利用电浆蚀刻去除晶圆缺陷的再加工处理设备的制作方法
1.本发明是关于一种电浆蚀刻相关设备,特别是指一种利用电浆蚀刻去除晶圆缺陷的再加工处理设备。
背景技术:
2.晶圆为半导体制作工艺中所必须使用到的材料,用以作为集成电路的载体。由于晶圆本身材料成本越来越贵,因此当晶片制作工艺中因缺陷产生而无法继续制作时,若直接报废或丢弃有缺陷的晶圆是相当的浪费与可惜。面对这样的情形,目前的作法是利用再加工处理(rework),以便晶圆再次的能够被利用与加工,减少成本与资源的浪费。
3.然而,传统的再加工处理(rework),以物理研磨将晶圆表面上经过溅镀、蚀刻、沉积等工艺的图案去除,使晶圆能够再次的进行图案制作,但是传统的方法容易损伤晶圆的表面,造成缺陷扩大,而且经过再加工处理(rework)的晶圆的成品品级也不高。
4.并且,在研磨过程中,必须依赖人工经验判断,并进行多次的反复确认是否已经研磨至较佳程度,如此相当倚重人力,造成耗时,如果待再加工处理(rework)的晶圆先前的工艺状况并非相同,还将造成处理上的不便与困扰。
技术实现要素:
5.为解决上述缺陷,本发明公开一种利用电浆蚀刻去除晶圆缺陷的再加工处理设备,其能够智能判断停止蚀刻的触发时点,使晶圆于电浆蚀刻过程中,无须人工反复判断是否已完成再加工作业,具有提升再加工作业的效率。
6.为达上述目的,本发明实施例中提供一种利用电浆蚀刻去除晶圆缺陷的再加工处理设备,用以对一晶圆进行电浆蚀刻,包括一真空腔体、一第一电极、一第二电极、一智能控制模组、一蚀刻气体模组及一监测模组。真空腔体具有一腔室;第一电极与第二电极设于腔室内;第二电极与第一电极对向设置,第二电极与第一电极之间具有一蚀刻间距,晶圆位于蚀刻间距;智能控制模组用以控制再加工处理设备;蚀刻气体模组与智能控制模组电性连接,用以将蚀刻气体供应至蚀刻间距;以及监测模组与智能控制模组电性连接,用以监测蚀刻过程中的一特征参数;其中,智能控制模组能够根据特征参数所产生的变化,来控制蚀刻气体模组停止供应蚀刻气体。
7.于另一实施例中,监测模组以电浆频率感测特征参数。
8.于另一实施例中,智能控制模组根据特征参数转换产生一频率时间波形,当频率时间波形的一斜率由正转变为负时,智能控制模组控制蚀刻气体模组停止供应蚀刻气体。
9.于另一实施例中,智能控制模组具有一时间单元,时间单元能够预设一秒数,智能控制模组能根据秒数进行辨识判定,当频率时间波形的斜率由正转变为负,且发生时间低于秒数时,智能控制模组不会使蚀刻气体模组停止供应蚀刻气体。
10.于另一实施例中,监测模组以光谱监测、气体监测、电射光监测、影像监测所组成的群组的方式监测特征参数。
11.于另一实施例中,智能控制模组具有一调控单元,调控单元能够依据特征参数的变化而判断产生一调控讯号,智能控制模组依据调控讯号,使再加工处理设备执行各项参数的调变。
12.于另一实施例中,还包括一判断模组,其与智能控制模组电性连接,判断模组能够判断晶圆的种类及厚度,并产生一判断讯号至智能控制模组。
13.于另一实施例中,蚀刻气体模组具有一气体分配单元,用以对应晶圆而输出预定的气体。
14.于另一实施例中,还包括一储存模组,其与智能控制模组电性连接,储存模组能够储存一比对参数,比对参数用以与特征参数比对,调控单元依据比对参数与特征参数的差值,而产生调控讯号。
15.借此,本发明能够智能判断停止蚀刻的触发时点,无须人工反复确认与判断,具有节省人力,以及避免作业耗时的问题。
16.并且,本发明能以判断模组作初步判断晶圆的种类,再配合智能调控工艺参数,提升再加工效率。
附图说明
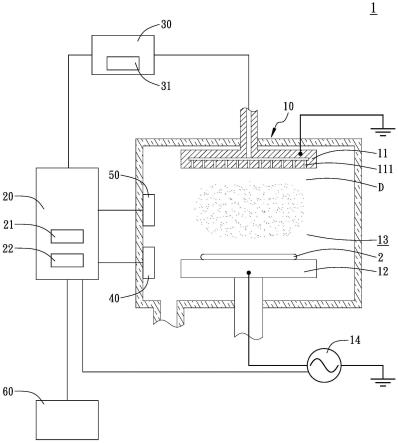
17.图1为本发明再加工处理设备的结构示意图;图2为本发明再加工处理设备的控制架构示意图;图3为本发明依据特征参数所产生的频率时间波形示意图。
