半导体密封成形用临时保护膜、带有临时保护膜的引线框、带有临时保护膜的密封成形体以及制造半导体装置的方法与流程
1.本发明涉及一种半导体密封成形用临时保护膜、带有临时保护膜的引线框、带有临时保护膜的密封成形体以及制造半导体装置的方法。
背景技术:
2.以往,一直使用具有如下结构的半导体封装体:半导体元件通过银膏等黏合剂而黏合于芯片焊盘(die pad)上,且半导体元件通过导线(wire)来接合引线框(lead frame),留出外部连接用外引线而将整体密封。但是,伴随近年来的半导体封装体的高密度化、小面积化、薄型化等要求的提高,提出有各式各样结构的半导体封装体。作为其例,有loc(lead on chip,芯片上引线)、col(chip on lead,引线上芯片)结构,但在小面积化、薄型化的方面这些结构也存在极限。
3.为了解决这些课题,开发了具有如下结构的封装体:仅将封装体的单面(半导体元件侧)密封,并将背面露出的引线框用于外部连接用途(专利文献1及专利文献2)。该结构的封装体中,引线框不从密封树脂突出,因此可实现小面积化及薄型化。作为制造该封装体结构的半导体装置的方法之一,有包括如下所示的工序的制造方法。
4.(1)将半导体密封成形用临时保护膜贴附于具有芯片垫及内引线的引线框的单面即背面上的工序;
5.(2)将半导体元件搭载或黏合于芯片焊盘的与临时保护膜相反侧的面上的工序;
6.(3)设置将半导体元件与内引线连接的导线的工序;
7.(4)形成将半导体元件及导线密封的密封层,而获得具有引线框、半导体元件及密封层的密封成形体的工序;以及
8.(5)从密封成形体剥离临时保护膜的工序。
9.在利用该方法的半导体封装体的制造中,存在如下情况:在密封成形时,产生密封树脂绕到引线框背面等不良情况。作为防止这种不良情况的方法,已知有如下方法:将临时保护膜作为半导体用黏合膜贴附于引线框的背面来保护引线框的背面,将搭载于引线框的与背面相反侧的面上的半导体元件密封成形之后,剥离临时保护膜。
10.以往技术文献
11.专利文献
12.专利文献1:日本特开平5
‑
129473号公报
13.专利文献2:日本特开平10
‑
12773号公报
技术实现要素:
14.发明要解决的技术课题
15.半导体装置的制造中所使用的临时保护膜需要耐受半导体组装工序的热,因此大多使用聚酰亚胺膜作为基材(支撑膜)。然而,在使用聚酰亚胺膜等树脂制膜的情况下,存在
如下情况:因在装置中搬送时滑动变差等而在制造工序中产生搬送不良情况。
16.因此,本发明的一方面提供一种能够抑制半导体装置的制造工序中的平台上的搬送不良情况的半导体密封成形用临时保护膜。
17.用于解决技术课题的手段
18.本发明的一方面涉及一种半导体密封成形用临时保护膜,其用于在形成将搭载于引线框的半导体元件密封的密封层的密封成形期间对引线框进行临时保护。该临时保护膜具备:支撑膜;黏合层,设置于支撑膜的一面上;以及非黏合层,设置于支撑膜的与设置有黏合层的面相反侧的面上。非黏合层的厚度为10μm以下。非黏合层的与和支撑膜相接的面相反侧的面的表面粗糙度为0.1μm以上。所述表面粗糙度ra是通过激光显微镜在物镜的倍率50倍的条件下测定的值。表面粗糙度ra可为根据jis b0601:2001的标准而算出的值。
19.于具有芯片焊盘及内引线的引线框将临时保护膜以黏合层与引线框相接的方式贴附时,黏合层与引线框之间的90度剥离强度在25℃下可为5n/m以上。
20.于具有芯片焊盘及内引线的引线框将临时保护膜以黏合层与引线框相接的方式贴附,在芯片焊盘的与临时保护膜相反侧的面上搭载半导体元件,形成与黏合层相接并且将半导体元件密封的密封层时,黏合层与引线框及密封层之间的90度剥离强度在0~250℃的温度范围的至少一部分、80~250℃的温度范围的至少一部分或将临时保护膜从引线框及密封层剥离时的温度下可为1000n/m以下。
21.黏合层的玻璃化转变温度可为100~300℃。黏合层在230℃下的弹性模量可为1mpa以上。黏合层的5%重量减少温度可为300℃以上。黏合层可含有:具有选自由酰胺基、酯基、酰亚胺基、醚基及磺基组成的组中的至少一种官能团的热塑性树脂;或者具有选自由酰胺基、酯基、酰亚胺基及醚基组成的组中的至少一种官能团的热塑性树脂。
22.支撑膜可为包含选自由芳香族聚酰亚胺、芳香族聚酰胺、芳香族聚酰胺酰亚胺、芳香族聚砜、芳香族聚醚砜、聚苯硫醚、芳香族聚醚酮、聚芳酯、芳香族聚醚醚酮及聚萘二甲酸乙二酯组成的组中的聚合物的膜。黏合层的厚度相对于支撑膜的厚度的比可为0.5以下。非黏合层在230℃下的弹性模量可为10mpa以上。
23.本发明的另一方面涉及一种卷轴体,其具备:卷芯;以及卷取于卷芯的上述临时保护膜。
24.本发明的另一方面涉及一种带有临时保护膜的引线框,其具备:具有芯片焊盘及内引线的引线框;以及上述临时保护膜,上述临时保护膜以其黏合层与引线框的单面相接的方式贴附于引线框。
25.本发明的一方面涉及一种带有临时保护膜的密封成形体,其具备:具有芯片焊盘及内引线的引线框;搭载于芯片焊盘的半导体元件;将半导体元件与内引线连接的导线;将半导体元件及导线密封的密封层;以及上述临时保护膜,并且上述临时保护膜的黏合层贴附于引线框的与搭载有半导体元件的面相反侧的面。
26.本发明的一方面涉及一种制造半导体装置的方法,其依次包括:于具有芯片焊盘及内引线的引线框的单面,将上述临时保护膜以其黏合层与引线框相接的朝向贴附的工序;将半导体元件搭载于芯片焊盘的与上述临时保护膜相反侧的面上的工序;设置将半导体元件与内引线连接的导线的工序;形成将半导体元件及导线密封的密封层,而获得具有引线框、半导体元件及密封层的密封成形体的工序;以及从密封成形体剥离临时保护膜的
工序。
27.制造半导体装置的方法也可还包括通过回焊将搭载于芯片焊盘的半导体元件与内引线利用导电材料连接的工序。
28.发明效果
29.根据本发明,可提供一种能够抑制半导体装置的制造工序中的平台上的搬送不良情况的半导体密封成形用临时保护膜。
30.根据本发明的半导体密封成形用临时保护膜,可通过抑制搬送不良情况来抑制堵塞(jamming)产生的可能性。因此,若使用本发明的半导体密封成形用临时保护膜,则能够提高半导体装置的生产率。进而,本发明的密封成形用临时保护膜也兼具可抑制卷曲及引线框的翘曲的半导体用途所需的诸多特性。
附图说明
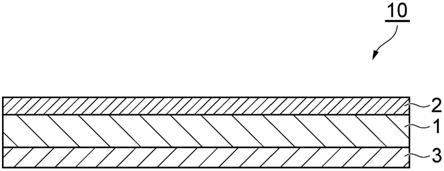
31.图1是表示临时保护膜的一实施方式的剖视图。
32.图2是对半导体装置的制造方法的一实施方式进行说明的剖视图。
33.图3是对半导体装置的制造方法的一实施方式进行说明的剖视图。
34.图4是表示半导体装置的一实施方式的剖视图。
35.图5是表示带有临时保护膜的引线框的翘曲的测定点的图。
36.图6是表示卷轴体的一实施方式的立体图。
