碱性充电电池的制作方法
1.本发明涉及碱性充电电池。
背景技术:
2.已知有一种碱性充电电池是负极含有储氢合金的镍氢充电电池。该镍氢充电电池的输出特性十分优异,因此被用作为各种设备的电源。这样的镍氢充电电池通常是密闭型的镍氢充电电池。该密闭型镍氢充电电池具备:一端具有开口而另一端兼作为负极端子的外包装罐;与碱性电解液一同被收纳在该外包装罐内的电极组;以及将上述外包装罐的开口气密性地封闭的封口体。
3.上述封口体具备:与外包装罐的开口相嵌合的盖板,该盖板的中央开设有通气孔;设置成堵住该通气孔的阀体;以及将该阀体收纳在内并与盖板焊接的正极帽。该正极帽具有筒状的筒身部、将筒身部的一端封闭的顶壁、以及设置在顶壁相反侧的开口周围的凸缘,该正极帽兼作为正极端子。筒身部的侧面设有排气孔。
4.上述阀体由弹性材料、例如橡胶类材料形成,以被压缩在正极帽的顶壁与盖板之间的状态设置,其封闭通气孔的开口端以达到规定的压力,从而确保电池的密闭性。当电池内的气体发生异常,气体压力超过固定值时,该阀体开放通气孔的开口端,释放出气体,以防止电池破损。也就是说,该阀体起到安全阀的作用。
5.上述电极组包括夹着隔膜而重叠的正极和负极。电极组的最外部由负极形成。位于该电极组的最外部的负极接触到外包装罐的内壁时,负极与负极端子电连接。另一方面,在电极组的正极与盖板之间设有例如金属制的带状体所形成的正极引线,正极引线的一端部焊接在盖板上,正极引线的另一端部焊接在正极的一部分上。由此,正极和正极端子经由正极引线及盖板实现电连接。
6.当上述的镍氢充电电池发生了过充电时,从正极产生氧气,该氧气通过与负极的储氢合金发生反应,能够变成水。即,由于负极的储氢合金能够吸收氧气,因此,可以抑制电池内压上升,从而镍氢充电电池能够被密闭。
7.另外,使用镍氢充电电池的环境不同,有时周围温度升高,容易从正极产生氧气。当正极产生的氧气量大于负极吸收的氧气量时,镍氢充电电池的外包装罐可能发生破损。为了避免这种情况发生,镍氢充电电池中设有上述的安全阀。
8.而当安全阀进行动作时,有一部分碱性电解液也会和气体一起释放到外包装罐的外部。这样一来,电池的寿命变短,而且将电池收纳在内的设备中的电池周边的构件上有可能附着碱性电解液,导致相关构件被腐蚀。因此,为了尽量避免安全阀进行动作时的情况发生,针对促进负极对氧气的吸收进行了各种研究。例如,专利文献1中公开了在负极中添加铂等贵金属催化剂来促进氧气的还原,专利文献2中公开了在储氢合金负极上设置疏水层以促进负极上对氧气的吸收的技术。现有技术文献专利文献
9.专利文献1:日本专利特开昭60-100382号公报专利文献2:日本专利特开昭61-118963号公报
技术实现要素:
发明所要解决的技术问题
10.如今,镍氢充电电池的用途正在日益扩大,例如用作为紧急情况下的停电对策的备用电源等。
11.备用电源是在停电等突发性的短时间供电中断时启用的设备,因此采用不间断充电的连续充电方法。连续充电的情况下,即使充满电了仍然继续充电,因此容易发生过充电。当发生过充电时,如上所述,将从正极产生氧气,因此,在采用连续充电的用途中,大部分时间都会从正极产生氧气。
12.另外,镍氢充电电池在充电时因电池反应而产生反应热或焦耳热,温度会升高,因此,内部的储氢合金处于高温环境。储氢合金处于高温环境时,劣化加重。在连续充电的情况下,处于高温环境的期间很长,因此,与通常的使用方式相比,储氢合金的劣化程度更深。
13.在储氢合金没有劣化的状态下,即使产生了氧气,负极仍能充分吸收该氧气。但是当储氢合金的劣化加重时,储氢合金自身吸收氧气的能力下降,因此,即使像专利文献1或专利文献2那样采取促进氧气吸收的措施,氧气吸收的进展也不顺利。因此,当连续充电的期间变长时,电池内的氧气将增多。从而,电池内的构成部件暴露在氧气环境中的程度加深。
