半导体裸片的球接合附接的制作方法
半导体裸片的球接合附接
背景技术:
[0001]
导线接合用于电连接半导体封装内的触点。金属导线(例如金、铜等)的一端球接合到半导体裸片上的接合垫,且另一端缝合(或楔合)接合到引线框上的引线。为形成此类连接,导线被馈送通过与可移动接合头相关联的毛细管。对于球接合,使用电子熄火(efo)机构在导线的暴露端上形成球。抵靠毛细管的端拉动球,然后将其按压到预加热接合垫上的位置中,在此位置使用热、压力及超声波振动的组合来使球粘附到接合垫的表面。在导线的球端固定到接合垫的情况下,当接合头移动到引线框上的适当引线处的位置时,导线通过毛细管放出。在引线上形成缝合接合,且尾部导线通过毛细管放出,将其夹紧且然后切断。然后形成新的球,准备导线端用于下一个球接合,且重复循环。
技术实现要素:
[0002]
在一个实例中,一种用于为在半导体裸片上形成的集成电路形成球接合的方法包括:在插入毛细管工具中的导线的第一发送处形成球;及使所述毛细管工具朝着位于支撑表面上的半导体裸片上的垫降低。所述方法进一步包括:使用电动机相对于毛细管工具移动支撑表面,从而在不使用超声波的情况下将球接合到垫;及然后升高所述毛细管工具。本发明还揭示根据所揭示的工艺制成的用于集成电路裸片垫的导线接合连接。
附图说明
[0003]
为详细描述各种实例,现在将参考附图,其中:
[0004]
图1说明根据实例的用于在半导体裸片上形成导线接合的接合头组合件。
[0005]
图2到5说明根据实例的用于在半导体裸片上形成球接合的操作的时序。
[0006]
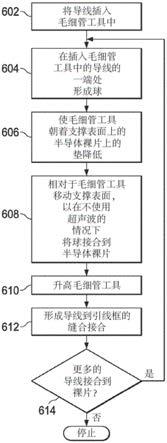
图6展示根据实例的用于将半导体裸片附接到引线框的方法。
[0007]
图7展示根据所揭示的实例形成的球接合的实例。
[0008]
图8说明根据所揭示的实例形成的球接合的相对均匀性。
具体实施方式
[0009]
如上所述,通常使用超声波来将在导线端处形成的球接合到半导体裸片上的垫。超声波提供毛细管的高频振荡,所述毛细管含有待接合到裸片的导线。由于超声波能量引起球的高频振荡,导致球接合到裸片上的垫。不幸的是,球到裸片的基于超声波的接合并不总是稳定的,且需要相对长的时间来进行足够的电连接。
[0010]
所揭示的实例使用磨擦(scrubbing)技术而不是超声波来将球粘附到半导体裸片。磨擦技术涉及球相对于半导体裸片上的垫的横向(前后)或圆周运动。在一些实例中,磨擦运动是通过电动机实施的,所述电动机在球接合工艺期间相对于含有导线的毛细管移动半导体裸片驻留于其上的接合台。取决于待接合到裸片的导线的直径,使用磨擦力、磨擦幅度及磨擦循环次数的适当组合。以下提供对于不同导线直径的这些参数的实例。
[0011]
图1说明接合头组合件100的实例。接合头组合件100包括能在由x轴及y轴定义的
平面中移动且位于接合台104附近的接合头组合件壳体102。x轴及y轴定义与接合台104的平面平行的平面。集成电路(ic)130展示为位于接合台104上。ic 130包括附着到引线框134的半导体裸片132。接合头组合件100操作用于将半导体裸片132上的垫与引线框134之间的一或多条导线接合起来,且通过磨擦动作而不是使用超声波来进行接合。电动机150附接到接合台104以相对于在导线端处形成的球移动接合台104,从而移动ic 130及其半导体裸片132,如下文描述。
[0012]
导线杆114及毛细管杆112从壳体102延伸。提供包括检流计臂116及枢轴118的机构,用于升高及降低毛细管杆112。毛细管125展示为在毛细管杆112中。提供例如导线夹120、文丘里管(venturi)222及导线线轴(未展示)的额外组件,以在将导线接合到半导体裸片132及引线框134的工艺期间适应导线进入毛细管124的馈送控制及维持对导线的控制。毛细管125可基于手头的导线接合应用而包含各种材料、尺寸及配置中的任一者。