37.图7是表示包装体的一实施方式的主视图。
38.图8是表示捆包物的一实施方式的主视图。
具体实施方式
39.以下,对本发明的优选实施方式进行详细说明。但是,本发明并不限定于以下的实施方式。本说明书中所记载的数值范围的上限值及下限值能够任意地组合。实施例中所记载的数值也能够用作数值范围的上限值或下限值。
40.<临时保护膜>
41.图1是表示一实施方式所涉及的临时保护膜的剖视图。图1的临时保护膜10具有:支撑膜1;黏合层2,设置于支撑膜1的其中一主面上;以及非黏合层3(实质上不具有黏合性的树脂层),与支撑膜1相接并且设置于支撑膜1的另一主面上。这些临时保护膜通过在形成将搭载于引线框的半导体元件密封的密封层的密封成形的工序中,贴附于引线框的背面(与搭载半导体元件的面相反侧的面),能够用作用于在密封成形期间对引线框进行临时保护的半导体密封成形用临时保护膜。
42.于具有芯片焊盘及内引线的引线框将临时保护膜以黏合层与引线框相接的方式贴附时,黏合层与引线框之间的90度剥离强度(贴附后剥离强度)在25℃下可为5n/m以上、10n/m以上、50n/m以上、100n/m以上或150n/m以上。当贴附后剥离强度在25℃下为5n/m以上的情况下,临时保护膜不易从引线框剥离,并且,有如下倾向:在密封成形时,可抑制密封树脂进入到引线框与黏合层之间等问题。贴附后剥离强度在25℃下可为2000n/m以下、1500n/m以下或1000n/m以下。
43.贴附后剥离强度例如根据jis z 0237的90度剥离法,相对于引线框在90度方向上
剥离临时保护膜来进行测定。具体而言,在25℃下以每分钟270~330mm或每分钟300mm的速度剥离临时保护膜时的90度剥离强度可使用90度剥离试验机(tester产业股份有限公司制造)来进行测定。
44.贴附后剥离强度依赖于黏合层的玻璃化转变温度(tg)、黏合温度、被黏附体的材质、黏合层的润湿性等。因此,为了使贴附后剥离强度为5n/m以上,可考虑黏合层的玻璃化转变温度(tg)、黏合温度、引线框的材质、黏合层的润湿性等来适宜选择条件。其中,黏合层的玻璃化转变温度(tg)及贴附(黏合)温度给该剥离强度带来的影响大。通常可采用比黏合层的玻璃化转变温度(tg)高0~30℃左右的黏合温度。也可考虑引线框的材质或黏合层的润湿性等来决定适当条件。
45.作为为了测定贴附后剥离强度而将临时保护膜与引线框黏合的条件并无特别限制,例如,可在后述的将临时保护膜黏合于引线框的条件下进行。例如,可使用铜引线框、包覆有钯的铜引线框或42合金制引线框作为引线框,在(1)温度230℃、压力6mpa、时间10秒;(2)温度350℃、压力3mpa、时间3秒;或(3)温度250℃、压力8mpa、时间10秒的任一黏合条件下进行贴附。
46.特别是,即将进行密封工序前的黏合层与引线框之间的90度剥离强度在25℃下可为5n/m以上、10n/m以上或50n/m以上。在即将进行密封工序前的90度剥离强度在25℃下为5n/m以上的情况下,有如下倾向:在进行密封工序时,可抑制密封树脂进入到引线框与黏合层之间等问题。在此,即将进行密封工序前是指密封工序之前、且密封工序之前进行的所有工序结束时。
47.可在将临时保护膜贴附或黏合于引线框后且进行密封工序前进行对带有临时保护膜的引线框进行加热的加热工序。由此,也能够提高黏合层与引线框的黏合强度。加热工序中的加热温度并无特别限定,为了提高黏合层与引线框的黏合强度,可为100℃以上。就引线框及临时保护膜的耐热性的方面而言,加热温度可为400℃以下。就相同的理由而言,加热温度可为130℃以上且350℃以下。加热时间并无特别限定,为了充分提高黏合层与引线框的黏合强度,可为10秒以上。就相同的理由而言,加热时间可为1分钟以上且2小时以内。
48.就生产率的方面而言,可通过移至密封工序之前的诸多工序(例如银膏等黏合剂的固化工序(半导体元件的黏合工序)、回焊连接工序、打线接合工序等)中的加热来进行上述加热工序。例如,如上所述,半导体元件的黏合工序中,为了使黏合中所使用的黏合剂固化,通常在140~200℃下进行30分钟~2小时的加热。因此,可通过这些诸多工序中的加热来进行上述加热工序。
49.将临时保护膜以黏合层与引线框相接的方式贴附于引线框,在芯片焊盘的与临时保护膜相反侧的面上搭载半导体元件,形成与黏合层相接并且将半导体元件密封的密封层时,黏合层与引线框及密封层之间的90度剥离强度(以下,也称为“密封后剥离强度”)在0~250℃的温度范围的至少一部分可为1000n/m以下、800n/m以下或500n/m以下。在密封后剥离强度为1000n/m以下的情况下,有可抑制在对引线框及密封层施加应力时发生破损的问题的倾向。密封后剥离强度通常随着测定温度变高而降低。密封后剥离强度在0~250℃的温度范围的至少一部分可为0n/m以上、3n/m以上或5n/m以上。
50.密封后剥离强度在80~250℃的温度范围的至少一部分可为上述范围,在将临时
保护膜从引线框及密封层剥离时的温度下可为上述范围。
51.密封后剥离强度根据jis z 0237的90度剥离法,在室温下或在0~250℃的平台上,相对于引线框及密封层在90度方向上剥离临时保护膜来进行测定。具体而言,在0~250℃的温度范围的至少一部分以每分钟270~330mm或每分钟300mm的速度剥离临时保护膜时的90度剥离强度可使用90度剥离试验机(tester产业股份有限公司制造)来进行测定。该剥离强度的测定温度的范围可为80~240℃或140~230℃。
52.将临时保护膜从引线框及密封层剥离时的温度(临时保护膜的温度)通常可为0~250℃之间。作为用于测定0~250℃的温度范围的至少一部分的密封后剥离强度的密封材料的密封条件并无特别限制,可为后述的半导体装置的制造方法中的形成密封层的条件。密封层的形成例如可包括:使用cel
‑
9200(商品名,日立化成股份有限公司制造的联苯密封材料)作为密封材料,在温度180℃、压力10mpa、时间3分钟的条件下形成密封层;以及通过在180℃下加热5小时而使形成密封层的密封材料固化。
53.<黏合层>
54.黏合层可含有树脂。黏合层的形成中所使用的树脂(以下,也称为“树脂(a)”)可为具有酰胺基(
‑
nhco
‑
)、酯基(
‑
co
‑
o
‑
)、酰亚胺基(
‑
nr2,其中,r分别为
‑
co
‑
)、醚基(
‑
o
‑
)或磺基(
‑
so2‑
)的热塑性树脂。树脂(a)可为具有酰胺基、酯基、酰亚胺基或醚基的热塑性树脂。作为树脂(a)的具体例,可列举:芳香族聚酰胺、芳香族聚酯、芳香族聚酰亚胺、芳香族聚酰胺酰亚胺、芳香族聚醚、芳香族聚醚酰胺酰亚胺、芳香族聚醚酰胺、芳香族聚酯酰亚胺及芳香族聚醚酰亚胺。就耐热性及黏合性的方面而言,树脂(a)可为选自由芳香族聚醚酰胺酰亚胺、芳香族聚醚酰亚胺及芳香族聚醚酰胺组成的组中的至少一种。