14.电池内的构成部件中,以盖板和正极引线为代表的大部分金属制构件由镀了镍的铁系材料形成。若采用通常的充电方法,则暴露在氧气环境中的程度较浅,因此,这些盖板和正极引线足以抵抗而不被氧化。但在连续充电的情况下,如上所述,由于暴露在氧气环境中的程度加深,因此,盖板和正极引线会被氧化而生锈。尤其是盖板与正极引线的焊接部及其周边,由于焊接的影响,镍镀层可能变薄,从而容易生锈。由此,当盖板与正极引线的焊接部生锈时,电池的内部电阻值增大,可能导致电池无法放电。
15.另外,当上述的氧化加重时,盖板有可能因腐蚀而穿孔,而碱性电解液会从该孔漏出。
16.本发明基于上述情况而完成,其目的在于提供一种碱性充电电池,即使在进行了连续充电的情况下,也能够抑制电池内部的金属构件生锈,并且能够抑制碱性电解液漏出。解决技术问题所采用的技术方案
17.为了实现上述目的,本发明提供一种碱性充电电池,具备:包含了夹着隔膜而对置的正极和负极的电极组;上端具有开口的外包装罐,该外包装罐将所述电极组和电解液一同收纳在内;包含盖板和正极端子的封口体,其中,所述盖板与所述外包装罐的开口相嵌合,所述正极端子与所述盖板的位于所述外包装罐的外侧的外表面电连接;一个端部与所述盖板的位于所述外包装罐的内侧的内表面电连接且另一个端部与所述正极电连接的正极引线;以及至少覆盖所述正极引线的所述一个端部与所述盖板的所述内表面相重合的范围的覆盖层,所述覆盖层用于抑制氧的透过,且所述覆盖层的最薄处的厚度为3μm以上。
18.所述覆盖层的结构优选为覆盖所述正极引线的所有面中除了所述正极引线与其他构件相接触的面以外的范围。
19.所述覆盖层的结构优选为覆盖所述盖板的所述内表面中除了所述盖板与其他构件相接触的面以外的范围、以及所述正极引线的所有面中除了所述正极引线与其他构件相接触的面以外的范围。
20.所述覆盖层的结构优选为含有吹制沥青。发明效果
21.本发明所涉及的碱性充电电池具备:包含了夹着隔膜而对置的正极和负极的电极组;上端具有开口的外包装罐,将所述电极组和电解液一同收纳在内;包含盖板和正极端子的封口体,其中,所述盖板与所述外包装罐的开口相嵌合,所述正极端子与所述盖板的位于所述外包装罐的外侧的外表面电连接;一个端部与所述盖板的位于所述外包装罐的内侧的内表面电连接且另一个端部与所述正极电连接的正极引线;以及至少覆盖所述正极引线的所述一个端部与所述盖板的所述内表面相重合的范围的覆盖层,所述覆盖层用于抑制氧的透过,所述覆盖层的最薄处的厚度为3μm以上。从而,即使因连续充电而达到过充电状态从而外包装罐内充满了氧气的情况下,也能抑制盖板、正极引线之类的金属构件氧化。因此,根据本发明,能够提供一种碱性充电电池,即使在进行了连续充电的情况下,也能够抑制电池内部的金属构件生锈,并且能够抑制碱性电解液漏出。
附图说明
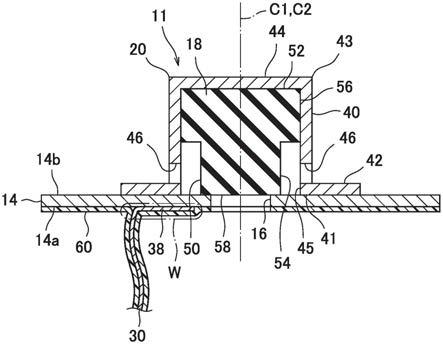
22.图1是将本发明的实施方式所涉及的圆筒形镍氢充电电池局部切开所示的立体图。图2是将本发明的实施方式所涉及的镍氢充电电池的封口体局部放大表示的剖视图。图3是将本发明的实施方式所涉及的阻氧层简要示出的剖视图。
具体实施方式
23.参照附图,说明适用本发明的碱性充电电池,例如将本发明应用到圆筒形镍氢充电电池(以下称为电池)2。
24.如图1所示,电池2具备上端开口的有底圆筒形状的外包装罐10。该外包装罐10通过对镀了镍的钢制板材进行加工而形成。外包装罐10具有导电性,其底壁35起到负极端子的作用。外包装罐10中收纳有电极组22。
25.该电极组22由分别是带状的正极24、负极26和隔膜28形成。具体而言,电极组22由在将隔膜28夹在中间的状态下重合的正极24和负极26螺旋状地卷绕而形成。电极组22的最外周由负极26的一部分(最外周部)形成,并与外包装罐10的内周壁接触。即,负极26和外包装罐10彼此电连接。
26.而且,外包装罐10内注入了规定量的碱性电解液(未图示)。该碱性电解液在正极24与负极26之间进行充放电反应。该碱性电解液使用通常的镍氢充电电池所用的电解液。例如,优选使用氢氧化钠水溶液。
27.隔膜28的材料使用通常的镍氢充电电池所用的隔膜材料。例如,优选使用聚乙烯、聚丙烯等聚烯纤维无纺布。
