一种采用TDP印刷工艺制备天线的方法与流程
一种采用tdp印刷工艺制备天线的方法
技术领域
1.本发明涉及通信设备的制备技术领域,尤其涉及一种采用tdp印刷工艺制备天线的方法。
背景技术:
2.天线常见于大部分现代化无线电装置中,例如移动计算机、移动电话、平板计算机、智能电话等。
3.传统的激光直接成型(lds,laser-direct-structuring)天线,通常是用特殊激光将已经设计好的线路图案雕刻在3d塑料成品上,然后再将其放入化学药水中进行化镀,经过一系列步骤后,金属就按照设计图案在塑料表面形成天线。主要流程如下:lds物料注塑成型,接着激光镭雕活化,激光活化能打断金属原子与高分子物之间的结合增加附着力,生产微观粗糙表面。并且在被加工表面生成微沟道,沟道底部局部凹凸不平,便于金属的沉积、嵌入,并增加附着力。然后在仅用作电极的金属化塑胶表面进行电镀18-25微米的电路,如化学镀铜、镍、金或银等,使塑料成为一个具备电线路的天线元件,接着进行喷涂、组装等后制程得到lds天线。
4.然而,lds工艺生产的天线至少存在以下问题:lds设备投资昂贵且投资回报时间长,lds工艺对天线载体物料有特殊要求且天线载体的价格昂贵,工艺流程复杂且打样周期长,化学镀过程中会产生大量的废水,废水处理费用高且污染环境,以及,由于化学镀常用的材料是铜或镍,电阻率比较大,无法满足5g移动通信射频功耗的需求。
技术实现要素:
5.鉴于此,有必要提供一种采用tdp印刷工艺制备天线的方法,以解决现有天线制备技术中设备昂贵、天线载体要求高、工艺流程复杂、污染环境、无法满足5g射频功耗需求等技术问题。
6.为解决上述技术问题,本技术提供了一种采用tdp印刷工艺制备天线的方法,包括如下步骤:
7.将载体进行等离子处理,得到天线载体;
8.在所述天线载体表面喷印导电银浆,在所述天线载体表面形成喷印层,得到中间体;
9.将所述中间体进行烘烤固化,得到粗产品;
10.将所述粗产品的喷印层进行激光镭雕处理进行尺寸修理,得到所述天线。
11.优选的,所述将载体进行等离子处理的步骤中,处理温度为200℃,氩气流量为60cm3/min。
12.优选的,所述导电银浆包括银粉和热塑性树脂。
13.优选的,在所述天线载体表面喷印导电银浆的步骤中,按照预设路径,将雾化的所述导电银浆喷印至所述天线载体上。
14.优选的,将所述天线中间体进行烘烤固化的步骤中,采用远红外线进行烘烤固化。
15.优选的,在所述远红外线进行烘烤固化的操作中,在功率为20kw-25kw,温度为90℃-130℃的条件下,烘烤5min-8min。
16.优选的,所述升温速率为3℃/min-5℃/min。
17.优选的,所述将所述粗产品的喷印层进行激光镭雕处理进行尺寸修理的步骤中,包括以下步骤:
18.对所述喷印层的外形尺寸进行检测;
19.采用激光镭雕处理,将所述喷印层的外形尺寸修整至预设尺寸。
20.优选的,所述激光的波长为1064nm。
21.优选的,所述载体的材质为陶瓷、玻璃或塑胶。
22.本技术采用tdp印刷工艺制备天线的方法,通过将载体进行等离子处理可以有效的对载体表面进行清洗和活化,再通过喷印的方法将导电银浆喷印至天线载体的表面形成喷印层,天线载体可以选择廉价的玻璃、陶瓷、塑胶等,喷印层的粘附力强,智能化程度高,工艺简单,不会产生污水,对环境友好,同时导电银浆电阻率稳定以满足5g移动通信射频功耗的需求。此外,通过激光镭雕可以达到高精密尺寸的生产,精度
±
0.03mm,可以满足新型天线对性能的要求。
附图说明
