一种C波段超表面频选天线罩及其制造工艺的制作方法
一种c波段超表面频选天线罩及其制造工艺
技术领域
[0001]
本申请涉及微波天线技术领域,尤其是涉及一种c波段超表面频选天线罩及其制造工艺。
背景技术:
[0002]
天线罩是用来保护天线或整个微波系统免受环境影响的外壳,在无线系统中应用广泛。天线罩位于天线的近场区,因此不可避免地会对天线的性能产生多种不良影响[1]。设计天线罩就需要调整天线罩的结构,使其对天线性能的影响降至最低,并改善天线的某些性能。为降低天线系统的雷达散射截面以获得良好的隐身效果,常将频率选择表面用来设计天线罩。
[0003]
以频率选择表面(fss)为代表的超材料在光学成像,小型化天线,电磁波隐形等领域有广泛的应用前景。基本思想是用人工设计的微结构来产生电响应或磁响应,从而实现可控的介电常数或磁导率。
[0004]
为了保护天线不受雨雪、大风等恶劣环境影响其性能,往往需要用天线罩将天线保护起来,由于天线工作在较低频段,为了保证其透波性能,一般将天线罩厚度设计为天线工作频段波长的1/2,如在2.4ghz,天线工作波长约为150mm,天线罩厚度为75mm左右,较大的厚度使得天线罩重量很大,导致天线罩有成本较高,重量较大不便于运输等缺点。
[0005]
针对上述中的相关技术,发明人认为在某些特定的使用环境下,尤其比如说使用在军舰上的c波段频选天线罩,需要天线罩在拥有较好的透波性能外,还需要天线罩有较轻的重量,同时海面的风比较大,装设在军舰上的天线罩还需具备较高的强度,传统天线罩已经不适用与这样的环境。
技术实现要素:
[0006]
为了减轻天线罩的重量,提高天线罩的透波性能,本申请提供了一种c波段超表面频选天线罩及其制造工艺。
[0007]
第一方面,本申请提供的一种c波段超表面频选天线罩,采用如下的技术方案:一种c波段超表面频选天线罩,包括用于调节带通进行频选的f4b板,所述f4b板的上下两侧均铺设有一层pmi板,所述pmi板远离f4b板一侧铺设有三层环氧预浸布,所述f4b板、pmi板和环氧预浸布三者之间通过环氧胶膜复合成型。
[0008]
通过采用上述技术方案,pmi板和环氧预浸布选材都较为轻盈,pmi板和f4b板的总厚度控制在12mm,同时通过复合一次成型,成型后形成的平板罩总重量控制在5公斤以内,不仅通过f4b板提升了平板罩的透波性能,而且通过改变f4b板上的电容容量,可以调节平板罩的频选范围,在力学性能方面上不仅维持了力学强度,而且在性能以及减小重量方面都有所提升。
[0009]
第二方面,本申请提供的一种c波段超表面频选天线罩工艺,采用如下的技术方案:
一种c波段超表面频选天线罩工艺,包括以下步骤,s1.铺层:在f4b板的上侧铺设环氧胶膜,在环氧胶膜的上侧铺设pmi板,在pmi板上表面上铺设环氧胶膜,在环氧胶膜的上表面上铺设三层环氧预浸布,在f4b板的下侧依次铺设环氧胶膜、pmi板、环氧胶膜和三层环氧预浸布,然后进行加热复合成平板罩;s2.板材固化:用不锈钢框条在钢化玻璃板上制作平面工装,将复合成型的平板罩放入工装中,使得两根活动的钢条用力挤压,固化时通过将整个不锈钢框条与平板罩一起放入高温真空复合材料成型机内进行固化;s3.边缘修整:固化完成后将不锈钢框条拆下,然后修理平板罩的边角修整,并锉出四周的圆角;s4.安装框与平板罩进行粘接:预先加工出与军舰天线外侧板连接的安装框,然后将平板罩放置在安装框内,在平板罩与安装框的贴合处注入调制树脂并进行固化;s5.喷漆:在平板罩的正反面进行喷漆处理;s6.测试:根据c波段频选天线罩试验大纲,进行性能参数测试。
[0010]
