电导体与接触件之间的平坦连接的产生的制作方法
[0001]
本发明涉及一种用于将接触件导电地连接至导体的方法,并且还涉及一种根据该方法制造的电导体。该方法尤其涉及由铝或铝合金构成的导体,该导体实施为绞合导体。
背景技术:
[0002]
由铝构成的导体正越来越多地被用作铜导体的替代品,尤其是出于重量和成本原因。此类导体的主要使用领域是例如汽车工程和飞行器工程。对于大多数应用,铝的导电性比铜低并不重要。然而,问题出现在将接触件附接至导体时,因为铝导体被具有非常差的导电性的氧化层包围。特别是在导体由多根单独的导线构成(也称为绞合导体)的情况下,这种缺陷尤其明显。单独的导线被氧化层包围,在未经特殊处理的情况下,这是不可避免的。这个问题领域早已为人所知。车辆领域中通常安装的是包括方便地被绝缘材料构成的护套包围的这种导体的电线。为了能够在生产中有效并且以省时的方式安装这种线,线的端部设置有电接触件,也称为“终端”。
[0003]
基于铜或铝的接触件由铜或铜合金或对应地由铝或铝合金构成。接触部件可以在其外表面上另外具有例如锡、锌或镍的层,该层例如通过电沉积施加。下文中,在未注明材料的情况下将接触件称为“接触件”。
[0004]
导体的单独的导线由铝或铝合金构成。为了简单起见,下文仅使用术语“铝”来表示铝及其合金。
[0005]
ep 2 735 397 a1例如披露了一种方法,其中杯状的接触件被推到绞合导体上。取决于应用,接触件设置有不同的终端元件。接触件通过拉深成形制成为整体部件,且并通过摩擦搅拌焊接粘结地连接至导体。
[0006]
已知的摩擦点搅拌焊接涉及在绞合导体与接触件之间产生端面连接。为了使股线在焊接过程中不会突出,必须在套管中对其进行导向、压紧或压接。因此,在绞合导体与接触件之间的连接过程中,套管还必须作为部件提供。此外,在焊接之前需要额外的工作步骤。
[0007]
以此作为出发点,本发明的目的是提供一种用于克服或至少改善引言中提及的一个或多个问题的方法。
技术实现要素:
[0008]
为了实现该目的,本发明根据第一方面提出了一种用于将接触件导电地连接至包括多根单独的导线的导体的方法。该方法包括以下步骤:
[0009]-将该导体插入到该接触件中的腔体中;
[0010]-使用于摩擦搅拌焊接的工具下降到该接触件上;
[0011]-使用于摩擦搅拌焊接的该工具在该接触件上、在平面中移动,从而在该接触件与该导体之间产生平坦粘结连接。
[0012]
在该方法中,工具在“下降”之后沿着绞合导体行进一段距离,从该绞合导体上剥
去绝缘层,从而实现平坦摩擦搅拌焊接。以此方式,产生了绞合导体与接触件的直接粘结连接,而不需要例如所提及的套管的附加零件,以防止绞合导体的“突出”。腔体有利地具有与已经剥去绝缘层的导体的形状互补的形状。
[0013]
在根据本发明的方法的一种特别有利的实施例中,导体的单独的导线也彼此粘结地连接。以这种方式实现的是,导体的所有单独的股线一致地参与电流传输。
[0014]
平坦粘结连接在单独的股线之间产生足够的横向导电性,并且还产生了与接触件的冶金连接。尤其是在铝导体的情况下,单独的股线之间的横向导电性是重要的,因为单独的股线涂覆有绝缘氧化层。在横向导电性不足够的情况下,即,如果不是所有的单独的股线都接触,则导体的截面不能最佳地用于电流传输,其结果是在线路的连续操作期间可能出现问题。
[0015]
接触件通常是实心件,例如在电动车辆或具有混合动力的车辆中使用的母线。
[0016]
因此,根据本发明的方法提出了一种鲁棒的、成本有效的焊接方法,该焊接方法易于自动化并且不需要例如所提及的套管的附加部件。
[0017]
在该方法的一个示例性实施例中,在与该工具进行下降的方向基本上垂直的平面中进行用于摩擦搅拌焊接的该工具的移动。
[0018]