55.关于树脂(a),例如可使作为碱成分的芳香族二胺或双酚等与作为酸成分的二羧酸、三羧酸、四羧酸或芳香族氯化物或者这些的反应性衍生物缩聚来制造。即,可利用胺与酸的反应中所使用的通常的方法来进行,关于诸多条件等,也并无特别限制。关于芳香族二羧酸、芳香族三羧酸或这些的反应性衍生物与二胺的缩聚反应,可使用通常的方法。
56.芳香族聚醚酰亚胺、芳香族聚醚酰胺酰亚胺及芳香族聚醚酰胺可包含源自用于合成这些聚合物的碱成分的结构单元。作为碱成分的例子,可列举:2,2
‑
双[4
‑
(4
‑
氨基苯氧基)苯基]丙烷、双[4
‑
(4
‑
氨基苯氧基)苯基]砜、4,4
’‑
二氨基二苯基醚、双[4
‑
(4
‑
氨基苯氧基)苯基]醚、2,2
‑
双[4
‑
(4
‑
氨基苯氧基)]六氟丙烷等具有醚基的芳香族二胺;4,4
’‑
亚甲基双(2,6
‑
二异丙胺)等不具有醚基的芳香族二胺;1,3
‑
双(3
‑
氨基丙基)
‑
四甲基二硅氧烷等硅氧烷二胺;及1,12
‑
二氨基十二烷、1,6
‑
二氨基己烷等α,ω
‑
二氨基烷烃。以碱成分的总量为基准,上述具有醚基的芳香族二胺的比例可为40~100摩尔%或50~97摩尔%,选自不具有醚基的芳香族二胺、硅氧烷二胺及α,ω
‑
二氨基烷烃中的至少一种的比例可为0~60摩尔%或3~50摩尔%的量。作为碱成分的组合例,可列举:(1)由60~89摩尔%或68~82摩尔%的具有醚基的芳香族二胺、1~10摩尔%或3~7摩尔%的硅氧烷二胺及10~30摩尔%或15~25摩尔%的α,ω
‑
二氨基烷烃组成的碱成分的组合;(2)由90~99摩尔%或93~97摩尔%的具有醚基的芳香族二胺及1~10摩尔%或3~7摩尔%的硅氧烷二胺组成的碱成分的组合;(3)由40~70摩尔%或45~60摩尔%的具有醚基的芳香族二胺及30~60摩尔%或40~55摩尔%的不具有醚基的芳香族二胺组成的碱成分的组合。
[0057]
芳香族聚醚酰亚胺、芳香族聚醚酰胺酰亚胺及芳香族聚醚酰胺也可包含源自用于
合成这些聚合物的酸成分的结构单元。作为酸成分的例子,可列举:(a)偏苯三甲酸酐、偏苯三甲酸酐氯化物等偏苯三甲酸酐的反应性衍生物、均苯四甲酸二酐等单核芳香族三羧酸酐或单核芳香族四羧酸二酐;(b)双酚a双偏苯三酸酯二酐、氧二邻苯二甲酸酐等多核芳香族四羧酸二酐;(c)对苯二甲酸、间苯二甲酸、对苯二甲酸氯化物、间苯二甲酸氯化物等邻苯二甲酸的反应性衍生物等芳香族二羧酸。芳香族聚醚酰胺例如可以使上述碱成分(1)或碱成分(2)每1摩尔与0.95~1.05摩尔或0.98~1.02摩尔的酸成分(a)反应而获得。芳香族聚醚酰亚胺例如可以使上述碱成分(3)每1摩尔与0.95~1.05摩尔或0.98~1.02摩尔的酸成分(b)反应而获得。
[0058]
黏合层也可含有陶瓷粉、玻璃粉、银粉、铜粉、树脂粒子、橡胶粒子等填料、偶联剂等。在黏合层含有填料的情况下,相对于树脂(a)100重量份,填料的含量可为1~30重量份或5~15重量份。
[0059]
偶联剂例如可为乙烯基硅烷、环氧硅烷、巯基硅烷、钛酸盐、铝螯合物、铝酸锆或这些的组合。偶联剂可为硅烷偶联剂。作为硅烷偶联剂的例子,可列举:乙烯基三甲氧基硅烷、乙烯基三乙氧基硅烷、2
‑
(3,4
‑
环氧环己基)乙基三甲氧基硅烷、3
‑
缩水甘油氧基丙基三甲氧基硅烷、3
‑
缩水甘油氧基丙基甲基二乙氧基硅烷、3
‑
缩水甘油氧基丙基三乙氧基硅烷、3
‑
甲基丙烯酰氧基丙基三甲氧基硅烷及3
‑
巯基丙基三甲氧基硅烷。硅烷偶联剂可为具有环氧基的环氧硅烷偶联剂。在黏合层含有硅烷偶联剂的情况下,能够提高黏合层相对于支撑膜的密合性,由此,在剥离临时保护膜时,在黏合层与支撑膜的界面不易产生剥离。相对于树脂(a)100重量份,偶联剂的含量可为1~15重量份或2~10重量份。
[0060]
就黏合性及耐热性的观点而言,黏合层的玻璃化转变温度可为100~300℃、130~280℃或150~250℃。在玻璃化转变温度为100℃以上的情况下,有如下倾向:在将临时保护膜从引线框及密封材料剥离时,在黏合层与支撑膜的界面不易产生剥离,黏合层不易凝聚破坏。并且,有如下倾向:在打线接合工序中,黏合层不会过软化,可抑制导线连接时的力的分散,不易产生导线的连接不良。在玻璃化转变温度为300℃以下的情况下,在进行黏合时,黏合层充分软化,因此有可抑制25℃下的黏合层与引线框的90度剥离强度的降低的倾向。因此,不易产生搬送工序中的剥离、密封时密封材料的泄漏等。
[0061]
黏合层的5%重量减少温度可为300℃以上、350℃以上或400℃以上。在黏合层的5%重量减少温度为300℃以上的情况下,有如下倾向:不易产生由将临时保护膜贴附于引线框时的热及/或打线接合工序中的热引起的逸出气体,不易污染引线框及导线。黏合层的5%重量减少温度可通过示差热天平(精工仪器(seiko instruments)股份有限公司制造,tg
‑
dta220)以升温速度10℃/分钟进行测定而求出。
[0062]
黏合层在230℃下的弹性模量可为1mpa以上或3mpa以上。打线接合温度并无特别限制,通常而言为180~260℃左右,多数情况为230℃前后。因此,在230℃下的弹性模量为1mpa以上的情况下,有如下倾向:黏合层不会因打线接合工序中的热而过软化,不易产生导线的接合不良。黏合层在230℃下的弹性模量的上限并无特别限制,可为2000mpa以下、1500mpa以下或1000mpa以下。关于黏合层在230℃下的弹性模量,能够以卡盘间距离20mm设置于动态粘弹性测定装置(ubm股份有限公司制造,rheogel
‑
e4000),并通过正弦波、升温速度5℃/分钟、频率10hz的拉伸模式来进行测定。
[0063]
黏合层的厚度(a)可为1~20μm、3~15μm或4~10μm。在黏合层的厚度(a)为1μm以
上的情况下,有如下倾向:黏合性更优异,在密封时密封材料不易泄漏。在黏合层的厚度(a)为20μm以下的情况下,有经济性更优异的倾向。
[0064]
<支撑膜>
[0065]
支撑膜并无特别限制,可为包含黏合层或非黏合层的形成中所使用的可耐受树脂的涂敷、干燥、半导体装置组装工序中的热的树脂(耐热性树脂)的膜。支撑膜例如可为选自由芳香族聚酰亚胺、芳香族聚酰胺、芳香族聚酰胺酰亚胺、芳香族聚砜、芳香族聚醚砜、聚苯硫醚、芳香族聚醚酮、聚芳酯、芳香族聚醚醚酮及聚萘二甲酸乙二酯组成的组中的至少一种聚合物的膜,即,包含该聚合物的膜。
[0066]
为了提高耐热性,支撑膜的玻璃化转变温度可为200℃以上或250℃以上。通过使用上述聚合物的膜,在将半导体元件黏合于芯片焊盘的工序、打线接合工序、密封工序、将临时保护膜从密封成形体剥离的工序等施加热的工序中,支撑膜不会软化而能够高效地进行操作。
[0067]
为了减少将临时保护膜贴附于引线框后的引线框的翘曲,支撑膜在20~200℃下的线膨胀系数可为3.0