28.正极24包括:形成多孔质结构而具有多个空孔的导电性的正极基材;以及被保持
在所述空孔内以及正极基材的表面上的正极耦合剂。
29.上述正极基材可以使用例如泡沫镍。正极耦合剂包含正极活性物质粒子、导电材料、正极添加剂和粘接剂。该粘接剂将正极活性物质粒子、导电材料和正极添加剂粘接在一起的同时,将正极耦合剂粘接到正极基材上。这里,粘接剂可以使用例如羧甲基纤维素钠等。
30.正极活性物质粒子是氢氧化镍粒子或氢氧化高镍粒子。导电材料可以使用例如从氧化钴(coo)、氢氧化钴(co(oh)2)等钴化合物和钴(co)中选出的一种或两种以上材料。
31.正极添加剂根据需要适当地选择添加,用以改善正极特性。主要的正极添加剂可以列举例如氧化铟或氧化锌。
32.正极24例如可以按照如下方式来制造。首先,调制包含了正极活性物质粒子的集合体即正极活性物质粉末、导电材料、正极添加剂、水和粘接剂的正极耦合剂浆料。将所得到的正极耦合剂浆料填充到例如泡沫镍中并进行干燥。干燥后,填充了氢氧化镍粒子等的泡沫镍通过辊压轧制后裁断。由此,制造出保持有正极耦合剂的正极24。
33.接下来,对负极26进行说明。负极26具有带状的导电性负极芯体,该负极芯体中保持有负极耦合剂。
34.负极芯体是分布有贯通孔的片状金属构件,例如可以使用冲压金属板。负极耦合剂不仅填充在负极芯体的贯通孔内,还层状地保持在负极芯体的两个面上。
35.负极耦合剂包含储氢合金的粒子、负极添加剂、导电材料和粘接剂。这里,储氢合金是可以吸附和释放负极活性物质即氢的合金。储氢合金的类别没有特别限定,但优选使用含有稀土类元素、mg、ni的稀土类-mg-ni类储氢合金。上述粘接剂使储氢合金的粒子、负极添加剂和导电材料相互粘接的同时,将负极耦合剂粘接到负极芯体上。这里,粘接剂可以使用亲水性或疏水性的聚合物,导电材料可以使用碳黑、石墨、镍粉等。
36.负极添加剂根据需要适当地选择添加,用以改善负极特性。
37.负极26例如可以按照如下方式来制造。首先,准备储氢合金粉末、导电材料、粘接剂和水,将它们混炼并调制负极耦合剂浆料。可以根据需要进一步添加负极添加剂。将所得到的负极耦合剂浆料涂布在负极芯体上,并进行干燥。干燥后,附着了储氢合金粒子等的负极芯体被辊压轧制,提高储氢合金的填充密度之后裁断成规定形状,从而制造出负极26。
38.由此制造得到的正极24和负极26以将隔膜28夹在中间的状态下螺旋状地卷绕,从而形成电极组22。
39.将上述的电极组22和碱性电解液收纳在内的外包装罐10的开口处固定了封口体11。该封口体11包括盖板14、阀体18和正极帽20。
40.盖板14是通过对镀镍钢制板材进行加工而制造得到的具有导电性的圆板状构件,具备位于电池2内侧的内表面14a和位于该内表面14a的相反侧即电池2的外侧的外表面14b。盖板14的中央设有作为通气孔的中央贯通孔16,其从内表面14a一直贯通到外表面14b。该中央贯通孔16通常被后文所述的阀体18封闭。外包装罐10的开口内配置有盖板14和包围该盖板的环形绝缘垫圈12,盖板14和绝缘垫圈12通过对外包装罐10的开口边缘37进行
铆接加工而固定在外包装罐10的开口边缘37上。
41.盖板14的外表面14b与通过对镀镍钢制板材进行加工而制造得到的正极帽20电连接。该正极帽20是将阀体18收纳在内的构件,是成为电池2的正极端子的构件。
42.该正极帽20如图2所示,具有圆筒形状的筒身部40、设置在筒身部40的基端41的开口45周缘的圆环状的凸缘42、以及设置成封闭基端41的相反侧的前端部43的顶壁44。由图2可知,筒身部40的下部开设有向侧方开口的排气孔46。该正极帽20设置成覆盖阀体18,且凸缘42的部分焊接到盖板14的外表面14b上。这里,正极帽20的筒身部40的内径大于盖板14的中央贯通孔16的直径。
43.阀体18使用通常的镍氢充电电池所用的阀体。优选使用例如由橡胶类材料形成的圆柱状或者有台阶的圆柱状的阀体。
