微元件制程中的绑定装置及绑定方法以及焊接剂盛放单元与流程
1.本技术涉及显示技术领域,尤其涉及一种微元件制程中待绑定微元件和驱动背板进行绑定的绑定装置及绑定方法以及焊接剂盛放单元。
背景技术:
2.微元件,以微发光二极管(micro light-emitting diode,micro led)为例,在巨量转移制程中,将待绑定微元件与基板剥离后元件电极与背板电极的绑定一直是行业内的一个难题,现有技术是在背板电极上放固态的铟或者锡,然后再放待绑定微元件的元件电极,再通过激光焊接工艺进行绑定。然而,该种绑定方法容易带来待绑定微元件与驱动背板线路损伤的问题,而且,由于对位精度要求高,需要借激光设备,导致绑定成本高昂。
技术实现要素:
3.鉴于现有技术的不足,本技术的目的在于提供一种微元件制程中的绑定装置及绑定方法以及焊接剂盛放单元,旨在解决将元件电极从基板剥离后元件电极与背板电极进行绑定的技术问题。
4.本技术提供一种微元件制程中的绑定装置,包括:
5.焊接剂盛放单元,其上设置有焊接剂孔,所述焊接剂孔中盛放有熔融态的焊接剂;
6.转移机构,用于拾取及转移待绑定微元件;其中,所述转移机构将所述待绑定微元件拾取并转移至所述焊接剂孔中以使所述待绑定微元件的元件电极黏附焊接剂,再将黏附有焊接剂的所述待绑定微元件转移至一驱动背板以进行绑定。
7.从而,本技术实现了待绑定微元件和驱动背板的快速绑定,减少现有激光焊接带来的待绑定微元件及驱动背板线路损伤的问题,且无需使用激光设备,节约成本。
8.可选择地,在其中一实施例中,所述焊接剂孔包括焊接剂导入孔以及与所述焊接剂导入孔连通的焊接剂收容孔;所述焊接剂收容孔通过所述焊接剂导入孔补充耗掉的焊接剂。
9.从而,通过所述焊接剂导入孔可为所述焊接剂收容孔内补充焊接剂。
10.可选择地,在其中一实施例中,所述焊接剂收容孔的截面呈倒梯形结构。
11.从而,所述梯形结构状的焊接剂收容孔可以起到控制元件电极与焊接剂黏附位置的作用,可以保证每个元件电极的焊接剂黏附量一致。
12.可选择地,在其中一实施例中,所述焊接剂孔的数量为多个,各所述焊接剂孔于所述焊接剂盛放单元上阵列设置。
13.从而,使得多个待绑定微元件的元件电极可以同时单独黏附焊接剂。
14.可选择地,在其中一实施例中,相邻两焊接剂孔之间的距离与待绑定微元件的两电极之间的距离相等。
15.从而,可以通过转移机构实现带绑定待绑定微元件的巨量转移以及快速粘附焊接剂。
16.可选择地,在其中一实施例中,所述转移机构包括驱动轴、转移板和至少一突出部,所述转移板具有相对设置的第一表面和第二表面,所述至少一突出部设置在所述转移板的第一表面上,所述驱动轴设置在所述转移板的第二表面上。
17.从而,通过所述转移机构实现待绑定微元件的巨量转移和快速绑定。
18.基于同样的发明构思,本技术还提供一种微元件制程中的绑定方法,包括步骤:
19.将待绑定微元件从基板上剥离;
20.通过转移机构拾取及转移所述待绑定微元件至一焊接剂盛放单元,以使所述待绑定微元件的元件电极从所述焊接剂盛放单元的焊接剂孔中黏附熔融态的焊接剂;以及
21.将黏附有熔融态焊接剂的所述待绑定微元件转移至一驱动背板上,待所述焊接剂冷却完成以实现所述待绑定微元件与所述驱动背板的绑定。
22.从而,本技术实现了待绑定微元件和驱动背板的快速绑定,减少现有激光焊接带来的待绑定微元件及驱动背板线路损伤的问题,无需使用激光设备,节约成本。
23.可选择地,在其中一实施例中,所述绑定方法还包括:
24.将所述待绑定微元件的元件电极伸入所述焊接剂孔中黏附焊接剂并保持第一预设时长;和/或,
25.将所述待绑定微元件从所述焊接剂盛放单元的焊接剂孔中取出并在所述焊接孔的上方保持第二预设时长。
26.从而,将所述待绑定微元件的元件电极伸入所述焊接剂孔中黏附焊接剂并保持第一预设时长,可以使得待绑定微元件的电极能够与焊接剂充分接触;将所述待绑定微元件从所述焊接剂盛放单元的焊接剂孔中取出并在所述焊接孔的上方保持第二预设时长,使得多余焊接剂剂滴落,避免焊接剂浪费。
27.可选择地,在其中一实施例中,对绑定效果进行检测,若发现绑定不良,将绑定不良的芯片从所述驱动背板上剥离。
28.从而,可以确保待绑定微元件与驱动背板的绑定可靠,并在绑定不良的情况下,将绑定不良的芯片从所述驱动背板上剥离,以进行新的绑定。
29.基于同样的发明构思,本技术还提供一种焊接剂盛放单元,包括本体以及设置在所述本体上的多个焊接剂孔,所述多个焊接剂孔于所述本体上阵列设置,每个焊接剂孔包括焊接剂导入孔以及与所述焊接剂导入孔连通的焊接剂收容孔,所述焊接剂收容孔透过所述焊接剂导入孔补充耗掉的焊接剂。
30.从而,所述焊接剂盛放单元可以及时补充消耗掉的焊接剂且可保证每个元件电极的焊接剂黏附量一致。
附图说明
31.图1为本技术一实施例中的焊接剂盛放单元的平面示意图。
32.图2为图1中的焊接剂盛放单元的截面示意图。
33.图3为本技术一实施例中的转移机构的侧面示意图。
34.图4为图3的平面示意图。
35.图5为本技术一实施例中的待绑定微元件与驱动背板绑定的过程示意图。
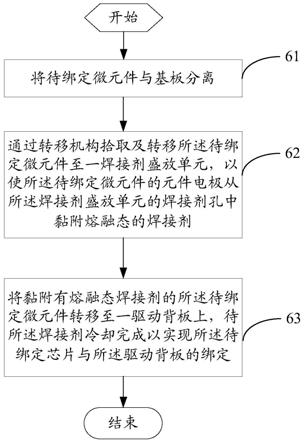
36.图6为本技术一实施例中的微元件制程中的绑定方法的流程示意图。
37.附图标记说明:
38.200-待绑定微元件;
39.400-驱动背板;
40.210-元件电极;
41.410-背板电极;
42.10-焊接剂盛放单元;
43.20-转移机构;
44.11-焊接剂孔;
45.300-基板;
46.111-焊接剂导入孔;
47.112-焊接剂收容孔;
48.23-驱动轴23;
49.21-转移板21;
50.22-突出部22;
51.211-第一表面;
52.212-第二表面。
具体实施方式
53.为了便于理解本技术,下面将参照相关附图对本技术进行更全面的描述。附图中给出了本技术的较佳实施方式。但是,本技术可以以许多不同的形式来实现,并不限于本文所描述的实施方式。相反地,提供这些实施方式的目的是使对本技术的公开内容理解的更加透彻全面。
54.除非另有定义,本文所使用的所有的技术和科学术语与属于本技术的技术领域的技术人员通常理解的含义相同。本文中在本技术的说明书中所使用的术语只是为了描述具体的实施方式的目的,不是旨在于限制本技术。
55.微元件,例如,micro led或者其它类型的微元件,巨量转移制程,在激光将待绑定微元件与基板剥离后元件电极与背板电极的绑定一直是行业的一个难题。
56.基于此,本技术希望提供一种能够解决上述技术问题的方案,其详细内容将在后续实施例中得以阐述。