有利地,可以沿着线进行该工具的平移地移动。如果用于摩擦搅拌焊接的工具的直径大于被焊接至接触件的导体的直径,则该实施例特别适合。
[0019]
在另一示例性实施例中,用于摩擦搅拌焊接的工具的移动实施为二维移动。在与工具进行下降的方向基本上垂直的平面中进行二维移动。即使用于摩擦搅拌焊接的工具的直径小于待焊接的导体的直径,该二维移动也能够在导体与接触件之间进行平坦粘结连接。
[0020]
有利地,可以沿x-y轮廓平移地进行用于摩擦搅拌焊接的该工具的二维移动。
[0021]
作为替代方案,用于摩擦搅拌焊接的该工具的二维移动可以由平移移动和圆周移动的叠加组成。
[0022]
根据第二方面,本发明提出了一种电线,该电线包括导体,该导体具有多根单独的导线并且连接至接触件。导体的单独的导线彼此连接,并且通过由摩擦搅拌焊接产生的平坦粘结连接而连接至接触件。
[0023]
在一个示例性实施例中,该电线的接触件是基于铜或铝或其合金产生的。
[0024]
在电线的一个实施例中,接触件实施为母线。
附图说明
[0025]
基于参考附图的实施例,通过下面的示例更详细地解释本发明。所有附图仅是示意性的,而不是按比例绘制的。在附图中:
[0026]
图1示出了实心接触件的端侧的平面视图;
[0027]
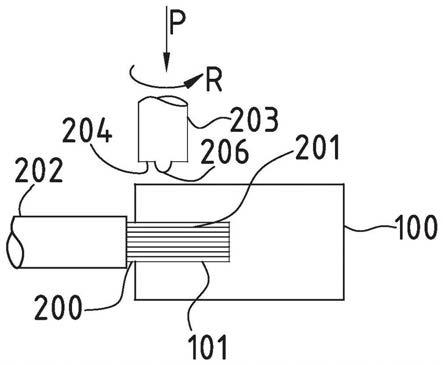
图2示出了穿过具有插入的导体的图1的接触件的截面;
[0028]
图3a示出了图2的具有插入的导体的接触件的第一平面视图;
[0029]
图3b示出了图2的具有插入的导体的接触件的第二平面视图;
[0030]
图3c示出了图2的具有插入的导体的接触件的第三平面视图;并且
[0031]
图4示出了根据本发明的方法的流程图。
[0032]
在附图中,相同或相似的元件提供有相同或相似的附图标记。
具体实施方式
[0033]
图1示意性地示出了实施为实心部件的接触件100的端侧的平面视图。接触件100具有腔体101,该腔体用于容纳电导体,如将在下面进一步描述的。腔体101例如实施为盲孔,腔体的制造方式与本发明无关紧要。除了其他机加工生产方法之外,腔体也可以通过形成接触件来产生,或者如果接触件是铸造件,则可以在接触件的铸造期间产生。腔体也可以实施为凹槽。
[0034]
在一个示例性实施例中,接触件100具有紧固装置(未展示),该紧固装置用于将接触件连接至例如电池或电机。在最简单的情况下,紧固装置是螺钉孔,相应的固定螺钉插入该螺钉孔中。
[0035]
图2以截面示出了图1的接触件,其中导体200插入到接触件100的腔体101中。导体200由多根单独的导线或单独的股线制成,这些单独的导线或单独的股线扭曲和/或绞合在一起并且形成绞合导体。导体200被绝缘护套202包围。单独的股线201由铝或铝合金构成。由于铝及其合金易于氧化并且被绝缘氧化层覆盖,因此在实际使用由铝构成的绞合导体期间,为了使导体200的截面尽可能好地用于电流传输,使所有的单独的股线201接触是非常重要的。绝缘护套202在导体200的插入到接触件100的腔体101中的端部处被移除。如从图2显而易见的,腔体101的直径的尺寸被确定为使得导体200能够被插入到腔体中而单独的股线201没有“突出”(即,单独的或多个单独的股线201未被接收在腔体101中,而是向外伸出)。
[0036]
接触件100与导体200之间的电连接通过平坦粘结连接来产生,该平坦粘结连接首先在导体200或绞合导体201与接触件100之间产生冶金连接,其次同时在单独的绞合导体201之间产生冶金连接。以此方式产生良好的横向导电性,使得所有的单独的股线201都有助于电流传输,并且导体200的截面被最佳地用于电流传输。
[0037]