[0013]
旋转机构110旋转毛细管杆112,以使毛细管125与半导体裸片132上的靶垫对准。旋转机构110可包括步进电动机或其它机械、机电或气动机构以旋转毛细管杆112。
[0014]
图2到5说明用于将导线202接合到裸片132上的垫204的工艺。图2到5展示操作的时序。在图2中展示毛细管125的部分剖视图。导线202被引导到毛细管125内的中心孔203中。例如,导线线轴可将导线馈送通过文丘里管222并使其进入毛细管125。例如电子熄火(efo)210的球形成机构被激活以产生电火花,所述电火花熔化导线202的端,从而在导线的端处形成球220。然后,毛细管125以预定速度按箭头230指示的方向朝着垫204降低。在一个实例中,速度是1.6毫米/秒,然而速度可不同于其它实例中的速度。
[0015]
球220在其接触垫204时呈熔融形式。如图3所示,通过接触垫204,球220的形状转变成略微平坦的圆盘。毛细管125的底部边缘127用于在球220被推抵垫204时部分地控制球220的形状。球220的直径在图2中的球形形状与图3中的部分平坦形状之间增加。图3中部分平坦球220的直径展示为d1。在磨擦开始之前,垫204的宽度被指定为d2。在一些实例中,d1是在d2的大致70%与70%之间。垫204被加热,或者已被加热到大致250摄氏度的温度。
[0016]
在图4中,电动机150被激活以相对于部分平坦球220移动半导体裸片132及其垫204。如图4中的箭头402所指示,磨擦运动可大致为圆形的,或者磨擦运动可大致为线性的。在球与裸片之间施加的磨擦运动及力致使球变形且附接到裸片垫204。由于磨擦运动,部分平坦球更进一步向外扩大以提供直径d3,如图5所指示。在一些实例中,在磨擦运动之后,d3是在d2的大致90%与95%之间。
[0017]
垫204相对于球220的磨擦运动由各种参数表征,且参数值取决于导线的直径d5(图5)。参数包括磨擦力、磨擦幅度及磨擦循环。磨擦力是在磨擦运动期间,球220抵靠垫204的向下力。磨擦幅度是由球220相对于垫204勾绘出的距离。对于圆周运动磨擦动作,磨擦幅度是由球220相对于垫204勾绘的圆的半径。对于线性运动磨擦动作,磨擦幅度是由球220相对于垫204勾绘的横向距离。磨擦循环参数是球相对于垫204的运动的完整循环的次数。例如,如果磨擦动作是圆形的,那么磨擦循环的次数是球220相对于垫204前进经过的360度循环的次数。如果磨擦动作是线性的,那么磨擦循环的次数是球从垫204的一侧移动到另一侧且然后返回的次数。
[0018]
下表提供三个说明性导线直径(0.96毫米(“mils”)、1.3毫米及1.98毫米)的磨擦力、磨擦幅度及磨擦循环的合适值。
[0019]
导线直径(毫米)磨擦力(克)磨擦幅度磨擦循环0.9650到604到5.551.345到655到661.98100到11010到114
[0020]
图6展示使用磨擦将导线附接到半导体裸片垫的方法的实例。在602处,将导线插入毛细管工具(例如,毛细管125)中。可经由多种机械结构中的任一者从导线线轴馈送导线。在604处,图6的方法包括在已插入毛细管工具中的导线的一端处形成球。在一个实例中,球可经由如上解释的电子熄火形成。
[0021]
在606处,说明性方法包括使毛细管工具朝着位于支撑表面(例如,接合台104)上的半导体裸片上的垫降低。毛细管工具朝着垫的向下运动导致球对垫施加取决于导线的直径的力。上表中提供此类力的实例。
[0022]