57.请一并参考图1至图5,微元件制程中的绑定装置用于对待绑定微元件200和驱动背板400进行绑定。其中,待绑定微元件200包括两个元件电极210。所述两个元件电极210可以位于所述待绑定微元件200的同一侧,或者,位于所述待绑定微元件200的相对的两侧。本实施例中,所述两个元件电极210位于所述待绑定微元件200的同一侧。所述驱动背板400上设置有与所述元件电极210相对应的背板电极410。所述待绑定微元件200与所述驱动背板400进行绑定之前,所述待绑定微元件200形成于基板300上。所述绑定装置包括焊接剂盛放单元10和转移机构20。所述焊接剂盛放单元10对应待绑定微元件200的每个元件电极210设置有焊接剂孔11。所述焊接剂孔11用于盛放熔融态的焊接剂,并保持熔融态的焊接剂达到预设温度。所述转移机构20被配置为拾取及转移待绑定微元件200;所述转移机构20将所述待绑定微元件200拾取并转移至所述焊接剂孔11中以使所述待绑定微元件200的元件电极
210黏附焊接剂,再将黏附有焊接剂的待绑定微元件200转移至一驱动背板400以进行绑定。
58.从而,本技术实现了待绑定微元件200和驱动背板400的快速绑定,减少了现有技术中激光焊接对待绑定微元件200和驱动背板400所带来的线路损伤的问题,而且无需使用激光设备,节约成本。
59.可选择地,在其中一实施例中,所述待绑定微元件200可以为micro led,其包括正装型芯片结构、垂直型芯片结构或倒装型芯片结构中的任意一种。
60.可选择地,在其中一实施例中,当所述待绑定微元件200为倒装型芯片结构时,所述两个元件电极210可以位于所述待绑定微元件200的同一侧,所述基板300为暂态板,例如,蓝宝石基板或者其它类的基板,在此不做限定。在其它实施例中,当所述待绑定微元件200为正装型芯片结构,所述两个元件电极210可以位于所述待绑定微元件200的同一侧,所述基板300可以为生长基板,所述暂态板和所述生长基板位于所述待绑定微元件200的两侧;或者,当所述待绑定微元件200为垂直型芯片结构,且所述两个元件电极210可以位于所述待绑定微元件200的相对的两侧时,所述基板300可以为生长基板,所述暂态板和所述生长基板位于所述待绑定微元件200的两侧,所述两个元件电极210的其中一个元件电极210靠近暂态板设置,另一个元件电极210靠近生长基板设置。
61.可选择地,在其中一实施例中,所述元件电极210与所述基板300分离的方式可以是但不限于激光熔融、加热熔融等,在此不做限定。
62.可选择地,在其中一实施例中,所述焊接剂孔11包括焊接剂导入孔111以及与所述焊接剂导入孔111连通的焊接剂收容孔112;所述焊接剂收容孔112透过所述焊接剂导入孔111补充消耗掉的焊接剂。
63.其中,所述焊接剂导入孔111呈直孔状,位于所述焊接剂盛放单元10的底部。所述焊接剂收容孔112位于所述焊接剂盛放单元10的顶部,且所述焊接剂导入孔111与所述焊接剂收容孔112连通设置。所述焊接剂导入孔111用于为所述焊接剂收容孔112补充焊接剂。每当待绑定微元件200的元件电极210进行焊接剂黏附后所述焊接剂导入孔111会同步定量补充焊接剂至所述焊接剂收容孔112,达到焊接剂稳定在固定液位的功能。
64.从而,通过所述焊接剂导入孔111可为所述焊接剂收容孔112补充焊接剂。
65.可选择地,在其中一实施例中,所述焊接剂收容孔112的截面呈倒梯形结构;例如,如图2所示,可以是所述焊接剂收容孔112的纵截面呈倒梯形。可以理解的是,在其它实施例中,也可以是所述焊接剂收容孔112的横截面呈倒梯形,在此不做限定。
66.从而,所述梯形结构状的焊接剂收容孔112可以起到控制元件电极210与焊接剂黏附位置的作用,可保证每个元件电极210的焊接剂黏附量一致。