×
10
‑5/℃以下、2.5
×
10
‑5/℃以下或2.0
×
10
‑5/℃以下。支撑膜在20~200℃下的线膨胀系数根据jis k 7197来进行。测定中使用热机械分析装置(tma)。以卡盘间距离为20mm进行设置,并算出20~200℃下的热膨胀系数。
[0068]
为了减少将临时保护膜贴附于引线框后的引线框的翘曲,将支撑膜在200℃下加热2小时时的加热收缩率可为0.15%以下、0.13%以下或0.10%以下。加热收缩率的测定可根据jis k 7133来进行。加热收缩率的测定中使用三丰(mitutoyo)股份有限公司制造的通用测定显微镜mf
‑
u。加热收缩率可通过对热处理前后的支撑膜中的md方向(长边方向)或td方向(与md方向垂直的方向)的尺寸差进行测定来求出。热处理条件为温度200℃、时间2小时。加热收缩率为md方向及td方向中的较大的方向上的测定值。
[0069]
支撑膜可为对于黏合层的密合性充分高的膜。若密合性高,则当在100~300℃的温度下将临时保护膜从引线框及密封材料剥离时,在黏合层与支撑膜的界面不易产生剥离,树脂不易残留于引线框及密封材料上。就耐热性及对于黏合层的密合性的观点而言,支撑膜可为聚酰亚胺膜。
[0070]
为了充分提高对于黏合层的密合性,支撑膜可进行表面处理。作为支撑膜的表面处理方法,并无特别限制,可列举:碱处理、硅烷偶联剂处理等化学处理;砂垫处理等物理处理;等离子体处理;电晕处理等。
[0071]
支撑膜的厚度并无特别限制,可为5~100μm或5~50μm以下。在支撑膜的厚度为5μm以上的情况下,在临时保护膜上不易形成褶皱,因此有操作性高的倾向。在支撑膜的厚度为100μm以下的情况下,有容易抑制将临时保护膜贴附于引线框后的引线框的翘曲的倾向。
[0072]
支撑膜的材质可为选自由铜、铝、不锈钢及镍组成的组中的金属。通过支撑膜包含这些金属而引线框与支撑膜的线膨胀系数相近,因此可减少将临时保护膜贴附于引线框后的引线框的翘曲。
[0073]
黏合层的厚度t2相对于支撑膜的厚度t1的比t2/t1可为0.5以下、0.3以下或0.2以下。在t2/t1为0.5以下的情况下,有如下倾向:可抑制由涂敷后的溶剂去除时的黏合层的体积减少引起的膜卷曲,贴附于引线框时的操作性高。
[0074]
<非黏合层>
[0075]
非黏合层为在0~270℃下实质上不具有对于引线框的黏合性(或压敏黏合性)的树脂层。通过临时保护膜具备非黏合层,可抵消因溶剂去除时的黏合层的体积减少、或由酰亚胺化、热固性树脂的固化时的收缩导致的黏合层的体积减少而引起的临时保护膜的卷曲。
[0076]
非黏合层可为在高温下不易软化的树脂层,例如,具有高的玻璃化转变温度的树脂层可作为非黏合层发挥功能。
[0077]
非黏合层可含有树脂。非黏合层的形成中所使用的树脂(以下,也称为“树脂(b)”)的组成并无特别限制,可为热塑性树脂及热固性树脂的任一种。热塑性树脂并无特别限制,可为具有选自由酰胺基、酯基、酰亚胺基、醚基及磺基组成的组中的至少一种官能团的热塑性树脂。热固性树脂并无特别限制,例如可为环氧树脂、酚树脂、双马来酰亚胺树脂(例如,以双(4
‑
马来酰亚胺苯基)甲烷为单体的双马来酰亚胺树脂)等。也可将热塑性树脂与热固性树脂进行组合。在将热塑性树脂与热固性树脂进行组合的情况下,相对于热塑性树脂100质量份,热固性树脂的量可为5~100质量份或20~70质量份。
[0078]
非黏合层也可含有陶瓷粉、玻璃粉、银粉、铜粉、树脂粒子、橡胶粒子等填料、偶联剂等。在非黏合层含有填料的情况下,相对于树脂(b)100质量份,填料的含量可为1~30质量份,也可为5~15质量份。相对于树脂(b)100质量份,偶联剂的含量可为1~20质量份,也可为2~15质量份。
[0079]
非黏合层在230℃下的弹性模量可为10mpa以上、100mpa以上或1000mpa以上。当非黏合层在230℃下的弹性模量为10mpa以上的情况下,有如下倾向:在打线接合工序等施加热的工序中不易软化,因此不易贴附于模具及夹具。非黏合层在230℃下的弹性模量可为2000mpa以下或1500mpa以下。
[0080]
关于非黏合层在230℃下的弹性模量,能够以卡盘间距离20mm设置于动态粘弹性测定装置(ubm股份有限公司制造,rheogel
‑
e4000),并通过正弦波、升温速度5℃/分钟、频率10hz的拉伸模式来进行测定。
[0081]
关于非黏合层对于模具及夹具的黏合力,若低至在工序中不粘附于模具及/或夹具的程度,则并无特别限制,25℃下的非黏合层与模具及夹具之间的90度剥离强度可小于5n/m或小于1n/m。该剥离强度例如可在黄铜制模具上以温度250℃、压力8mpa压接10秒后进行测定。
[0082]
为了在将半导体元件黏合于芯片焊盘的工序、打线接合工序、密封工序、将临时保护膜从密封成形体剥离的工序等中不易软化,且不易贴附于模具及夹具,非黏合层的玻璃化转变温度可为150℃以上、200℃以上或250℃以上。非黏合层的玻璃化转变温度可为350℃以下或300℃以下。
[0083]
非黏合层的厚度例如为10μm以下,且可为9μm以下、8μm以下或7μm以下。非黏合层的厚度例如可为1μm以上、2μm以上、3μm以上、4μm以上、5μm以上或6μm以上。非黏合层的厚度并无特别限制,例如可为1~10μm或1~8μm。
[0084]
非黏合层的与和支撑膜相接的面相反侧的面的表面粗糙度ra为0.1μm,且可为0.15μm以上或0.2μm以上。在此的表面粗糙度ra是通过激光显微镜在物镜的倍率50倍的条件下测定的值。表面粗糙度ra例如可通过对连结纵11区域、横9区域的图像而成的图像进行分析来求出。在上述表面粗糙度ra为0.1μm以上的情况下,与装置内平台的滑动优异,不易
产生堵塞不良,此外,贴附有临时保护膜的引线框彼此的滑动也优异,不易产生粘着而无法剥离的不良情况。表面粗糙度ra可利用作为激光显微镜的keyence股份有限公司制造的形状测定激光显微镜vk
‑
x100来进行测定。非黏合层的与和支撑膜相接的面相反侧的面的表面粗糙度(ra)例如可为3μm以下、2μm以下或1μm以下。就与上述相同的观点而言,在通过激光显微镜在物镜的倍率10倍的条件下进行测定的情况下,非黏合层的与和支撑膜相接的面相反侧的面的表面粗糙度ra可为0.4μm以上、0.5μm以上或0.6μm以上,可为8μm以下或6μm以下。
[0085]
<临时保护膜的制造方法>
[0086]
一实施方式所涉及的临时保护膜例如包括:将黏合层的形成中所使用的树脂(a)溶解于n
‑
甲基
‑2‑