18.附图标记说明1、再加工处理设备;2、晶圆;10、真空腔体;11、第一电极;111、穿孔;12、第二电极;13、腔室;14、高频电源;20、智能控制模组;21、时间单元;22、调控单元;30、蚀刻气体模组;31、气体分配单元;40、监测模组;50、判断模组;60、储存模组;d、蚀刻间距;22、调控单元;a、位置;b、位置。
具体实施方式
19.以下参照各附图详细描述本发明的示例性实施例,且不意图将本发明的技术原理限制于特定公开的实施例,而本发明的范围仅由申请专利范围限制,涵盖了替代、修改和等同物。
20.请参阅图1至图3所示,为本发明为一种利用电浆蚀刻去除晶圆缺陷的再加工处理设备1,用以对一晶圆2进行电浆蚀刻,使晶圆2经过再加工处理,而能够再次地被利用,免除直接报废的情形。本发明再加工处理设备1包括一真空腔体10、一第一电极11、一第二电极12、一智能控制模组20、一蚀刻气体模组30及一监测模组40。
21.真空腔体10具有一腔室13,第一电极11与第二电极12设于腔室13内,第二电极12与第一电极11呈对向设置,且第二电极12与第一电极11之间具有一蚀刻间距d,晶圆2位于蚀刻间距d内而进行电浆蚀刻。其中,第二电极12作为一保持平台用以承载晶圆2于其上,且第二电极12与一高频电源14电性连接。而第一电极11包括有多个穿孔111,以使蚀刻气体通过多个穿孔111而流入腔室13并流向蚀刻间距d内的晶圆2,同时通过高频电源14施加高频电压于蚀刻间距d,借此产生电浆并对晶圆2进行电浆蚀刻的再加工作业。于另一项实施例,
第一电极11与第二电极12都与高频电源14电性连接,或是其一电极接电,另一电极接地,本发明所采用的可为反应式离子蚀刻(reactive-ion etching, rie)。此外本发明所述电浆包括但不限于,感应耦合电浆源(inductively-coupled plasma, icp)、远端电浆源(remote plasma source, rps)、微波电浆源(microwave plasma source)。
22.智能控制模组20用以控制再加工处理设备1。
23.蚀刻气体模组30,与智能控制模组20电性连接,用以控制蚀刻气体供应至蚀刻间距d。
24.监测模组40,与智能控制模组20电性连接,用以监测蚀刻过程中的一特征参数。其中,监测模组40在腔室13内监测蚀刻过程中的特征参数,但不以此为限制。例如是在腔室13监测晶圆2的特征参数、气体的特征参数或电浆的特征参数等。
25.其中,智能控制模组20能够根据特征参数所产生的变化,来控制蚀刻气体模组30停止供应蚀刻气体。借此,本发明的再加工处理设备1能够依据晶圆2的特征参数所产生的变化,经过智能判断而停止电浆蚀刻,如此无须人工经验反复确认晶圆2是否已达蚀刻标准,具有节省人力的优点,此外本发明更能针对不同的类型的晶圆2、不同材质厚度的晶圆2进行智能判断,免除人为误判的情形。
26.于本发明实施例中,监测模组40是以电浆频率感测特征参数,如监测模组40监测高频电源14的电压的频率,作为感测特征参数的变化。智能控制模组20根据特征参数转换产生一频率时间波形(如图3所示),当频率时间波形的一斜率由正转变为负时,如图3所示位置a,智能控制模组20控制蚀刻气体模组30停止供应蚀刻气体。举例来说,当频率时间波形的斜率为正时,即代表射频讯号回馈的强度为正,此时晶圆2尚未达到所需电浆蚀刻的品级,当频率时间波形的斜率由正转负时,射频讯号回馈的强度逐渐减小,此时,通过智能控制模组20控制蚀刻气体模组30停止供应蚀刻气体,即可完成晶圆2达到所需的电浆蚀刻品级,因此,当频率时间波形的斜率由正转变为负能够作为判断停止蚀刻的触发时点。
27.另外,于其他实施例中,监测模组40以光谱监测、气体监测、电射光监测、影像监测等方式来监测特征参数,同样能够达到依据特征参数所产生的变化,来作为停止供应蚀刻气体与否。举例来说,以光谱监测,借以光谱仪监测腔室13内的电浆进行光谱分析,作为特征参数变化的依据。以气体监测,于腔室13内,由于被蚀刻的物质会变成漂浮物或气体,通过气体浓度的监测,作为特征参数变化的依据。如以雷射光监测,于腔室13内发射镭射光至晶圆2,以晶圆2的厚度变化来作为特征参数变化的依据,借以判断蚀刻停止触发时点。如以影响监测,光照晶圆2的光线变化,并由lab色彩判断来作为特征参数变化的依据,借以判断蚀刻停止触发时点。