在608处,所述方法包括使用电动机相对于毛细管工具移动支撑表面(例如,接合台104),从而在不使用超声波的情况下将球接合到垫。操作608的磨擦运动可为如上所述的圆形或线性,或者根据需要是椭圆或其它运动。磨擦幅度及磨擦循环次数还取决于导线直径,上表中提供其实例。然后,在610处,通过主动升高毛细管工具或主动降低支撑表面而升高毛细管工具。
[0023]
在612处,说明性方法包括形成导线到引线框134上的接触点的缝合接合。在一个实例中,通过移动毛细管工具以在导线中形成环,将毛细管工具移动到引线框上的接触点上方,将毛细管工具降低到引线框,将导线接合到引线框(例如,使用超声波及/或磨擦),夹紧及从引线框拉起导线以切割导线来形成缝合接合。用于将导线附接到半导体裸片及引线框的机器被编程为在614处确定是否有额外的导线将裸片连接到引线框,如果是,那么在604处重复所述工艺。但是,如果不需要额外的导线,那么工艺停止。
[0024]
在一些实例中,多个半导体裸片132在共同晶片上形成。然后对波动器进行单切以获得个别的裸片。每一这样的裸片具有待导线接合到引线框上的对应连接点的多个垫。在一些实例中,根据本文所述的技术来进行所述导线接合中的每一者。一旦所有的裸片垫都导线接合到对应引线框上的连接点,那么作为封装工艺的部分,接着将裸片及引线框囊封在模制复合材料(例如,包括由二氧化硅、氧化铝或其它合适材料制成的填料颗粒的聚合物树脂)中。
[0025]
所揭示的实例还涉及根据所揭示的工艺进行的用于半导体裸片垫的所得导线接合连接。图7展示附接到半导体裸片上的垫706的导线702的实例。在710处展示在不使用超声波的情况下,从磨擦运动所得的球接合。所得的球220具有比使用超声波及不使用磨擦运动的情况更规则的形状。所揭示的磨擦动作使所得的球接合比使用超声波或另一非磨擦接合技术的情况更均匀及规则(如下说明)。所得的球接合连接更稳定且结构上更牢固(例如,较不易开裂或以其它方式经历结构故障),且比使用超声波时更快形成。附图标记715识别导线702附接到球220时导线702的圆周的轮廓,而附图标记725识别球220的轮廓。
[0026]
图8展示球接合的俯视图,其展示半导体裸片垫204、球的轮廓7255及导线的轮廓715。导线轮廓715大体上是圆形的,因为导线的横截面区域是圆形的。球的轮廓725不一定是圆形的,但比使用超声波而不是本文中所述的磨擦动作的情况更圆。附图标记802识别导线轮廓715的几何中心,且几何中心802到球轮廓725之间的距离展示为半径r。当围绕球的
轮廓725勾绘360度弧时,半径r的长度变化小于约4%。“cpk”是指工艺的输出在其规格下限与规格上限之间的居中程度,及输出是如何变化的。cpk可表示为输出数据的平均值与较接近的规格极限的距离对其标准偏差的三倍的比率。在本文所描述的实例性磨擦工艺中,中心802与导线轮廓715之间的距离导致cpk值至少为2.0。在使用超声波的常规球接合技术中,中心802与导线轮廓715之间的距离难以控制,且通常以小于1.33或1.67的cpk比率来表征。
[0027]
在实例性实施例中,术语“大致”意味着值或值范围是所陈述的值或值范围,或在所陈述的值或值范围的
±
10%之内。本发明及权利要求书中,术语“包括”及“包含”以开放式方式使用,且因此应解释为意味着“包括但不限于
……”
。此外,术语“耦合”希望意味着间接或直接有线或无线连接。因此,如果第一装置耦合到第二装置,那么所述连接可通过直接连接或通过经由其它装置及连接的间接连接。
[0028]
上述讨论旨在说明本发明的原理及各种实施例。一旦完全理解上述揭示内容,许多变化及修改对于所属领域的技术人员将变得显而易见。希望随附权利要求书解释为涵盖所有此类变更及修改。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1