吡咯烷酮、二甲基乙酰胺、二乙二醇二甲醚、四氢呋喃、环己酮、甲基乙基酮、二甲基甲酰胺等溶剂中来制备黏合剂清漆;将黏合剂清漆涂敷于支撑膜的单面上;以及通过加热而从所涂敷的黏合剂清漆中去除溶剂,由此形成黏合层。通过该方法可获得二层结构的临时保护膜。形成临时保护膜的方法也可包括:制备前体清漆,所述前体清漆是通过加热处理等来将生成树脂(a)(例如聚酰亚胺树脂)的树脂(a)前体(例如聚酰胺酸)溶解于溶剂中而成;将前体清漆涂敷于支撑膜的单面上;以及通过对所涂敷的前体清漆进行加热处理而形成包含树脂(a)的黏合层。也可通过该方法来获得二层结构的临时保护膜。在使用树脂(a)前体的情况下,通过涂敷后的加热处理而将溶剂去除,并且通过例如酰亚胺化而从前体生成树脂(a)。就涂敷面的表面状态等的方面而言,可使用黏合剂清漆。
[0087]
在为了去除溶剂、酰亚胺化等而对上述涂敷有清漆的支撑膜进行加热处理的情况下,加热处理的温度可根据是使用黏合剂清漆,还是使用前体清漆而不同。在黏合剂清漆的情况下,可为能去除溶剂的温度,在前体清漆的情况下,为了进行酰亚胺化,可为黏合层的玻璃化转变温度以上的处理温度。
[0088]
涂布于支撑膜的单面上的黏合剂清漆或前体清漆的涂敷方法并无特别限制。例如可使用辊涂布、逆辊涂布、凹版涂布、棒涂布或缺角轮涂布来涂敷清漆。也可通过使支撑膜在黏合剂清漆或前体清漆中通过的方法来涂敷这些清漆。
[0089]
形成非黏合层的方法并无特别限制,例如包括:将树脂(b)溶解于n
‑
甲基
‑2‑
吡咯烷酮、二甲基乙酰胺、二乙二醇二甲醚、四氢呋喃、环己酮、甲基乙基酮、二甲基甲酰胺等溶剂中来制备树脂清漆;将树脂清漆涂敷于支撑膜上;以及通过加热而从所涂敷的树脂清漆中去除溶剂。形成非黏合层的方法也可包括:通过加热等来将生成树脂(b)(例如聚酰亚胺树脂)的树脂(b)前体(例如聚酰胺酸)溶解于溶剂中而制备前体清漆;将前体清漆涂敷于支撑膜上;以及对所涂敷的前体清漆进行加热。在该情况下,通过涂敷后的加热处理而将溶剂去除,并且通过例如酰亚胺化而从前体生成树脂(b)。就涂膜的表面状态等的方面而言,可使用树脂清漆。
[0090]
在为了去除溶剂、酰亚胺化等而对上述涂布有清漆的支撑膜进行加热处理的情况下,加热处理的温度可根据是使用树脂清漆,还是使用前体清漆而不同。在使用树脂清漆的情况下,可为能去除溶剂的温度,在使用前体清漆的情况下,为了进行酰亚胺化,可为非黏合层的玻璃化转变温度以上的处理温度。
[0091]
树脂(b)的树脂清漆或前体清漆对于支撑膜的涂敷方法并无特别限制。例如可使用辊涂布、逆辊涂布、凹版涂布、棒涂布、缺角轮涂布等来涂敷清漆。也可通过使支撑膜在树
脂清漆或前体清漆中通过的方法来涂敷这些清漆。
[0092]
<半导体装置的制造方法>
[0093]
可通过包括使用一实施方式所涉及的临时保护膜的半导体元件的密封成形工序的方法来制造半导体装置。半导体装置例如可从带有临时保护膜的半导体装置剥离临时保护膜来制造,所述带有临时保护膜的半导体装置具备:临时保护膜;与临时保护膜的黏合层相接黏合的引线框;与引线框的芯片焊盘黏合的半导体元件;将半导体元件与引线框的内引线连接的导线或金属板之类的导电材料;以及将引线框的露出面、半导体元件及导线密封的密封层。
[0094]
所制造的半导体装置例如可为如下无引线型封装体(non lead type package),所述无引线型封装体具有引线框及搭载于其的半导体元件以及在引线框的半导体元件侧将半导体元件密封的密封层,并且引线框的背面露出,以便用于外部连接。作为其具体例,可列举qfn(quad flat non
‑
leaded package,方形扁平无引线封装体)、son(small outline non
‑
leaded package,小外形无引线封装体)。
[0095]
图2及图3是表示一实施方式所涉及的半导体装置的制造方法的剖视图。图4是表示通过图2及图3的制造方法而获得的半导体装置的一实施方式的剖视图。以下,根据需要,参考各图式来说明各工序。
[0096]
实施方式所涉及的半导体装置的制造方法依次包括:于引线框11的单面(背面),将临时保护膜10在其黏合层与引线框相接的朝向上贴附的工序,所述引线框11具有芯片焊盘11a及内引线11b;将半导体元件14搭载(黏合)在芯片焊盘11a的与临时保护膜10相反侧的面上的工序;设置将半导体元件14与内引线11b连接的导线12的工序;形成将半导体元件14及导线12密封的密封层13,而获得具有引线框11、半导体元件14及密封层13的密封成形体20的工序;以及从密封成形体20剥离临时保护膜10的工序。
[0097]
临时保护膜10对于引线框11的贴附可在加热下进行,也可在常温(例如5~35℃)下进行。贴附的方法并无特别限制,例如可为辊层压法。一实施方式所涉及的带有临时保护膜的引线框具备具有芯片焊盘11a及内引线11b的引线框11以及临时保护膜10。临时保护膜10以其黏合层2与引线框11的单面相接的方式贴附于引线框11。
[0098]
临时保护膜10对于引线框11的黏合条件并无特别限制,黏合温度可为150~400℃、180~350℃或200~300℃。在黏合温度为150℃以上的情况下,有进一步提高引线框11与黏合层2的黏合强度的倾向。在黏合温度为400℃以下的情况下,有可进一步抑制引线框11的劣化的倾向。
[0099]
临时保护膜10对于引线框11的黏合压力可为0.5~30mpa、1~20mpa或3~15mpa。在黏合压力为0.5mpa以上的情况下,有进一步提高黏合层2与引线框11的黏合强度的倾向。在黏合压力为30mpa以下的情况下,有容易进一步抑制引线框11的破损的倾向。
[0100]
临时保护膜10对于引线框11的黏合时间可为0.1~60秒、1~30秒或3~20秒。在黏合时间为0.1秒以上的情况下,有容易进一步提高黏合层2与引线框11的黏合强度的倾向。在黏合时间为60秒以内的情况下,有容易进一步提高操作性与生产率的倾向。可在施加压力前进行5~60秒左右的预加热。
[0101]
引线框11的材质并无特别限制,例如可为42合金等铁系合金、铜或铜系合金。在使用铜及铜系合金的情况下,也可对引线框的表面实施钯、金、银等包覆处理。
[0102]
半导体元件14通常隔着黏合剂(例如银膏)而搭载(黏合)于芯片焊盘11a。也可通过加热处理(例如140~200℃、30分钟~2小时)而使黏合剂固化。
[0103]
存在如下情况:在搭载(黏合)半导体元件后,通过使用铜板等导电材料的回流焊来将半导体元件与内引线连接。即,制造半导体装置的方法也可还包括通过回焊将搭载于芯片焊盘的半导体元件与内引线利用导电材料连接的工序。利用回焊的连接例如可在最大温度250~420℃的温度范围内且在1~30分钟的条件下进行。利用回焊的连接例如可在获得密封成形体20的工序前且搭载(黏合)半导体元件14的工序后进行。利用回焊的连接例如也可在搭载(黏合)半导体元件14的工序后且设置导线12的工序前进行。
[0104]
导线12并无特别限制,例如可为金线、铜线、钯包覆铜线、铝线。例如,也可在200~300℃下加热3分钟~3小时而将半导体元件及内引线与导线12接合。