通过采用上述技术方案,实施上述工艺之前,预先进行物料、设备和工装的准备,然后进行s1铺层步骤,在s1铺层步骤中,生产人员根据铺层结构图进行复合材料铺层作业,然后将铺层好的板材进行s2固化板材步骤,从而使得复合后的板材进一步进行固化,高温固化过程中同时进行板材的应力释放,使得平板罩的力学性能以及机械性能均增强,固化完成后对平板罩的边缘进行s3边缘修整步骤,然后进行s4安装框与平板罩进行粘接步骤,将平板罩与预先加工好的安装框进行固定连接,最后经过s5喷漆步骤处理,使得平板罩的表面难以被海风腐蚀,最终对加工好的平板罩进行性能方面的s6测试步骤,测试通过的进行包装销售,测试不过的进行返工处理,整个过程,不需要将f4b板与额外的板材进行拼接,整个平板罩一体复合成型,成型的平板罩重量控制在5公斤以内,整个工艺步骤不仅在平板罩的重量方面得以优化,同时在频选性能以及力学性能方面都得到了改善。
[0011]
可选的,在s1铺层步骤结束后进行铺层包边,位于f4b板上方的三层环氧预浸布从上至下依次向下翻折8mm、6mm、4mm,位于f4b板下方的三层环氧预浸布从下至上依次向上翻折8mm、6mm、4mm。
[0012]
通过采用上述技术方案,f4b板的两个端面被环氧预浸布包裹住,经过包边处理,提高了防水防潮性能,即使舰船在大风大浪的海面上行驶也能保障天线通信的稳定性。
[0013]
可选的,在s2板材固化步骤中,以每分钟3摄氏度的升温方式将室温升至60摄氏度并保温30分钟,之后以每分钟2摄氏度的升温方式将温度升至80摄氏度并保温30分钟,最后以每分钟1摄氏度的升温方式将温度升至110摄氏度并保温120分钟,然后将板材进行冷却。
[0014]
通过采用上述技术方案,阶梯式的升温方式,使得平板罩的应力释放更加缓和,应力释放的更加完整,从而减小了温升引起的曲翘度,使得平板罩更加平整,难以产生大幅度的变形。
[0015]
可选的,在s2板材固化步骤中,当板材在110摄氏度保温120分钟之后,使得板材以每分钟1摄氏度的降温方式进行冷却。
[0016]
通过采用上述技术方案,通过平缓均匀的降温方式,使得处于高温中的平板罩难以出现板材破裂,使得应力释放缓和,进一步减小了平板罩的曲翘程度,提升了平板罩在实际使用过程中的性能。
[0017]
可选的,在s4安装框与平板罩进行粘接的步骤中,调制树脂包括树脂、固化剂和促进剂,调制树脂的质量比例为100g:50g:3g。
[0018]
通过采用上述技术方案,将固化剂与促进剂共同使用,并按照100g:50g:3g的质量比进行混合,固化剂使热固性树脂发生不可逆的变化,促进剂可以加快树脂固化的速率,提升安装框与平板罩之间的固化速度。
[0019]
可选的,在s4安装框与平板罩进行粘接的步骤中,在安装框与平板罩的缝隙注入调制树脂之前,预先在安装框与平板罩贴合的缝隙一侧粘接一层用于防止漏胶的透明胶带。
[0020]
通过采用上述技术方案,透明胶带可以减少漏胶的情况,使得安装框与平板罩之间的调制树脂填充的更加饱满,从而提升了安装框与平板罩之间的连接强度,安装框为碳纤维边框,碳纤维边框不仅质量轻而且强度高,提升了平板罩在舰船上使用的稳定性。
[0021]
可选的,在s4安装框与平板罩进行粘接的步骤中,在安装框与平板罩的缝隙注入调制树脂之前,在安装框与平板罩的接缝两侧均预先粘接纸胶带,然后将搅拌好的调制树脂注入接缝中,在温度为25摄氏度的温室中保温固化12小时。
[0022]
通过采用上述技术方案,纸胶带确保不会有多余的胶粘在板材和安装框接触的侧壁上,从而安装框的外壁上难以出现胶点,平板罩的外壁上也难以出现胶点,提升了平板罩的美观,同时使得安装框与舰船之间连接的更加紧密,难以出现漏风等现象,保障了天线的正常使用性能。
[0023]
可选的,在s5喷漆步骤中,在喷漆之前预先进行表面平整处理,同时使用不饱和聚酯腻子修整安装框与平板罩的胶接处。
[0024]