23.此处所说明的附图用来提供对本技术的进一步理解,构成本技术的一部分,本技术的示意性实施例及其说明用于解释本技术,并不构成对本技术的不当限定。在附图中:
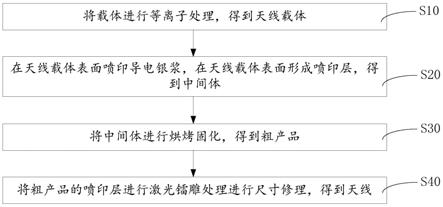
24.图1为本技术采用tdp印刷工艺制备天线的方法的流程图。
具体实施方式
25.为使本技术的目的、技术方案和优点更加清楚,下面将结合本技术具体实施例及相应的附图对本技术技术方案进行清楚、完整地描述。显然,所描述的实施例仅是本技术一部分实施例,而不是全部的实施例。
26.请参阅图1所示,本技术采用tdp(three dimensional printing,3d印刷)印刷工艺制备天线的方法,包括如下步骤:
27.s10、将载体进行等离子处理,得到天线载体。
28.s20、在天线载体表面喷印导电银浆,在天线载体表面形成喷印层,得到中间体。
29.s30、将中间体进行烘烤固化,得到粗产品。
30.s40、将粗产品的喷印层进行激光镭雕处理进行尺寸修理,得到天线。
31.上述采用tdp印刷工艺制备天线的方法通过将载体进行等离子处理可以有效的对载体表面进行清洗和活化,再通过喷印的方法将导电银浆喷印至天线载体的表面形成喷印层,相对于传统lds工艺制造天线,tdp印刷工艺天线载体的选择范围更广,无特殊限制,可在玻璃、陶瓷、塑胶等背板上直接做天线,节省20%的空间,喷印层的粘附力强,智能化程度高,工艺简单,因此,成本降低且样本周期更短;进一步地,由于替代了传统化学镀不会产生污水,因此,对环境友好;同时;导电银浆电阻率稳定可以满足5g移动通信射频功耗的需求;以及,通过激光镭雕可以达到高精密尺寸的生产,精度
±
0.03mm,可以满足新型天线对性能
的要求。此外,在5g移动通信应用中,由于sub-6g(5g工作频段)采用mimo(multi input multi output,多进多出)技术,手机等移动终端设有多支sub-6g天线,相对传统的单次只能组装一支的fpc天线,采用tdp印刷工艺时可以一次成型全部天线,确保组装的一致性,以及降低组装时间,节约成本。
32.在一实施例中,s10中,将载体进行等离子处理的步骤中,等离子处理即等离子电离载体表面,即采用一组电极施以内射频电压,使电极之间形成高频交变电场,在这个交变电场内的气体由于电场激荡形成等离子,活性的等离子对清洗产品做物理轰击和化学反应双重作用,然后对载体表面形成的粒子和气态物质通过抽真空排除以达到清洗的目的。等离子处理过程中将载体放入真空箱中,处理温度为200℃,氩气流量为60cm3/min。
33.通过对载体进行等离子处理,可以对载体的表面进行清洗和活化,使得喷涂层能够牢固地粘结至载体的表面上。
34.在一实施例中,导电银浆包括银粉和热塑性树脂。其中,银粉为超细银粉,粒径通常小于100nm,热塑性树脂可以为双酚a型环氧树脂等有机粘合剂,超细银粉和热塑性树脂均匀调和形成的导电银浆具有低温(90-130
°
)下可固化的特点,调和导电银浆时需加入少如稀释剂,优选地,导电银浆与稀释剂的比例为10:1。导电银浆印刷于载体上可起到导线和电阻的作用。印刷膜厚为6-12μm,大大降低了耗材成本,固化后还具有良好的导电性(导电率小于1ω)、印刷直线性,且附着力强(附着力大于4b)、抗刮伤性能好(采用1cm
×
1cm钢丝球施加150g压力,循环擦拭100次不露底)。
35.在一实施例中,s20中,在天线载体表面喷印导电银浆的步骤中,按照预设路径,将雾化的导电银浆喷印至天线载体上。导电银浆雾化是通过流体空气雾化喷嘴内部结构设计使流体银浆和气体均匀混合产生微细液滴
----