44.由橡胶类材料形成的阀体18可以弹性形变,以被压缩到一定程度的状态收纳在正极帽20中。从而,阀体18的头部52与正极帽20的顶壁44的内表面抵接,整体向盖板14的方向推压。而且,阀体18的主体部54的基端面58覆盖中央贯通孔16,从而实现气密性的封闭。即,阀体18以规定的压力堵住中央贯通孔16。
45.电池2发生过充电等时,外包装罐10内的气体发生异常,电池2内的气体压力升高,当该压力超过规定压力时,阀体18被压缩而形变,从而开放中央贯通孔16。结果是气体从外包装罐10内通过中央贯通孔16和正极帽20的排气孔46释放到外部。气体释放使得电池2内的气体压力下降,从而阀体18回到原来的形状,再次将电池2密闭。
46.接下来,由图1可知,在外包装罐10内,电极组22与盖板14之间设有正极引线30。正极引线30是镀了镍的钢制带状体,其一个端部38焊接在盖板14的内表面14a上,其另一个端部焊接在正极24的一部分上。由此,焊接在正极24上的正极引线30也焊接到连接了正极端子(正极帽20)的盖板14上,从而正极24与正极端子(正极帽20)通过这些盖板14和正极引线30彼此电连接。
47.在盖板14与电极组22之间设有圆形的上部绝缘构件32,正极引线30穿过设置在上部绝缘构件32中的狭缝39而延伸。电极组22与外包装罐10的底部之间也设有圆形的下部绝缘构件34。
48.本发明中,盖板14的内表面14a和正极引线30的表面的规定位置上设有阻氧层60作为抑制氧透过的覆盖层。该阻氧层60由能够阻止氧透过的材料形成。这样的材料可以列举例如优选为用于保持气密性的密封剂。该密封剂有可能与碱性电解液接触,所以更优选的是在碱性环境下不会发生劣化的密封剂。这样的密封剂可以列举例如吹制沥青。该吹制沥青使用溶解在有机溶剂(例如甲苯)中的糊状材料。除了吹制沥青以外,采用橡胶类材料也可以得到相同的效果。优选的橡胶类材料可以列举具有耐碱性的橡胶类材料,具体可以列举三元乙丙橡胶。对于橡胶类材料,当含有氯、硫之类的添加物时,有可能促进金属材料生锈,因此,应当避免包含氯、硫作为添加剂。形成阻氧层60的材料并不限定于上述的密封剂,只要是能够覆盖金属部分的耐碱性材料,并无特别限定。
49.形成阻氧层60的方法优选采用例如将上述吹制沥青溶解在有机溶剂中而得到的糊状浆料通过毛刷、刮刀、滚筒等涂布到盖板14、正极引线30之类的金属构件36的规定范围,使其干燥,从而形成阻氧层60的方法。
50.形成阻氧层60的范围优选为能够覆盖容易被氧气氧化的部位的范围。盖板14和正
极引线30中容易被氧化的部位是镍镀层发生了变质或者变薄或者剥离的部分。这样的部分基本都是由于焊接作业的影响而产生的。也就是说,盖板14和正极引线30相重合的焊接部w很有可能成为镍镀层发生了变质或者变薄或者剥离的部分。因此,至少在覆盖了正极引线30与盖板14重叠并焊接的焊接部w的范围内形成阻氧层60。
51.优选在包含上述焊接部w的整根正极引线30上形成阻氧层60。具体而言,在正极引线30的所有面中除了正极引线与其他构件、例如盖板14或正极24相接触的面以外的范围内形成阻氧层60作为覆盖层。
52.更优选在覆盖盖板14的整个内表面14a和正极引线30的表面的范围内形成阻氧层60。具体而言,在盖板14的内表面14a中除了盖板14与其他构件、例如正极引线30相接触的面以外的范围、以及正极引线30的所有面中除了正极引线与其他构件、例如盖板14或正极24相接触的面以外的范围内,形成阻氧层60作为覆盖层。从而,能够用阻氧层60来覆盖有可能暴露在氧气中的范围。
53.盖板14和正极引线30的镍镀层有时会存在针孔,从而有可能以该针孔为基点发生氧化而生锈。由于这样的针孔的位置是无法确定的,因此,更优选的是覆盖有可能暴露在氧气中的全体范围。
54.这里,盖板14上设有中央贯通孔16,优选在该中央贯通孔16的内周面也设置阻氧层60。通过在中央贯通孔16的内周面设置阻氧层60,能够抑制以中央贯通孔16的内周面为基点而生锈,从而更为优选。
