一种喷涂介质漆激光直接成型的方法与流程
1.本发明涉及塑胶金属化技术领域,具体为一种喷涂介质漆激光直接成型的方法。
背景技术:
2.现有运用于智能手中框项目,结构复杂,如采购lds工艺需要专用材料,因pc材料增加金属铜离子材料会影响到结构强度,塑胶中框跌落测试容易造成开裂现象,经过我们对工艺的专研及技术团队不断努力,将天线实现喷涂质子漆表面实现金属化电路功能,通过新工艺可以改善可靠性测试及天线功能实现问题。
3.现立体天线线路方法之一,其工艺流程为利用喷涂铜离子介质漆的材料做成结构件(该喷涂介质漆材料可以被激光活化以实现选择性化镀),通过激光将所需的图形镭射到塑件喷涂介质漆表面,然后化镀上金属层形成电路。此工艺对塑材无特殊需求,现有普通塑胶pc,pa,ppa,pet,玻璃,陶瓷材料均可以采用喷涂介质漆做pla工艺来实现塑胶金属化天线技术。
4.技术是目前实现立体电路的方法之一,其工艺流程为利用特殊的材料做成结构件(该材料可以被激光活化以实现选择性化镀),通过激光将所需的图形打标到工件表面,然后化镀上金属层形成电路。
5.pds(直接印刷成型技术)对塑胶载体材料无特殊要求,但结构上有一定的限制,pds工艺可以通过移印(丝印)技术将银浆涂敷在塑胶载体上,通过多次移印拼接工艺实现3d天线线路,此pds工艺可适用于ppa、pc、abs、pc+abs、ppa、pet、pi及玻璃等材料载体上,此pds工艺精度差,金属线路阻抗大,因此我们对此做出改进,提出一种喷涂介质漆激光直接成型的方法。
技术实现要素:
6.为了解决上述技术问题,本发明提供了如下的技术方案:
7.本发明一种喷涂介质漆激光直接成型的方法,包括以下步骤:
8.步骤一:选择载体;
9.步骤二:采用喷枪,在载体的表面喷涂一层可激光的介质漆,通过高固化后形成一层油漆漆层膜,在介质漆中含铜离子,经过烘烤,烘烤的温度在100~120℃,烘烤时间为120~480分钟;
10.步骤三:采用激光的方式,使喷涂介质漆表面铜离子激活,通过活化沉积金属形成线路。
11.作为本发明的一种优选技术方案,所述步骤一中,所述载体为玻璃。
12.作为本发明的一种优选技术方案,所述步骤一中,所述载体为塑胶。
13.作为本发明的一种优选技术方案,所述步骤一中,所述载体为陶瓷。
14.作为本发明的一种优选技术方案,所述步骤二中,所述载体在进行喷涂前,将载体面进行清洗,除去粉尘,然后在进行烘干处理,组装治具后,需要擦拭产品表面,操作时指套
2~4小时更换一次,在进行喷介质漆时,需要进行底漆的调漆处理,底漆按照100:10:100调试,粘度为9~11s,喷涂首件百格测试大于4b,喷涂膜的厚度为20~25um,喷涂线速为(19
‑
24hz)3.5m/min
±
0.5m,线体烤炉温度设定为45~55℃,烤炉时间为30分钟。
15.作为本发明的一种优选技术方案,所述步骤二中,所述油漆漆层膜高固化后,在载体的表面形成喷涂介质漆层,介质漆是在使用时需要增加固化剂,将介质漆用针管灌装,放置到自动喷胶或点胶机上,烘烤温度在40~90℃,烘烤时间为1~5小时,需要控制过孔填充效果及密实性,不能有气泡。
16.作为本发明的一种优选技术方案,所述步骤三中,在激光之前,分别通过镀铜和镀镍,镀铜和镀镍层的厚度分别为6~20um和2~6um,所述采用激光激活铜离子后,形成激光化镀层。
17.本发明的有益效果是:该种喷涂介质漆激光直接成型的方法,本方案通过选择载体再到采用喷枪,在载体的表面喷涂一层可激光的介质漆,通过高固化后形成一层油漆漆层膜,在介质漆中含铜离子,租后采用激光的方式,使喷涂介质漆表面铜离子激活,通过活化沉积金属形成线路,普通材料喷涂一层介质漆后通过普通laser工艺实现化镀天线功能,本方案针对普通材料,如pc,pa,ppa,玻璃材料都可以喷涂,产品具有较高的一致性,可实现精细的分辨率,制造复杂的3d电路图案,可以实现手表玻璃nfc功能,灵活运用于5g通信项目功能;
18.pla工艺可以替代专统的专用改性材料做lds+化镀工艺,lds改性材料单价高,市场上型号少,使用pla工艺可以解决普通pc,pa,pp,ppa,pps等塑胶材料,同时也可以解决玻璃及陶瓷上做laser化镀难点。
19.如此工艺可以实现手表镜片做nfc天线功能,ifrd功能,天线信号传输功能,同时也可以运用3g,4g,5g,sub6g,2.4gwifi,5gwifi天线功能;