[0105]
密封成形的工序中,可使用密封材料来形成密封层13。通过密封成形,可获得具有多个半导体元件14及一次性将这些半导体元件密封的密封层13的密封成形体20。在密封成形期间,因设置有临时保护膜10而可抑制密封材料绕到引线框11的背面侧。
[0106]
一实施方式所涉及的带有临时保护膜的密封成形体具备:具有芯片焊盘11a及内引线11b的引线框11;搭载于芯片焊盘11a的半导体元件14;将半导体元件14与内引线11b连接的导线12;将半导体元件14及导线12密封的密封层13;以及临时保护膜10。临时保护膜10的黏合层2贴附于引线框11的与搭载有半导体元件14的面相反侧的面上。
[0107]
形成密封层13期间的温度(密封温度)例如可为150~200℃。形成密封层期间的压力(密封压力)可为6~15mpa或7~10mpa。密封成形中的加热时间(密封时间)可为1~5分钟或2~3分钟。
[0108]
根据需要也可将所形成的密封层13加热固化。用于使密封层13固化的加热温度(密封固化温度)可为150~200℃。用于使密封层13固化的加热时间(密封固化时间)例如可为4小时~6小时。
[0109]
密封材料并无特别限制,例如可为包含甲酚酚醛清漆环氧树脂、苯酚酚醛清漆环氧树脂、联苯二环氧树脂、萘酚酚醛清漆环氧树脂等环氧树脂的固化性树脂组合物。密封材料例如也可包含填料、溴化合物等阻燃性物质、蜡成分等添加材料。
[0110]
在形成密封层13(密封成形)后,从所获得的密封成形体20的引线框11及密封层13剥离临时保护膜10。在使密封层固化的情况下,也可在使密封层13固化之前或之后的任一时刻剥离临时保护膜10。
[0111]
从密封成形体剥离临时保护膜10的温度(剥离温度)可为0~250℃之间。在剥离温度为0℃以上的情况下,黏合层更不易残留于引线框11及密封层13上。在剥离温度为250℃以下的情况下,有容易进一步抑制引线框11及密封层13的劣化的倾向。就相同的理由而言,剥离温度可为80~240℃或140~230℃。
[0112]
半导体装置的制造方法根据需要也可还包括如下工序:在剥离工序后,将残留于引线框11及密封层13上的黏合层(糊残留)去除。当在利用密封材料进行密封后,在0~250℃下剥离临时保护膜10时,黏合层2也可不残留于引线框11及密封层13上。在黏合层的残留量多的情况下,不仅外观差,而且当将引线框11用于外部连接用途时,容易成为接触不良的原因。因此,可利用机械性刷洗(brushing)、溶剂等将残留于引线框11及密封层13上的黏合层去除。溶剂并无特别限制,例如可为n
‑
甲基
‑2‑
吡咯烷酮、二甲基乙酰胺、二乙二醇二甲
醚、四氢呋喃、环己酮、甲基乙基酮、二甲基甲酰胺或这些的组合。
[0113]
在引线框包含具有芯片焊盘及内引线的多个图案的情况下,根据需要,可将密封成形体20分割而获得多个分别具有一个半导体元件的图4的半导体装置100。
[0114]
即,在引线框11具有多个芯片焊盘11a且在多个芯片焊盘11a上分别搭载半导体元件14的情况下,一实施方式所涉及的制造方法也可还包括如下工序:在将临时保护膜10从密封成形体20剥离之前或之后,将密封成形体20分割而获得具有一个芯片焊盘11a及半导体元件14的半导体装置100。
[0115]
也可将长条的临时保护膜卷取于卷芯,一边从所获得的卷轴体卷出临时保护膜,一边制造半导体装置。该情况下的卷轴体具有卷芯以及卷取于卷芯的上述实施方式所涉及的临时保护膜。
[0116]
图6是表示卷轴体的一实施方式的立体图。图6所示的卷轴体30具备:卷芯31;卷取于卷芯31的临时保护膜10;以及侧板32。
[0117]
卷芯31及临时保护膜10的宽度(与卷取方向正交的方向上的长度)例如可为10mm以上、40mm以上、60mm以上或80mm以上,可为350mm以下。卷芯31及临时保护膜10的宽度(与卷取方向正交的方向上的长度)例如可为10mm以上且350mm以下、40mm以上且350mm以下或80mm以上且350mm以下。
[0118]
上述实施方式所涉及的临时保护膜也可以作为将上述卷轴体收纳于包装袋中而成的包装体提供。图7表示包装体的一实施方式。如图7所示,包装体50具备:上述卷轴体30;以及收纳上述卷轴体30的包装袋40。卷轴体30通常个别地收纳于包装袋中,但也可将多个(例如2~3个)卷轴体30收纳于一个包装袋40中。
[0119]
包装袋40可由树脂膜形成,也可由作为具有铝层的树脂膜的复合膜形成。作为包装袋40的具体例,可列举经铝涂覆的塑胶制袋等。作为树脂膜的原料,可列举:聚乙烯、聚酯、氯乙烯、聚对苯二甲酸乙二酯等塑胶。卷轴体30例如可以经真空包装的状态收纳于包装袋中。包装体50并不限于经真空包装的包装体。
[0120]
在包装袋40中也可与卷轴体30一起收纳干燥剂。作为干燥剂,例如可列举硅胶。包装体50也可为进一步利用缓冲材料包裹收纳有卷轴体30的包装袋40的包装体。
[0121]
包装体50也可以作为收纳于捆包箱而成的捆包物提供。图8表示捆包物的一实施方式。如图8所示,捆包物70具备:上述包装体50;以及收纳上述包装体50的捆包箱60。在捆包箱60中收纳一个或多个包装体50。作为捆包箱60,例如可使用瓦楞纸箱。
[0122]
使用一实施方式所涉及的临时保护膜而制造的半导体装置在高密度化、小面积化、薄型化等方面优异,例如可优选用于移动电话、智能手机、个人电脑、平板等电子设备中。
[0123]
实施例
[0124]
以下,通过实施例而对本发明进行更具体说明,但本发明并不限定于以下实施例。
[0125]
1.用于形成黏合层或非黏合层的清漆的制作
[0126]
清漆a
‑
1(用于形成黏合层的清漆)
[0127]
在安装有温度计、搅拌机、氮气导入管及分馏塔的5升的四口烧瓶中,在氮气环境下,加入270.9g(0.66摩尔)的2,2
‑
双[4
‑
(4
‑
氨基苯氧基)苯基]丙烷、8.7g(0.035摩尔)的1,3
‑
双(3
‑
氨基丙基)
‑
四甲基二硅氧烷,并将所得物溶解于1950g的n
‑
甲基
‑2‑
吡咯烷酮中。将
溶液冷却至0℃,并在该温度下向溶液中添加了149.5g(0.71摩尔)的偏苯三甲酸酐氯化物。在偏苯三甲酸酐氯化物溶解后,向溶液中添加了100g的三乙胺。在室温下持续搅拌2小时后,升温至180℃并反应5小时,由此完成酰亚胺化。接着,将反应液投入至甲醇中而析出聚合物。将所析出的聚合物干燥之后,溶解于n
‑
甲基
‑2‑
吡咯烷酮中。将溶液投入至甲醇中,再次析出聚合物。将所析出的聚合物减压干燥而获得经提纯的粉末状的聚醚酰胺酰亚胺。将120g的所获得的聚醚酰胺酰亚胺及3.6g的硅烷偶联剂(信越化学工业股份有限公司制造,商品名:sh6040)溶解于360g的n
‑
甲基
‑2‑