55.另外,当阻氧层60的厚度小于3μm时,无法充分地阻止氧透过,无法抑制生锈。优选将阻氧层60的厚度设为9μm以上。这是因为由此能够更加可靠地阻止氧透过,能够抑制生锈。阻氧层60的厚度越厚,则越能阻止氧透过,因此是优选的,但过厚会使上述效果趋于饱和。从而,优选将阻氧层60的厚度设为9μm以上且80μm以下,更优选的是设为9μm以上且16μm以下。
56.这里,理想情况是阻氧层60整体厚度均匀。但阻氧层60的形成条件等不同,有时会造成厚度不均匀。在设定的厚度较小的情况下,例如3μm左右的情况下,有时局部会低于3μm,形成极薄的部分。这种情况下,有时会以上述极薄的部分为起点而生锈。
57.从而,如图3所示,对于形成在金属构件36表面上的阻氧层60,将其最薄的最薄处62的厚度t设为3μm以上。
58.当阻氧层60中产生了极薄的部分、例如厚度小于3μm的部分时,阻氧层60的外观上会出现色调的浓淡,即出现所谓的不均匀状态。即,当出现不均匀时,可以了解到产生了厚度小于3μm的极薄部分,最薄处62的厚度t在3μm以上这一条件不再满足。
59.如上所述,根据本发明,在封口体11的盖板14和正极引线30表面的恰当部位存在阻氧层60,因此,在对电池2连续充电时,即使处于过充电状态而产生氧气,也能够有效地防止盖板14和正极引线30被氧化而生锈。因此,能够抑制生锈引起的内部电阻值增大和碱性电解液漏出,能够提供更高质量的电池。
60.[实施例]1.镍氢充电电池的制造(实施例1)(1)封口体的制造
首先,准备镍氢充电电池通常使用的由三元乙丙橡胶制成的阀体18。如图2所示,该阀体18包括圆柱状的头部52、以及直径要小于头部52的主体部54。头部52的中心轴线c1与主体部54的中心轴线c2一致。即,头部52与主体部54同轴设置。因此,阀体18整体呈带台阶的圆柱形。
[0061]
接着,对厚0.2mm的镀镍钢板进行冲裁加工和冲压加工,制造出带凸缘的圆筒体形状的正极帽20。具体如图2所示,该正极帽20具有圆筒形状的筒身部40、设置在筒身部40的基端41的开口45周缘的圆环状的凸缘42、以及设置成封闭基端41的相反侧的前端部43的顶壁44。筒身部40的下部开设有向侧方开口的排气孔46。而且,凸缘42的半径为4.9mm。
[0062]
另外,对厚0.2mm的镀镍钢板进行冲裁加工,制造出中央设有中央贯通孔16的圆板状的盖板14。
[0063]
接着,将阀体18收纳在正极帽20内部,并且将该正极帽20重叠到盖板14的外表面14b上,再将凸缘42的一部分与盖板14的外表面14b焊接在一起。此时,阀体18设置在堵住盖板14的中央贯通孔16的位置上。由此制造出封口体11。
[0064]
(2)aa尺寸的圆筒形镍氢充电电池的组装准备通常的aa尺寸镍氢充电电池所使用的正极24和负极26。在这些正极24与负极26之间夹着由聚烯纤维无纺布形成的隔膜28,从而形成正极24和负极26的重合体。然后,将上述重合体螺旋状地卷绕,制造出电极组22。
[0065]
这里,正极24上预先焊接了由镀镍钢制的薄板形成的正极引线30的另一端部。该正极引线30设置在从电极组22的其中一端突出的位置上。
[0066]
将由此得到的电极组22与由氢氧化钠水溶液形成的碱性电解液一同收纳在aa尺寸用的有底圆筒形状的外包装罐10内。
[0067]
接着,将封口体11的盖板14的内表面14a与正极引线30的一个端部38重合并焊接在一起。由此,正极24和正极端子(正极帽20)经由盖板14和正极引线30电连接。
[0068]
之后,在盖板14的内表面14a中除了盖板14与正极引线30的一个端部38相接触的面以外的范围内涂布密封剂,并且在正极引线的所有面中除了正极引线30的一个端部38与盖板14相接触的面以及正极引线30和正极24相接触的面以外的范围内涂布密封剂,形成阻氧层60。即,在正极引线30的几乎所有面和盖板14的几乎整个内表面14a上形成阻氧层50,其中包括了覆盖盖板14与正极引线30的一个端部38重合而形成的焊接部w的范围。这里,密封剂使用将吹制沥青溶解在甲苯中而形成的糊状材料。