根据本发明,平坦粘结连接通过摩擦搅拌焊接产生。在这种焊接方法中,焊接所需的温度是由摩擦产生的。在这种情况下,接触件100的材料在低于所使用的金属的熔点的温度下粘结地结合至绞合导体200,或者通过扩散将它们焊接在一起。工具203施加的压力以及由此进行的变形功也对此做出了贡献。因此,在该方法中使用的工具具有摩擦表面204,该摩擦表面的功效通过居中布置的突出尖端206而得以提高。为了产生连接,将快速旋转的工具203下降到接触件100上。在图2中,工具203的旋转由箭头r指示,下降移动由箭头p指示。工具203在接触件100上施加压力,该压力与旋转移动一起使接触件100的材料和单独的股线201转变成塑性状态并且彼此之间进入冶金粘结连接。
[0038]
当工具203抵靠接触件100放置时,已经有利地使其旋转。但是,也可能仅在将该工具抵靠接触件放置之后才使其旋转。
[0039]
然而,仅仅使旋转工具203下降仅引起点焊,这对于例如在电动车辆中存在的高电压和/或高电流应用是不足的。
[0040]
图3a展示了如何在导体200与接触件100之间实现平坦连接。为此目的,将直径大约对应于或大于导体200直径的工具203沿箭头301移动到接触件100上。这通过摩擦搅拌焊接实现了平坦焊接连接,其具有在引言中提到的优点。焊缝的面积大约对应于工具203在一
个方向上的直径,并且对应于箭头301在另一方向上的长度。
[0041]
图3b展示了用于在接触件100与导体200之间产生平坦连接的替代过程。根据该替代过程,直径小于导体200的直径的工具203沿着x-y轮廓移动,其中,平坦粘结焊接连接再次通过摩擦搅拌焊接产生。x-y轮廓在图3b中由箭头302指示。如果导体200具有相对较大的直径,则该替代方法特别有利。
[0042]
最后,图3c展示了在接触件100与导体200之间产生平坦粘结连接的另一种方法。在这种情况下,工具203沿着插入到接触件100中的导体200上的摆线移动。摆线由于平移移动与圆周移动的叠加而出现,并且由图3c中的箭头303代表。该方法也适用于具有相对较大直径的导体200。
[0043]
在其他实施例中,工具在接触件100上执行其他移动模式,例如锯齿形线。在其他实施例中,工具203在接触件100上执行由所描述的移动图案的组合产生的移动图案。
[0044]
工具203下降的方向由到图3a至图3c中的附图的平面中的箭头a表示。因此,工具203在附图的平面中执行朝向接触件100的移动。
[0045]
在图3a至图3c所展示的用于产生平坦粘结连接的所有方法中,当工具203已经稍微移动超过位于腔体101中的导体200的端部时,工具203从接触件100升高。结果,导体200在其位于腔体101中的整个长度上被粘结地连接至接触件100。
[0046]
图4示出了用于以一般形式产生平坦粘结连接的方法的流程图。在第一步骤s1中,将导体200插入接触件100中的腔体101中。然后,在步骤s2中,用于摩擦搅拌焊接的工具203下降到接触件100上,并且如果该工具在下降之前尚未旋转,则使其旋转。最后,在步骤s3中,下降的工具203在接触件100上在与工具203进行下降的方向基本垂直地延伸的平面上移动。在最后的步骤s3中,导体200的单独的股线201彼此粘结地连接并且与接触件100粘结地连接,从而产生平坦粘结连接。
[0047]
附图标记
[0048]
100 接触件
[0049]
101 腔体
[0050]
200 导体
[0051]
201 单独的股线
[0052]
202 绝缘护套
[0053]
203 工具
[0054]
204 摩擦表面
[0055]
206 凸耳
[0056]
301 移动方向
[0057]
302 移动方向
[0058]
303 移动方向
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1