喷雾,通常可以通过增加气体压力或降低液体压力得到更加微细的液体雾滴,雾化喷嘴将喷雾喷到需要涂敷的产品表面形成一层银浆覆膜。
36.用多轴机械手带动雾化喷嘴把雾化的银浆喷到天线载体上。喷印可以在异形,拐角,过孔位置、有高低起伏的表面上喷涂银浆。相较于传统lds工艺制得的天线过孔厚度在0.5mm-1mm之间、形状为锥孔的限制,采用tdp印刷工艺制得的天线过孔不局限与锥孔的形状,且厚度的厚度范围扩大至0.5mm-5mm之间,降低了制造难度,提升了产品过孔设计能力,提升了产品的良率和生产效率。
37.在一实施例中,s30中,将天线中间体进行烘烤固化的步骤中,采用远红外线进行烘烤固化,采用远红外线进行烘烤固化可以有效的缩短固化时间,提高效率。
38.进一步的,远红外线进行烘烤固化的操作中,在功率为20kw-25kw,温度为90℃-130℃的条件下,烘烤5min-8min。
39.更进一步的,升温速率为3℃/min-5℃/min。
40.在一实施例中,s40中,将粗产品的喷印层进行激光镭雕处理进行尺寸修理的步骤中,包括以下步骤:
41.s42、对喷印层的外形尺寸进行检测。
42.s44、采用激光镭雕处理,将喷印层的外形尺寸修整至预设尺寸。
43.激光镭雕处理是利用3d数控技术为基础,激光为加工媒介,在需要精修尺寸的产品上把多出来的部分在激光照射下瞬间的熔化和气化从而实现修正尺寸的目的,激光精修
加工精度高,可以提高产品尺寸精至0.05mm-0.03mm;采用其他工艺制造的天线尺寸精度大于0.1mm。在一实施例中,激光的波长为1064nm。
44.在一实施例中,载体的材质为陶瓷、玻璃或塑胶。可见,在载体表面通过喷印的方式形成喷印层的方式,对载体无特殊要求,成本较低。
45.进一步的,塑胶包括聚碳酸酯、丙烯腈-丁二烯-苯乙烯和聚酰亚胺中的至少一种。
46.优选地,以上全部步骤均在真空腔室中进行,真空腔室气压为0.5-0.7mpa。
47.下面为具体实施例部分。
48.实施例1
49.将玻璃进行等离子处理,处理温度为200℃,氩气流量为60cm3/min。得到天线载体。
50.导电银浆通过雾化喷嘴进行雾化。用多轴机械手带动雾化喷嘴把雾化的银浆按照预设路径喷到天线载体上,在天线载体表面喷印导电银浆,在天线载体表面形成喷印层,得到中间体。
51.按照3℃/min的升温速率,升温至100℃,烘烤5min,在功率为20kw条件下,将中间体进行烘烤固化,得到粗产品。
52.对喷印层的厚度进行检测,采用波长为1064nm的激光进行激光镭雕处理,将喷印层的厚度修整至预设厚度,精度
±
0.03mm,得到天线。
53.实施例2
54.将陶瓷进行等离子处理,处理温度为200℃,氩气流量为60cm3/min。得到天线载体。
55.导电银浆通过雾化喷嘴进行雾化。用多轴机械手带动雾化喷嘴把雾化的银浆按照预设路径喷到天线载体上,在天线载体表面喷印导电银浆,在天线载体表面形成喷印层,得到中间体。
56.按照5℃/min的升温速率,升温至120℃,烘烤4min,在功率为25kw条件下,将中间体进行烘烤固化,得到粗产品。
57.对喷印层的厚度进行检测,采用波长为1064nm的激光进行激光镭雕处理,将喷印层的厚度修整至预设厚度,精度
±
0.03mm,得到天线。
58.以上所述仅为本技术的实施例而已,并不用于限制本技术。对于本领域技术人员来说,本技术可以有各种更改和变化。凡在本技术的精神和原理之内所作的任何修改、等同替换、改进等,均应包含在本技术的权利要求范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1