28.并且,智能控制模组20还包括一时间单元21,时间单元21能够预设一秒数,秒数为5秒至10秒。当刚开始进行电浆蚀刻时,在图3中的频率时间波形示意图的位置b也会产生斜率由正转变为负的情形,但是在此一情形的时间并不长,通常少于10秒,因此智能控制模组20能根据时间单元21所预设秒数进行辨识判定,当频率时间波形的斜率由正转变为负时,且发生时间低于所述秒数时,即判定尚无须停止蚀刻,即维持蚀刻气体的供应,如高于预设的秒数时,即判断发生点已经处于位置a,此时智能控制模组20控制蚀刻气体模组30停止供应蚀刻气体。因此,在短时间的斜率变化不会被视为停止蚀刻的触发时点。
29.于本发明实施例中,智能控制模组20具有一调控单元22,调控单元22能够依据特
征参数的变化而判断产生一调控讯号,智能控制模组20依据调控讯号,使再加工处理设备1执行各项参数的调变。本发明实施例还包括一储存模组60,其与智能控制模组20电性连接,储存模组60能够储存一比对参数,比对参数用以与特征参数比对,调控单元22依据比对参数与特征参数的差值,而产生调控讯号。其中,比对参数为预设参数或是前次蚀刻加工的工艺参数,借此,当特征参数产生变化但未达到停止蚀刻的触发时点时,调控单元22以储存模组60的比对参数与特征参数进行比对,调控单元22依据两者的差值产生调控讯号,使智能控制模组20智能地依据调控讯号,使再加工处理设备1执行气体压力、电压强度、电压频率等参数的调变,以增加电浆蚀刻的作业效率,同时智能化的判断调整,可以减少人工反复确认以及减少人工调整设备的次数。
30.于本发明实施例中,还包括一判断模组50,其与智能控制模组20电性连接。判断模组50可通过椭偏仪对晶圆2进行检测判断,进而能够判断晶圆2的种类及厚度,并产生一判断讯号至智能控制模组20,智能控制模组20依据判断讯号,使再加工处理设备1执行各项参数的调变。借此,当判断模组50判断晶圆2的种类与厚度后,智能控制模组20相应地调控蚀刻气体模组30输出的气体压力、控制高频电源14输出的电压强度与电压频率,以增加蚀刻的效率。其中,晶圆2的种类包括晶圆2的材质以及晶圆2依不同半导体工艺所成形的表层类型等。
31.为了明确地增加蚀刻效率,于本发明实施例中,蚀刻气体模组30具有一气体分配单元31,用以对应晶圆2而输出预定的气体。因此,举例来说,当判断模组50判断晶圆2的材质为二氧化硅(sio2)时,气体分配单元31能够选定以氟气为主的配方气体并通过蚀刻气体模组30输入腔室13进行蚀刻,而当判断模组50判断晶圆2的材质为低介电常数材料(low-k材料)时,气体分配单元31能够选定以氩气为主的配方气体并通过蚀刻气体模组30输入腔室13进行蚀刻,因此,依据本发明能够依据不同的晶圆2材质,而选择不同的蚀刻气体进行蚀刻,达到提升蚀刻效率的目的。
32.因此,本发明具有以下优点:1.本发明利用智能判断停止蚀刻的触发时点,使晶圆于电浆蚀刻过程中,无须人工反复判断以及作业耗时的问题,具有提升再加工作业的效率。
33.2.本发明利用判断模组作初步判断晶圆的种类,再配合智能调控工艺参数,以便依据晶圆的种类施以对应的各项参数进行电浆蚀刻,提升再加工的效率。
34.3.本发明能够利用储存模组大数据收集前次蚀刻加工的工艺参数,以便记录停止蚀刻的触发时点,并且智能化的判断与调整,实现智能加工的目的。
35.以上,虽然本发明是以一个最佳实施例作说明,本领域技术人员能在不脱离本发明精神与范畴下作各种不同形式的改变。前述所举实施例仅用以说明本发明而已,非用以限制本发明的范围。举凡不违本发明精神所从事的种种修改或改变,都属本发明申请专利范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1