[0069]
此时,用毛刷涂布密封剂,以使阻氧层60的厚度达到5μm。在涂布了密封剂之后,实施干燥处理,从而得到阻氧层60。然后,观察阻氧层60的外观。结果是确认没有不均匀。有没有不均匀的内容记载在表1的涂布有无不均匀一栏中。
[0070]
然后,将封口体11经由绝缘垫圈12紧固到外包装罐10的上端开口中。由此制造出aa尺寸的电池2。制造出的电池2的额定容量是2300mah。制造出的电池2的尺寸为高50mm、直径14mm。重复上述步骤,制造出3个电池2。
[0071]
(3)初始激活处理对所得到的电池2进行如下的初始激活处理:在温度25℃的环境下,用0.1c的电流充电16小时后,以0.2c的电流放电至0.5v的电池电压,并且这样的充放电作业重复2次。通
过这样,电池2处于可使用的状态。
[0072]
(实施例2)仅在正极引线30的所有面中除了正极引线30的一个端部38与盖板14接触的面以及正极引线30与正极24相接触的面以外的范围内涂布密封剂来形成阻氧层60,以及涂布密封剂以使阻氧层60的厚度达到5μm,除了这两点之外都与实施例1相同,制造出可使用状态的镍氢充电电池。即,实施例2中,仅在正极引线30的所有面中不与其他构件接触的面上形成阻氧层60。阻氧层60的不均匀观察结果是确认没有不均匀。
[0073]
(实施例3)仅在覆盖盖板14与正极引线30的一个端部38重合而形成的焊接部w的范围内涂布密封剂来形成阻氧层60,以及涂布密封剂以使阻氧层60的厚度达到5μm,除了这两点之外都与实施例1相同,制造出可使用状态的镍氢充电电池。阻氧层60的不均匀观察结果是确认没有不均匀。
[0074]
(实施例4)涂布密封剂以使阻氧层60的厚度达到9μm,除了这一点之外都与实施例1相同,制造出可使用状态的镍氢充电电池。阻氧层60的不均匀观察结果是确认没有不均匀。
[0075]
(实施例5)仅在正极引线30的所有面中除了正极引线30的一个端部38与盖板14接触的面以及正极引线30与正极24相接触的面以外的范围内涂布密封剂来形成阻氧层60,以及涂布密封剂以使阻氧层60的厚度达到9μm,除了这两点之外都与实施例1相同,制造出可使用状态的镍氢充电电池。即,实施例5中,仅在正极引线30的所有面中不与其他构件接触的面上形成阻氧层60。阻氧层60的不均匀观察结果是确认没有不均匀。
[0076]
(实施例6)仅在覆盖盖板14与正极引线30的一个端部38重合而形成的焊接部w的范围内涂布密封剂来形成阻氧层60,以及涂布密封剂以使阻氧层60的厚度达到9μm,除了这两点之外都与实施例1相同,制造出可使用状态的镍氢充电电池。阻氧层60的不均匀观察结果是确认没有不均匀。
[0077]
(实施例7)涂布密封剂以使阻氧层60的厚度达到16μm,除了这一点之外都与实施例1相同,制造出可使用状态的镍氢充电电池。阻氧层60的不均匀观察结果是确认没有不均匀。
[0078]
(实施例8)仅在正极引线30的所有面中除了正极引线30的一个端部38与盖板14接触的面以及正极引线30与正极24相接触的面以外的范围内涂布密封剂来形成阻氧层60,以及涂布密封剂以使阻氧层60的厚度达到16μm,除了这两点之外都与实施例1相同,制造出可使用状态的镍氢充电电池。即,实施例8中,仅在正极引线30的所有面中不与其他构件接触的面上形成阻氧层60。阻氧层60的不均匀观察结果是确认没有不均匀。
[0079]
(实施例9)
仅在覆盖盖板14与正极引线30的一个端部38重合而形成的焊接部w的范围内涂布密封剂来形成阻氧层60,以及涂布密封剂以使阻氧层60的厚度达到16μm,除了这两点之外都与实施例1相同,制造出可使用状态的镍氢充电电池。阻氧层60的不均匀观察结果是确认没有不均匀。
[0080]
(实施例10)涂布密封剂以使阻氧层60的厚度达到80μm,除了这一点之外都与实施例1相同,制造出可使用状态的镍氢充电电池。阻氧层60的不均匀观察结果是确认没有不均匀。
[0081]