67.可选择地,在其中一实施例中,所述焊接剂导入孔111位于所述焊接剂收容孔112的底部的中部位置。这样,使得焊接剂导入孔111对焊接剂的导入过程更加均衡。可以理解的是,在其它实施例中,所述焊接剂导入孔111还可以位于所述焊接剂收容孔112的底部的其它位置,在此不做限定。
68.可选择地,所述焊接剂孔11的数量可以为多个,各所述焊接剂孔11于所述焊接剂盛放单元10上阵列设置。
69.从而,使得多个待绑定微元件200的元件电极210可以同时单独黏附焊接剂。
70.具体地,在其中一实施例中,所述焊接剂盛放单元10上设置有6*6个所述焊接剂孔
11。可选择地,在其它实施例中,所述焊接剂孔11的数量不限于此,具体可以根据实际需要进行设置。
71.可选择地,在其中一实施例中,所述待绑定微元件200为正装型芯片结构或倒装型芯片结构时,相邻两焊接剂孔11之间的距离与待绑定微元件200的两元件电极之间的距离相等。
72.可选择地,在其中一实施例中,所述待绑定微元件200为垂直型芯片结构时,相邻两焊接剂孔11之间的距离与相邻两待绑定微元件200的元件电极之间的距离相等。
73.可选择地,在其中一实施例中,所述转移机构20包括控制模组(图未示)、驱动轴23、转移板21和至少一突出部22,所述转移板21具有相对设置的第一表面211和第二表面212,所述至少一突出部22设置在所述转移板21的第一表面211上,所述驱动轴23设置在所述转移板21的第二表面212上,所述控制模组通过所述驱动轴23驱动所述转移板21运动进而使得所述至少一个突出部22在三维方向上进行运动(例如,控制精度≤1μm),以拾取及转移待绑定微元件200。具体地,所述突出部22从基板300上拾取待绑定微元件200,然后转移至焊接剂盛放单元10使得待绑定微元件200的元件电极210伸入焊接剂孔11中黏附焊接剂,然后把待绑定微元件200从焊接剂孔11中取出并快速绑定到驱动背板400上,实现待绑定微元件200与驱动背板400的快速绑定。
74.可选择地,在其中一实施例中,当所述基板300为生长基板时,由于所述元件电极210与所述暂态板之间通过粘结层粘结。因此,可以将暂态板作为转移板21,将所述元件电极210与所述暂态板之间的粘结层作为所述至少一突出部22,使得所述驱动轴与所述暂态板连接,并驱动所述暂态板带动所述待绑定微元件200转移至所述驱动背板400上进行绑定。
75.可选择地,在其中一实施例中,所述待绑定微元件200的元件电极210伸入焊接剂孔11中黏附焊接剂并保持第一预设时长(例如,5s到10s或者其它时长),使元件电极210与对应焊接剂收容孔112的焊接剂充分接触。
76.可选择地,在其中一实施例中,将待绑定微元件200从对应的焊接剂孔11中提起并保持第二预设时长(例如,1s~3s或者其它时长)以进行多余焊接剂滴落处理,从而,避免造成焊接剂浪费。
77.可选择地,在其中一实施例中,所述突出部22的材质可以是但不限于为聚二甲基硅氧烷、光解胶、热解胶等的其中一种。当所述突出部22的材质为聚二甲基硅氧烷时,所述突出部22与对应的待绑定微元件200之间的粘结力小于所述待绑定微元件200与驱动背板400之间的粘结力,这样,当突出部22将待绑定微元件200转移至驱动背板400进行绑定时,突出部200能够与待绑定微元件200分离。
78.可选择地,在其中一实施例中,所述至少一突出部22的数量为多个,且多个突出部22呈阵列状排列。本实施例中,所述突出部22为3*3阵列。可以理解的是,在其它实施例中,所述突出部22的数量不受此限制。相邻两个突出部22之间的间距等于相邻两个焊接剂孔11之间的间距。