通过采用上述技术方案,不饱和聚酯腻子可厚涂、快干、附着力强等优良性能,将不饱和聚酯腻子涂覆在安装框与平板罩的胶接处,一方面使得平板罩与安装框之间连接的更加稳定,另一方面使得安装框与平板罩整体较为平整,使得喷漆喷洒时覆盖的更加完整,更加使得海风难以侵蚀平板罩与安装框,提升了平板罩在舰船上的使用性能。
[0025]
本申请包括以下至少一种有益技术效果:1.整个平板罩通过一体复合成型,成型后形成的平板罩总重量控制在5公斤以内,在力学性能方面上不仅维持了力学强度,而且在性能以及减小重量方面都有所提升;2.在s1铺层步骤结束后进行铺层包边,经过包边处理,提高了防水防潮性能,即使舰船在大风大浪的海面上行驶也能保障天线通信的稳定性;3.阶梯式的升温方式以及平缓均匀的降温方式,使得平板罩的应力释放更加缓和,应力释放的更加完整,从而减小了温升引起的曲翘度,使得平板罩更加平整,难以产生大幅度的变形,提升了平板罩在舰船上的使用性能。
附图说明
[0026]
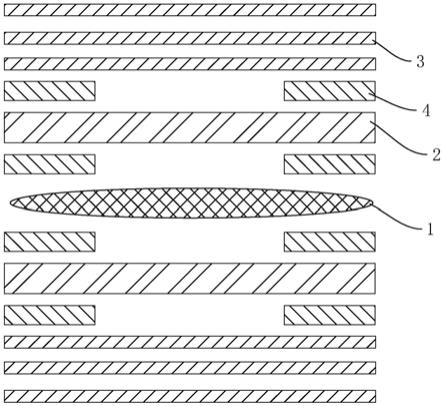
图1是本申请实施例中平板罩的截面图。
[0027]
附图标记说明:1、f4b板;2、pmi板;3、环氧预浸布;4、环氧胶膜。
具体实施方式
[0028]
以下结合附图1对本申请作进一步详细说明。
[0029]
本申请实施例公开一种c波段超表面频选天线罩及其制造工艺。
[0030]
参照图1,一种c波段超表面频选天线罩,包括f4b板1,f4b板1为一种高频电路板,通过调节f4b板1上的电容容量,从而改变频率响应范围,使得调节天线罩的带通改变从而达到调节天线罩所透过的波段频率。
[0031]
参照图1,f4b板1的上下两侧均铺设有一层pmi泡沫板材,pmi泡沫板材具有100%的闭孔结构,是一种强度和刚度最高的一种耐热泡沫材料,材质轻盈,取代了传统的蜂窝形结构,具有良好的防火性能以及介电性能。
[0032]
参照图1,pmi板2远离f4b板1的一侧铺设有三层环氧预浸布3,f4b板1、pmi板2以及环氧预浸布3三者之间最终放置在高温真空复合材料成型机能进行固化,最终环氧预浸布3成型为最终的玻璃钢,在复合过程中,通过在相邻两个夹层之间铺设环氧胶膜4,最终使得三者复合成型为安装在舰船上的c波段天线平板罩。
[0033]
一种c波段超表面频选天线罩工艺,包括以下步骤:预先进行物料、设备和工装的准备,其中原辅物料包括碳纤维框、pcb板、pmi泡沫板、预浸布、环氧胶膜、二乙烯三胺促进剂、环氧树脂、聚酰胺固化剂低分子、丁晴橡胶密封圈以及丙烯酸油漆,其中设备和工装清单包括化学品通风柜、高温真空复合材料成型机、无油真空泵、数控加工机床、不锈钢框条和钢化玻璃底板。
[0034]
同时根据生产需求,将预浸布和环氧胶膜进行手工裁剪,在剪裁过程中,剪裁的尺寸公差控制在
±
1mm范围内。
[0035]
准备好上述仪器以及辅材后进行如下步骤,s1铺层步骤:在f4b板的上侧铺设预先剪裁好的环氧胶膜,然后再铺设一层pmi板,在pmi板上铺设一层环氧胶膜,然后在位于pmi板上的环氧胶膜上侧铺设三层环氧预浸布,按照同样的次序在f4b板的下侧依次铺设环氧胶膜、pmi板、环氧胶膜和三层环氧预浸布,在s1铺层步骤结束后进行铺层包边,将位于f4b板上方的三层环氧预浸布从上至下依次向下翻折8mm、6mm、4mm,从而位于f4b板上方的三层环氧预浸布中,其中最上方的环氧预浸布将其余两层包裹住,已知f4b板和两个pmi板的总厚度为12mm,位于f4b板下方的三层环氧预浸布从下至上依次向上翻折8mm、6mm、4mm,从而位于f4b板下侧的环氧预浸布贴合在f4b板上侧的环氧预浸布,f4b板的两个端面被环氧预浸布包裹住,经过包边处理,提高了防水防潮性能,即使舰船在大风大浪的海面上行驶也能保障天线通信的稳定性。