(实施例11)仅在正极引线30的所有面中除了正极引线30的一个端部38与盖板14接触的面以及正极引线30与正极24相接触的面以外的范围内涂布密封剂来形成阻氧层60,以及涂布密封剂以使阻氧层60的厚度达到80μm,除了这两点之外都与实施例1相同,制造出可使用状态的镍氢充电电池。即,实施例11中,仅在正极引线30的所有面中不与其他构件接触的面上形成阻氧层60。阻氧层60的不均匀观察结果是确认没有不均匀。
[0082]
(实施例12)仅在覆盖盖板14与正极引线30的一个端部38重合而形成的焊接部w的范围内涂布密封剂来形成阻氧层60,以及涂布密封剂以使阻氧层60的厚度达到80μm,除了这两点之外都与实施例1相同,制造出可使用状态的镍氢充电电池。阻氧层60的不均匀观察结果是确认没有不均匀。
[0083]
(实施例13)使用滚筒涂布密封剂以使阻氧层60的厚度达到3μm,除了这一点之外都与实施例1相同,制造出可使用状态的镍氢充电电池。阻氧层60的不均匀观察结果是确认没有不均匀。
[0084]
(比较例1)在盖板14和正极引线3上不涂布密封剂,从而没有形成阻氧层60,除了这一点之外都与实施例1相同,制造出可使用状态的镍氢充电电池。
[0085]
(比较例2)涂布密封剂以使阻氧层60的厚度达到3μm,除了这一点之外都与实施例1相同,制造出可使用状态的镍氢充电电池。阻氧层60的不均匀观察结果是确认有不均匀。
[0086]
2.镍氢充电电池的评价(1)连续充电实验对实施例1~13和比较例1、2的电池,在70℃的环境下流过0.1c的充电电流,进行连续充电。连续充电的过程中,每隔一个月测定电池的放电容量。并且,在测定出的放电容量低于初始放电容量的60%的时刻,认为电池到了寿命,因此结束连续充电。然后,使电池冷却到25℃的室温。
[0087]
(2)电池的破损检查接着,将结束了连续充电实验的电池拆解,从内部取出盖板14与正极引线30的接合体。用肉眼观察该接合体的生锈状态。确认有没有生锈,并数出制造出的3个电池中生锈电池的个数,当有一个电池生锈时,结果为“有”,当没有电池生锈时,结果为“无”,表1中示出这些结果。对于具有阻氧层60的实施例1~13和比较例2,还观察剥离了阻氧层60后的状
态。
[0088]
而且,求出生锈部分的表面积相对于盖板14的内表面14a和正极引线30的所有面中不与其他构件接触的面的总表面积的百分比。表1中示出上述结果作为生锈率。当生锈率为100%时,表示盖板14的内表面14a和正极引线30的所有面全都生锈,生锈率的值越低,表示生锈的越少,当生锈率为0%时,表示没有生锈。
[0089]
[表1]
[0090]
3.讨论根据表1,没有涂布密封剂从而没有形成阻氧层的比较例1的电池生锈,其在盖板14的内表面14a和正极引线30上全都生锈。认为这是由于连续充电导致过充电状态,产生了氧气,该氧气腐蚀了金属部分,从而生锈。
[0091]
另外,涂布密封剂并形成了厚3μm的阻氧层60的比较例2的电池也生锈了,其在盖板14的内表面14a和正极引线30上全都生锈。在该比较例2中,阻氧层60不均匀,从而出现了极薄的部分。可以认为该较薄部分的厚度小于3μm。因此,可知即使涂布密封剂以使阻氧层60的厚度达到3μm,但由于密封剂的涂布不均匀,导致产生小于3μm的极薄部分时,无法抑制氧气对金属部分的腐蚀,从而导致生锈。由此可知,阻氧层60的最薄处的厚度应当在3μm以上。
[0092]
另一方面,在涂布密封剂而形成了厚5μm~80μm的阻氧层60的实施例1~12的电池中,生锈率被抑制在80%以下,可知其相比于比较例1、2抑制了生锈的发生。
[0093]
另外,对于形成阻氧层60的部位是在正极引线与盖板之间的焊接部的第一模式、仅在正极引线上的第二模式、以及是在正极引线全体与盖板内表面的第三模式进行比较的情况下,第一模式下的生锈率最高,第二模式的居中,第三模式的最低。由此可知,第三模式最能抑制生锈,因此,形成阻氧层60的部位优选采用第三模式。
[0094]
这里,形成阻氧层60的部位是在正极引线全体与盖板内表面的第三模式下,阻氧