79.从而,可以实现待绑定微元件200的巨量转移和巨量绑定。
80.可选择地,在其中一实施例中,所述驱动背板400和所述焊接剂盛放单元10之间的间距在10mm~100mm之间,且工艺环境氛围在110℃~130℃左右,从而保证粘附到元件电极
210上的焊接剂在元件电极210被转移到驱动背板400之前不固化,达到待绑定微元件200与驱动背板400能够正常进行绑定的目的。
81.可选择地,在其中一实施例中,当待绑定微元件200与驱动背板400绑定后,对待绑定微元件200与驱动背板400之间的焊接剂进行降温和固化处理,使得待绑定微元件200与驱动背板400之间通过焊接剂稳固连接。
82.可选择地,在其中一实施例中,对待绑定微元件200与驱动背板400之间的焊接剂进行降温和固化处理的方式可以是压缩空气的方式。
83.可选择地,在其中一实施例中,在对待绑定微元件200与驱动背板400之间的焊接剂进行降温和固化处理后,通过光学检测设备对绑定效果进行结构和电性连接方面的检测,若检测到绑定不良,则将绑定不良的芯片从所述驱动背板400上剥离,以进行新的绑定。可以理解的是,所述新的绑定可以是将原来绑定不良的待绑定微元件200的元件电极210上的固态的焊接剂剥离,重新将该待绑定微元件200与驱动背板400进行绑定,或者,将一新的待绑定微元件200与驱动背板400进行绑定,并再次通过光学检测设备对绑定效果进行结构和电性连接方面的检测,直至确定绑定良为止。
84.可选择地,在其中一实施例中,所述光学检测设备可以是但不限于自动光学检测设备和点灯机,所述自动光学检测设备用于从结构方面检测绑定效果,所述点灯机用于从电性连接方面检测绑定效果,当所述自动光学监测设备检测到结构方面绑定效果良且所述点灯机监测到电性连接方面绑定效果良,且确定绑定效果良。
85.请参考图6,本技术还提供一种微元件制程中的绑定方法的流程示意图。所述绑定方法的步骤的顺序不限定为下面的顺序,具体可以根据实际需要作出调整。所述绑定方法包括:
86.步骤61:将待绑定微元件200与基板300分离。
87.可选择地,在其中一实施例中,当所述待绑定微元件200为倒装型芯片结构时,所述两个元件电极210可以位于所述待绑定微元件200的同一侧,所述基板300为暂态板,例如,蓝宝石基板或者其它类的基板,在此不做限定。
88.可选择地,所述元件电极210与所述暂态板300分离的方式可以是但不限于激光熔融、加热熔融等,在此不做限定。
89.步骤62:通过转移机构20拾取及转移待绑定微元件200后至一焊接剂盛放单元10,使得待绑定微元件200的元件电极210从焊接剂盛放单元10的焊接剂孔11中黏附熔融态的焊接剂。
90.步骤63:将黏附有熔融态的焊接剂的待绑定微元件200转移至一驱动背板400上,待所述焊接剂冷却完成以实现所述待绑定微元件200与所述驱动背板400的绑定。
91.具体地,所述控制模组通过所述驱动轴23驱动所述转移板21运动进而使得所述至少一个突出部22在三维方向上进行运动(例如,控制精度≤1μm),以拾取及转移待绑定微元件200。具体地,所述突出部22从基板300上拾取待绑定微元件200,然后转移至焊接剂盛放单元10使得待绑定微元件200的元件电极210伸入焊接剂孔11中黏附焊接剂,然后把待绑定微元件200从焊接剂孔11中取出并快速绑定到驱动背板400上,实现待绑定微元件200与驱动背板400的快速绑定。
92.从而,本技术实现了待绑定微元件200和驱动背板400的快速绑定,减少现有激光