[0036]
s2.板材固化步骤:用不锈钢框条在钢化玻璃板上制作平面工装,在板材固化之前,将铺层好的板材进行加热复合,使得f4b板上下两侧的预浸布和pmi板将f4b板包裹起来,进而初步复合成型为平板罩,然后将复合的平板罩放入不锈钢框条内,使得平板罩的一侧贴合在钢化玻璃上,在玻璃底板上制作平面工装,可以保证固化出来的板材四边大体平整,尺寸精确,同时使得胶膜融化后难以任意溢出在外界。
[0037]
平板罩放入工装中的过程中,用力挤压两根活动的钢条,从而确保固化出来的板材尺寸可以达到使用标准,在固化准备前,将硅胶板放置在平板罩的底侧,从而有效防止平板罩的外壁受到磨损,硅胶板的外侧通过透气毛毡进行包裹,然后将整个包裹好的平板罩放入真空袋中进行抽真空,然后放入高温真空复合材料成型机内进行固化。
[0038]
固化过程中,在20分钟内将成型机内腔内的温度从室温上升至60摄氏度,在60摄氏度的环境下进行保温30分钟,然后再以每分钟2摄氏度的升温方式将温度升至80摄氏度
并保温30分钟,最后从80摄氏度在30分钟之内将温度上升至110摄氏度,在110摄氏度的环境下保温120分钟,经过长达四个小时的加温固化后,最后进行降温处理,降温过程中,以每分钟1摄氏度的降温方式进行冷却,阶梯式的升温方式,使得平板罩的应力释放更加缓和,应力释放的更加完整,从而减小了温升引起的曲翘度,使得平板罩更加平整,难以产生大幅度的变形。
[0039]
s3边缘修整步骤:固化完成后将不锈钢框条拆下,然后修理平板罩的边角修整,并锉出四周的圆角,由于后期需要预先加工出用于和舰船板壁连接的安装框,加工出圆角更加便于将平板罩安装在安装框的内腔壁上。
[0040]
s4安装框与平板罩进行粘接步骤:修整完边角之后,将安装框与平板罩进行固定连接,安装框为碳纤维边框,此时需要在平板罩与安装框的贴合缝隙中注入调制树脂进行固化,在注入调制树脂之前,在安装框与平板罩的接缝两侧均预先粘接纸胶带,从而确保不会有多余的胶粘在板材和安装框的侧壁上,同时在安装框与平板罩贴合的缝隙一侧粘接一层透明胶带,从而可以有效减少漏胶情况。
[0041]
其中调制树脂包括树脂、固化剂和促进剂,调制树脂的质量比为100g:50g:3g,固化剂又名硬化剂、熟化剂或变定剂,是一类增进或控制固化反应的物质,树脂固化是经过缩合、闭环、加成或催化等化学反应,使热固性树脂发生不可逆的变化过程,促进剂和固化剂并用时,可以加速树脂在固化过程中的反应速率,提升安装框与平板罩之间的固化速度。
[0042]
将树脂、固化剂和促进剂按照比例混合好之后,通过针管在安装框与平板罩的缝隙注入调制树脂,然后将注完调制树脂的安装框与平板罩一体放置在恒温温度为25摄氏度的温箱内进行12个小时的固化处理。
[0043]
s5喷漆步骤:喷漆之前预先对平板罩进行表面平整处理,同时使用不饱和聚酯腻子修整安装框与平板罩的胶接处,之后在平板罩的正反面喷洒丙烯酸油漆,从而确保平板罩在使用过程中难以被海风侵蚀风化。
[0044]
s6测试步骤:喷漆完成后需要对平板罩在c波段频选高透和频选快速截止性能进行测试,电磁波在c波段透波插损小于0.5分贝时,对高频段有一定的截止滤波性能,并且高频段快速截止滤波特性十分显著。
[0045]
平板罩在实际使用过程中,频率在6-18ghz之间时,此时通带高透,且具有高频隐身功能,频率在0-6ghz之间时,高频段快速截止滤波,频选滤波性能良好。
[0046]
以上均为本申请的较佳实施例,并非依此限制本申请的保护范围,故:凡依本申请的结构、形状、原理所做的等效变化,均应涵盖于本申请的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1