层60的厚度为5μm的实施例1中,生锈率为50%。而在阻氧层60的厚度为9μm的实施例4、阻氧层60的厚度为16μm的实施例7和阻氧层60的厚度为80μm的实施例10中,生锈率均为0%,即没有生锈,盖板14的内表面14a和正极引线30都保持着金属光泽,几乎是初始的状态。可以认为这是由于进行连续充电导致了过充电状态而产生了氧气,但盖板14的内表面14a和正极引线30都被阻氧层60很好地保护着,从而没有受到氧气的腐蚀。由此可知,盖板的内表面14a和正极引线30都能维持着初始的状态,因此,能够避免内部电阻值的上升和随着腐蚀而发生的漏液。因此,可以说采用形成阻氧层60的部位是在正极引线全体及盖板的内表面的第三模式,且阻氧层60的厚度为9μm以上更加优选。
[0095]
如实施例13所示,可以说在阻氧层60的厚度均匀地形成为3μm的情况下,相比于不均匀的比较例2,能够抑制生锈。由此亦可知,阻氧层60的最薄处的厚度应当在3μm以上。
[0096]
如上所述,本发明的镍氢充电电池即使在连续充电那样容易导致过充电状态的情况下,也不易受到氧气影响,能够抑制生锈。因此,根据本发明,能够提供一种高质量的电池,其能够抑制生锈导致的故障,例如抑制内部电阻值的上升和碱性电解液的漏出。
[0097]
本发明并不限于上述的实施方式和实施例,可以进行种种变形,例如,电池的类型不限于镍氢充电电池,也可以是镍镉充电电池等。另外,电池的形状不限于圆筒形,也可以是方形。
[0098]
<本发明的方式>本发明的第一方式是一种碱性充电电池,其具备:包含了夹着隔膜而对置的正极和负极的电极组;上端具有开口的外包装罐,将所述电极组和电解液一同收纳在内;包含盖板和正极端子的封口体,其中,所述盖板与所述外包装罐的开口相嵌合,所述正极端子与所述盖板的位于所述外包装罐的外侧的外表面电连接;一个端部与所述盖板的位于所述外包装罐的内侧的内表面电连接且另一个端部与所述正极电连接的正极引线;以及至少覆盖所述正极引线的所述一个端部与所述盖板的所述内表面相重合的范围的覆盖层,所述覆盖层用于抑制氧的透过,且所述覆盖层的最薄处的厚度为3μm以上。
[0099]
根据本发明的第一方式,即使因连续充电而在电池内产生了氧气,盖板和正极引线也被覆盖层所保护,从而抑制其被氧气氧化,因此,能够防止随着生锈而产生的故障。
[0100]
本发明的第二方式是一种碱性充电电池,其在上述本发明的第一方式中,所述覆盖层覆盖所述正极引线的所有面中除了所述正极引线与其他构件相接触的面以外的范围。
[0101]
根据本发明的第二方式,正极引线的表面中有可能暴露在氧气环境中的部分全都被覆盖层所覆盖,因此能够更加可靠地抑制生锈。例如,即使在正极引线的镍镀层上产生了针孔,也能够抑制生锈。
[0102]
本发明的第三方式是一种碱性充电电池,其在上述本发明的第一方式中,所述覆盖层覆盖所述盖板的所述内表面中除了所述盖板与其他构件相接触的面以外的范围、以及所述正极引线的所有面中除了所述正极引线与其他构件相接触的面以外的范围。
[0103]
根据本发明的第三方式,盖板及正极引线的表面中有可能暴露在氧气环境中的部分全都被覆盖层所覆盖,因此能够更加可靠地抑制生锈。例如,即使在盖板或正极引线的镍镀层上产生了针孔,也能够抑制生锈。
[0104]
本发明的第四方式是一种碱性充电电池,其在上述本发明的第一方式~第三方式的任一种方式中,所述覆盖层含有吹制沥青。
[0105]
根据本发明的第四方式,吹制沥青不易透过氧,并具有耐碱性,因此,在碱性充电电池内能够稳定地抑制盖板和正极引线生锈。标号说明
[0106]2ꢀꢀꢀꢀ
镍氢充电电池10
ꢀꢀꢀ
外包装罐12
ꢀꢀꢀ
绝缘垫圈11
ꢀꢀꢀ
封口体14
ꢀꢀꢀ
盖板18
ꢀꢀꢀ
阀体20
ꢀꢀꢀ
正极帽(正极端子)24
ꢀꢀꢀ
正极26
ꢀꢀꢀ
负极28
ꢀꢀꢀ
隔膜42
ꢀꢀꢀ
凸缘60
ꢀꢀꢀ
阻氧层(覆盖层)。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1