吡咯烷酮中,获得包含芳香族聚醚酰胺酰亚胺的清漆a
‑
1。
[0128]
清漆a
‑
2(用于形成黏合层的清漆)
[0129]
在安装有温度计、搅拌机、氮气导入管及分馏塔的5升的四口烧瓶中,在氮气环境下,加入258.6g(0.63摩尔)的2,2
‑
双[4
‑
(4
‑
氨基苯氧基)苯基]丙烷、67.0g(0.27摩尔)的1,3
‑
双(3
‑
氨基丙基)
‑
四甲基二硅氧烷,并将所得物溶解于1550g的n
‑
甲基
‑2‑
吡咯烷酮中。进而,将该溶液冷却至0℃,并在该温度下向溶液中添加了187.3g(0.89摩尔)的偏苯三甲酸酐氯化物。在偏苯三甲酸酐氯化物溶解后,向溶液中添加了100g的三乙胺。在室温下持续搅拌2小时后,升温至180℃并反应5小时,由此完成酰亚胺化。接着,将反应液投入至甲醇中而析出聚合物。将所析出的聚合物干燥之后,溶解于n
‑
甲基
‑2‑
吡咯烷酮中。将溶液投入至甲醇中,再次析出聚合物。将所析出的聚合物减压干燥而获得经提纯的粉末状的聚醚酰胺酰亚胺。将120g的所获得的聚醚酰胺酰亚胺及3.6g的硅烷偶联剂(信越化学工业股份有限公司制造,商品名:sh6040)溶解于360g的n
‑
甲基
‑2‑
吡咯烷酮中,获得包含芳香族聚醚酰胺酰亚胺的清漆a
‑
2。
[0130]
清漆b
‑
1(用于形成非黏合层的清漆)
[0131]
在安装有温度计、搅拌机、氮气导入管及分馏塔的5升的四口烧瓶中,在氮气环境下,加入172.4g(0.42摩尔)的2,2
‑
双[4
‑
(4
‑
氨基苯氧基)苯基]丙烷、153.7g(0.42摩尔)的4,4
’‑
亚甲基双(2,6
‑
二异丙基苯胺),并将所得物溶解于1550g的n
‑
甲基
‑2‑
吡咯烷酮中。进而,将该溶液冷却至0℃,并在该温度下向溶液中添加了174.7g(0.83摩尔)的偏苯三甲酸酐氯化物。在偏苯三甲酸酐氯化物溶解后,向溶液中添加了130g的三乙胺。在室温下持续搅拌2小时后,升温至180℃并反应5小时,由此完成酰亚胺化。接着,将反应液投入至甲醇中而析出聚合物。将所析出的聚合物干燥之后,溶解于n
‑
甲基
‑2‑
吡咯烷酮中。将溶液投入至甲醇中,再次析出聚合物。将所析出的聚合物减压干燥而获得经提纯的粉末状的聚醚酰胺酰亚胺。将120g的所获得的聚醚酰胺酰亚胺及6g的硅烷偶联剂(信越化学工业股份有限公司制造,商品名:sh6040)溶解于360g的n
‑
甲基
‑2‑
吡咯烷酮中,获得包含芳香族聚醚酰胺酰亚胺的清漆b
‑
1。
[0132]
清漆b
‑
2(用于形成非黏合层的清漆)
[0133]
将40g的制造例3中所合成的聚醚酰胺酰亚胺及2g的硅烷偶联剂(信越化学工业股份有限公司制造,商品名:sh6040)溶解于500g的n
‑
甲基
‑2‑
吡咯烷酮中,获得包含芳香族聚醚酰胺酰亚胺的清漆b
‑
2。
[0134]
2.临时保护膜的制作及评价
[0135]
表面粗糙度ra的测定方法
[0136]
使用keyence股份有限公司制造的形状测定激光显微镜vk
‑
x100,在以下的条件1
或条件2下对非黏合层的与和支撑膜相接的面相反侧的面(临时保护膜的背面)的表面粗糙度ra进行了测定。
[0137]
条件1:物镜的倍率50倍、激光波长658nm
[0138]
条件2:物镜的倍率10倍、激光波长658nm
[0139]
实施例1
[0140]
将厚度25μm的聚酰亚胺膜(东丽杜邦(toray dupont)股份有限公司制造,kapton100en)用作支撑膜。在该聚酰亚胺膜的单面上以25μm的厚度流延清漆a
‑
1。将涂膜在100℃下干燥10分钟、在300℃下干燥10分钟而获得在支撑膜的单面上具备厚度3μm的黏合层的临时保护膜。黏合层是玻璃化转变温度为230℃、5%重量减少温度为451℃、230℃下的弹性模量为150mpa的层。进而,在聚酰亚胺膜的与设置有黏合层的面相反侧的面上以20μm的厚度流延清漆b
‑
1。将涂膜在100℃下干燥10分钟、在300℃下干燥10分钟而形成厚度2μm的非黏合层。该非黏合层是玻璃化转变温度为260℃、5%重量减少温度为421℃、230℃下的弹性模量为1700mpa的层。由此,获得如图1般在支撑膜的一面上设置有黏合层、在另一面上设置有非黏合层的实施例1的临时保护膜。黏合层的厚度(a)相对于支撑膜的厚度(c)的比为0.12。在实施例1的临时保护膜中,非黏合层的与和支撑膜相接的面相反侧的面(临时保护膜的背面)的表面粗糙度(ra)在条件1下为0.26μm,在条件2下为0.6μm。
[0141]
将实施例1的临时保护膜以温度250℃、压力8mpa、时间10秒黏合于包覆有钯的铜引线框(50mm
×
200mm),对25℃下的黏合层与引线框的90度剥离强度(剥离速度:每分钟300mm,以下相同)进行了测定,结果为50n/m,且在搬送时未产生剥离的不良情况。临时保护膜基本无卷曲,黏合时的操作性良好。
[0142]
对实施例1的临时保护膜的翘曲进行了测定。图5是表示翘曲的评价方法的示意图。如图5所示,将在引线框11贴附有临时保护膜10的带有临时保护膜的引线框载置于台200上,对该带有临时保护膜的引线框的长边方向上的翘曲(x)进行了测定。对实施例1的临时保护膜所引起的翘曲(x)进行了测定,结果翘曲(x)为0.1mm左右。
[0143]
使用所制作的带有临时保护膜的引线框来进行了半导体元件的黏合、打线接合工序及密封工序。其结果,任一工序均未观察到因引线框的搬送不良情况而停止等不良情况。所获得的封装体为图3所示的结构的封装体。半导体元件的黏合中使用银膏,在150℃下加热60分钟而使银膏固化。打线接合是使用金线作为导线,在260℃下加热5分钟来进行。密封工序中使用联苯密封材料(日立化成股份有限公司制造,商品名:cel9200)作为密封材料。以温度180℃、压力10mpa、时间3分钟形成密封层,其后,在180℃下加热5小时,由此使密封层固化。任一工序均未产生问题。密封工序后,在200℃下从引线框与密封材料剥离临时保护膜,结果90度剥离强度为150n/m而简单地剥离,树脂基本未残留于引线框及密封树脂上。极少量残留的树脂也可通过利用n
‑
甲基
‑2‑
吡咯烷酮进行清洗来去除。进而,将该封装体分割而制作了如图4般分别具有一个半导体元件的封装体。工序中不存在问题。
[0144]
实施例2
[0145]
将厚度25μm的聚酰亚胺膜(宇部兴产股份有限公司制造,upilex spa)用作支撑膜。在该聚酰亚胺膜的单面上以40μm的厚度流延清漆a
‑
1。将涂膜在100℃下干燥10分钟、在300℃下干燥10分钟而获得在支撑膜的单面上具备厚度6μm的黏合层的临时保护膜。黏合层是玻璃化转变温度为230℃、5%重量减少温度为451℃、230℃下的弹性模量为150mpa的层。
进而,在聚酰亚胺膜的与设置有黏合层的面相反侧的面上以100μm的厚度流延清漆b
‑