焊接带来的待绑定微元件200及驱动背板400线路损伤的问题,避免使用激光设备,节约成本。
93.可选择地,在其中一实施例中,盛放在所述焊接剂盛放单元10的熔融态的焊接剂的工艺温度需维持在预设温度且工艺氛围为真空,其中,所述预设温度是指使焊接剂维持熔融态的温度,所述焊接剂可以是但不限于铟、锡或者其它焊接剂。以铟为例,焊接剂的工艺温度需维持在120~156.7℃,工艺氛围为真空。
94.可选择地,在其中一实施例中,所述焊接剂盛放单元10可以通过外部设备或者自带加热设备对其中的焊接剂进行加热,使得盛放在所述焊接剂盛放单元10的熔融态的焊接剂的工艺温度需维持在预设温度。
95.可选择地,在其中一实施例中,所述待绑定微元件200的元件电极210伸入焊接剂孔11中黏附焊接剂时可以保持至第一预设时长(例如,5s到10s或者其它时长),使元件电极210与对应焊接剂收容孔112的焊接剂充分接触。
96.可选择地,在其中一实施例中,将待绑定微元件200从对应的焊接剂孔11中提起并保持第二预设时长(例如,1s~3s或者其它时长)以进行多余焊接剂滴落处理,从而,避免造成焊接剂浪费。
97.可选择地,在其中一实施例中,所述驱动背板400和所述焊接剂盛放单元10之间的间距在10mm~100mm之间,且工艺环境氛围在110℃~130℃左右,从而保证粘附到元件电极210上的焊接剂在元件电极210被转移到驱动背板400之前不固化,达到待绑定微元件200与驱动背板400能够正常进行绑定的目的。
98.可选择地,在其中一实施例中,当待绑定微元件200与驱动背板400绑定后,对待绑定微元件200与驱动背板400之间的焊接剂进行降温和固化处理,使得待绑定微元件200与驱动背板400之间通过焊接剂稳固连接。
99.可选择地,在其中一实施例中,对待绑定微元件200与驱动背板400之间的焊接剂进行降温和固化处理的方式可以是压缩空气的方式。
100.可选择地,在其中一实施例中,所述方法还包括:对绑定效果进行检测,若发现绑定不良,将绑定不良的待绑定微元件200从所述驱动背板400上剥离。
101.可选择地,在其中一实施例中,在对待绑定微元件200与驱动背板400之间的焊接剂进行降温和固化处理后,通过光学检测设备对绑定效果进行结构和电性连接方面的检测,若检测到绑定不良,则将绑定不良的待绑定微元件200从所述驱动背板400上剥离,以进行新的绑定。可以理解的是,所述新的绑定可以是将原来绑定不良的待绑定微元件200的元件电极210上的固态的焊接剂剥离,重新将该待绑定微元件200与驱动背板400进行绑定,或者,将一新的待绑定微元件200与驱动背板400进行绑定,并再次通过光学检测设备对绑定效果进行结构和电性连接方面的检测,直至确定绑定良为止。
102.可选择地,在其中一实施例中,所述光学检测设备可以是但不限于自动光学检测设备和点灯机,所述自动光学检测设备用于从结构方面检测绑定效果,所述点灯机用于从电性连接方面检测绑定效果,当所述自动光学监测设备检测到结构方面绑定效果良且所述点灯机监测到电性连接方面绑定效果良,且确定绑定效果良。
103.从而,可以有效的排除绑定不良。
104.应当理解的是,本技术的应用不限于上述的举例,对本领域普通技术人员来说,可
以根据上述说明加以改进或变换,所有这些改进和变换都应属于本技术所附权利要求的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1