20.既保留了pla的强度高、透光度高和高性价比的特性,同时也提高了柔韧性,拓宽了pla生物降解地膜的使用范围,尤其在农业应用领域有着非常有利的条件。
附图说明
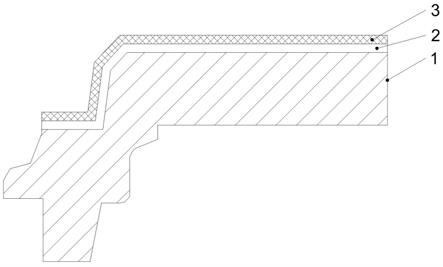
21.图1是本发明一种喷涂介质漆激光直接成型的方法的结构示意图。
22.图中:1、塑胶载体;2、喷涂介质漆层;3、激光化镀层。
具体实施方式
23.以下结合附图对本发明的优选实施例进行说明,应当理解,此处所描述的优选实施例仅用于说明和解释本发明,并不用于限定本发明。
24.实施例:如图1所示,本发明一种喷涂介质漆激光直接成型的方法,包括以下步骤:
25.步骤一:选择载体1;
26.步骤二:采用喷枪,在载体的表面喷涂一层可激光的介质漆,通过高固化后形成一层油漆漆层膜,在介质漆中含铜离子,经过烘烤,烘烤的温度在100~120℃,烘烤时间为120~480分钟;
27.步骤三:采用激光的方式,使喷涂介质漆表面铜离子激活,通过活化沉积金属形成线路。
28.其中,步骤一中,载体为玻璃。
29.其中,步骤一中,载体为塑胶。
30.其中,步骤一中,载体为陶瓷。
31.其中,步骤二中,载体在进行喷涂前,将载体面进行清洗,除去粉尘,然后在进行烘干处理,组装治具后,需要擦拭产品表面,操作时指套2~4小时更换一次,在进行喷介质漆时,需要进行底漆的调漆处理,底漆按照100:10:100调试,粘度为9~11s,喷涂首件百格测试大于4b,喷涂膜的厚度为20~25um,喷涂线速为(19
‑
24hz)3.5m/min
±
0.5m,线体烤炉温度设定为45~55℃,烤炉时间为30分钟。
32.其中,步骤二中,油漆漆层膜高固化后,在载体的表面形成喷涂介质漆层2,介质漆是在使用时需要增加固化剂,将介质漆用针管灌装,放置到自动喷胶或点胶机上,烘烤温度在40~90℃,烘烤时间为1~5小时,需要控制过孔填充效果及密实性,不能有气泡。
33.其中,步骤三中,在激光之前,分别通过镀铜和镀镍,镀铜和镀镍层的厚度分别为6~20um和2~6um,采用激光激活铜离子后,形成激光化镀层3。
34.工作原理:pc材料使用喷涂介质漆后做镭雕工艺化镀的产品,可以实现天线效率对性能要求,pla工艺可以替代专统的专用改性材料做lds+化镀工艺,lds改性材料单价高,市场上型号少,使用pla工艺可以解决普通pc,pa,pp,ppa,pps等塑胶材料,同时也可以解决玻璃及陶瓷上做laser化镀难点。
35.如此工艺可以实现手表镜片做nfc天线功能,ifrd功能,天线信号传输功能,同时也可以运用3g,4g,5g,sub6g,2.4gwifi,5gwifi天线功能;
36.普通材料喷涂一层介质漆后通过普通laser工艺实现化镀天线功能,本方案针对普通材料,如pc,pa,ppa,玻璃材料都可以喷涂,产品具有较高的一致性,可实现精细的分辨率,制造复杂的3d电路图案,可以实现手表玻璃nfc功能,灵活运用于5g通信项目功能;
37.能快速生产,无需长时间烤漆,生产效率和生产的良品率都有显著提升,且大量降低能耗,极大的提高了色感质感,提高了附加值,通过喷涂介质漆,省去喷清漆一道工序,烘烤时间很短,落尘机会少,一次合格率提高,在现有工艺条件下采用介质漆降低了voc排放,缩短生产时间,提高产出效率,降低能源耗损,运用于塑胶金属化天线,智能穿戴天线,智能手机天线,手表镜片nfc天线;
38.选择载体,采用喷枪,在载体的表面喷涂一层可激光的介质漆,通过高固化后形成一层油漆漆层膜,在介质漆中含铜离子,采用激光的方式,使喷涂介质漆表面铜离子激活,通过活化沉积金属形成线路。
39.最后应说明的是:在本发明的描述中,需要说明的是,术语“竖直”、“上”、“下”、“水平”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
40.在本发明的描述中,还需要说明的是,除非另有明确的规定和限定,术语“设置”、“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
41.以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1