2。将涂膜在100℃下干燥10分钟、在300℃下干燥10分钟而形成厚度5μm的非黏合层。该非黏合层是玻璃化转变温度为260℃、5%重量减少温度为421℃、230℃下的弹性模量为1700mpa的层。由此,获得如图1般在支撑膜的一面上设置有黏合层、在另一面上设置有非黏合层的实施例2的临时保护膜。黏合层的厚度(a)相对于支撑膜的厚度(c)的比为0.24。在实施例2的临时保护膜中,非黏合层的与和支撑膜相接的面相反侧的面(临时保护膜的背面)的表面粗糙度(ra)在条件1下为0.22μm,在条件2下为0.8μm。
[0146]
实施例3
[0147]
将厚度25μm的聚酰亚胺膜(宇部兴产股份有限公司制造,upilex sga)用作支撑膜。在该聚酰亚胺膜的单面上以60μm的厚度流延清漆a
‑
1,在100℃下干燥10分钟、在300℃下干燥10分钟而获得在支撑膜的单面上具备厚度9μm的黏合层的临时保护膜。黏合层是玻璃化转变温度为230℃、5%重量减少温度为451℃、230℃下的弹性模量为150mpa的层。进而,在聚酰亚胺膜的与设置有黏合层的面相反侧的面上以180μm的厚度流延制造例2中所制造的用于形成非黏合层的清漆b
‑
2,在100℃下干燥10分钟、在300℃下干燥10分钟而形成厚度9μm的非黏合层。该非黏合层的玻璃化转变温度为260℃、5%重量减少温度为421℃、230℃下的弹性模量为1700mpa。由此,获得如图1般在支撑膜的一面上设置有黏合层、在另一面上设置有非黏合层的实施例3的临时保护膜。黏合层的厚度(a)相对于支撑膜的厚度(c)的比为0.36。在实施例3的临时保护膜中,非黏合层的与和支撑膜相接的面相反侧的面(临时保护膜的背面)的表面粗糙度(ra)在条件1下为0.67μm,在条件2下为1.1μm。
[0148]
比较例1
[0149]
作为支撑膜,使用厚度25μm的对表面实施了等离子体处理的聚酰亚胺膜(宇部兴产股份有限公司制造,upilex spa)。在该聚酰亚胺膜的单面上以50μm的厚度流延清漆a
‑
2。将涂膜在100℃下干燥10分钟、在300℃下干燥10分钟而形成厚度10μm的黏合层。该黏合层是玻璃化转变温度为187℃、5%重量减少温度为429℃、230℃下的弹性模量为5mpa的层。进而,在聚酰亚胺膜的相反侧的面上以50μm的厚度流延清漆b
‑
1。将涂膜在100℃下干燥10分钟、在300℃下干燥10分钟而形成厚度10μm的非黏合层。该非黏合层是玻璃化转变温度为260℃、5%重量减少温度为421℃、230℃下的弹性模量为1700mpa的层。由此,获得如图1般在支撑膜的一面上设置有黏合层、在另一面上设置有非黏合层的比较例1的临时保护膜。在比较例1的临时保护膜中,非黏合层的与和支撑膜相接的面相反侧的面(临时保护膜的背面)的表面粗糙度(ra)在条件1下为0.05μm,在条件2下为0.3μm。
[0150]
对以温度250℃、压力8mpa、时间10秒黏合于包覆有钯的铜引线框后的25℃下的与引线框的90度剥离强度进行了测定,结果为150n/m,且在搬送时未产生剥离的不良情况。临时保护膜基本无卷曲,黏合时的操作性良好。与实施例1同样地对引线框的长边方向上的翘曲(x)进行了测定,结果为0.15mm左右。使用黏合有该临时保护膜的引线框,与实施例1同样地进行了半导体元件的黏合、打线接合工序及密封工序,由于在引线框的搬送工序中,引线框与平台的滑动差,因此观察到搬送不良情况。
[0151]
背面的表面粗糙度(ra)在条件1下为0.1μm以上、在条件2下为0.4μm以上的实施例的临时保护膜在25℃下的与引线框的密合性高,而且,在树脂密封后,可从引线框及密封材料剥离,因此能够以高操作性与生产率制造半导体封装体。相对于此,背面的表面粗糙度
(ra)在条件1下小于0.1μm、在条件2下小于0.4μm的比较例的半导体用黏合膜在半导体组装工序中在平台上的滑动差,观察到搬送不良情况,与实施例的临时保护膜相比,操作性及生产率差。
[0152]
比较例2
[0153]
将厚度25μm的聚酰亚胺膜(宇部兴产股份有限公司制造,upilex spa)用作支撑膜。在该聚酰亚胺膜的单面上以40μm的厚度流延清漆a
‑
1。将涂膜在100℃下干燥10分钟、在300℃下干燥10分钟而获得在支撑膜的单面上具备厚度6μm的黏合层的临时保护膜。黏合层是玻璃化转变温度为230℃、5%重量减少温度为451℃、230℃下的弹性模量为150mpa的层。进而,在聚酰亚胺膜的与设置有黏合层的面相反侧的面上以35μm的厚度流延清漆b
‑
1。将涂膜在100℃下干燥10分钟、在300℃下干燥10分钟而形成厚度5μm的非黏合层。该非黏合层是玻璃化转变温度为260℃、5%重量减少温度为421℃、230℃下的弹性模量为1700mpa的层。由此,获得如图1般在支撑膜的一面上设置有黏合层、在另一面上设置有非黏合层的比较例2的临时保护膜。黏合层的厚度(a)相对于支撑膜的厚度(c)的比为0.24。在比较例2的临时保护膜中,非黏合层的与和支撑膜相接的面相反侧的面(临时保护膜的背面)的表面粗糙度(ra)在条件1下为0.06μm,在条件2下为0.3μm。
[0154]
(临时保护膜背面的滑动容易性评价)
[0155]
通过以下的摩擦试验来对实施例1、实施例2及实施例3以及比较例1及比较例2的临时保护膜的与和引线框相接的面相反侧的面(背面)的滑动容易性进行了评价。将临时保护膜在不与引线框相接的面(背面)成为上侧的方向上固定于平滑的台上。将测力计用标准附件平型a
‑
2(依梦达(imada)股份有限公司制造,铝制,重量2.5g,)在其平滑的面成为下侧的方向上放置于临时保护膜上而进行滑动,使用测力计(依梦达(imada)股份有限公司制造的dps
‑
0.5)对此时的应力的最大值进行了测定。将测定结果示于表1中。
[0156]
[表1]
[0157][0158]
实施例的临时保护膜的摩擦试验中的应力的最大值低于比较例的临时保护膜。在使用实施例1的临时保护膜的情况下,确认到无搬送不良情况。相对于此,在使用比较例1的临时保护膜的情况下,产生了搬送不良情况。在摩擦试验中显示出与实施例1的临时保护膜的应力最大值同等以下的应力最大值的实施例1及实施例2的临时保护膜的情况也可称为可充分抑制搬送不良情况。
[0159]
符号说明
[0160]1‑
支撑膜,2
‑
黏合层,3
‑
非黏合层,10
‑
临时保护膜,11
‑
引线框,11a
‑
芯片焊盘,11b
‑
内引线,12
‑
导线,13
‑
密封层,14
‑
半导体元件,20
‑
密封成形体,30
‑
卷轴体,31
‑
卷芯,32
‑
侧板,40
‑
包装袋,50
‑
包装体,60
‑
捆包箱,70
‑
捆包物,100
‑
半导体装置。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1