38的更换的情况下,也想维护人员通知与更换部件38的更换相关的更换警报al4。因此,能够抑制忘记更换部件38的更换。另外,当更换部件38的使用时间t6超过基准使用时间t5而使用了更换部件38时,在牙科加工机100上发生不良情况的可能性变高,可能会有错误发生的频度变高的情况。在本实施方式中,通过抑制忘记更换部件38的更换,能够抑制由于忘记更换部件38的更换而发生错误。
117.在本实施方式中,牙科加工机100的主轴31构成为,通过流过电流,使对被加工物5进行加工的加工工具8旋转。牙科发送部63将流过主轴31的主轴电流值a1发送给警报通知装置120。在图14的步骤s501中,警报通知装置120的接收部133接收主轴电流值a1。警报通知装置120具备如步骤s503那样判定由接收部133接收到的主轴电流值a1是否比预先设定的阈值th1高的电流值判定部147(参照图5)。警报通知装置120的通知部149在由电流值判定部147判定为主轴电流值a1比阈值th1高时,在步骤s505中,通知与主轴31相关的预测警报al3。在牙科加工机100中,主轴31根据流过主轴31的电流的值的大小旋转。但是,若在加工过程中发生不良情况,尽管流过所需的电流,主轴31也不适当地旋转,则流过主轴31的电流值变大,发生错误。因此,在本实施方式中,在流过主轴31的主轴电流值a1比阈值th1高时,判定为成为过电流,通知与主轴31相关的预测警报al3。因此,在与主轴31相关的错误发生之前,能够向维护人员通知预测警报al3。
118.在本实施方式中,维护人员被通知各种警报al1~al4。因此,由于能够事先得知牙科加工机100的不良情况,因此容易建立用于进行牙科加工机100的维护的访问计划,容易在适当的时期进行维护。另外,由于能够事先得知牙科加工机100的不良情况,因此能够在发生不良情况时安排更换部件38。因此,能够不过度地保有牙科加工机100的更换部件38的库存。
119.此外,在本实施方式中,包括用于实现牙科加工机100的存储部131、接收部133、发送部135、地址设定部137、期间设定部139、第一提取部141、第二提取部142、时间判定部145、电流值判定部147及通知部149的警报通知用的计算机程序。该警报通知用的计算机程
序是用于使计算机执行存储部131、接收部133、发送部135、地址设定部137、期间设定部139、第一提取部141、第二提取部142、时间判定部145、电流值判定部147、通知部149的计算机程序。
120.在本实施方式中,与在牙科加工机100中发生的错误相关的错误信息e1从牙科加工机100直接向警报通知装置120发送。但是,错误信息e1也可以从操作牙科加工机100的操作终端110发送到警报通知装置120。在该情况下,例如从牙科加工机100的牙科发送部63向操作终端110发送错误信息e1,操作终端110的终端接收部116接收错误信息e1。此时,错误信息e1存储于终端存储部115。之后,操作终端110的终端发送部117向警报通知装置120发送错误信息e1。然后,警报通知装置120的接收部133接收错误信息e1。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1