衬底处理方法及衬底处理装置与流程
1.本技术主张基于2019年5月29日提出的日本专利申请2019
‑
100238号的优先权,该申请的全部内容通过引用并入本文。
2.本发明涉及衬底处理方法及衬底处理装置。成为处理对象的衬底的例子包括半导体晶片、液晶显示装置用衬底,有机el(electroluminescence)显示装置等fpd(flat panel display)用衬底、光盘用衬底、磁盘用衬底、光磁盘用衬底、光掩模用衬底、陶瓷衬底、太阳能电池用衬底等。
背景技术:
3.在半导体装置、液晶显示装置等的制造工序中,对半导体晶片、液晶显示装置用玻璃衬底等衬底的外周部进行使用蚀刻液的处理(外周部蚀刻)。逐片对衬底进行处理的单片式的衬底处理装置,例如具备水平地保持衬底并使其旋转的旋转卡盘、和向被保持于旋转卡盘的衬底的上表面外周部排出蚀刻液的处理液喷嘴(参照下述专利文献1)。
4.有时在被支承于旋转卡盘的衬底会产生翘曲。当衬底产生翘曲时,衬底的外周部相对于衬底的中央部(在该情况下为衬底的中心附近)在上下方向上位移。换言之,衬底的外周部的高度位置相对于衬底的中央在上下方向上位移。如果衬底的表面外周部的高度位置偏离所期望的高度位置,则衬底的表面外周部处的蚀刻宽度恐会偏离所期望的宽度。
5.在下述专利文献1中记载有:为了使实际的蚀刻宽度与期望宽度一致,根据衬底的上表面外周部的各部的高度应变的大小,变更从排出口排出的处理液的排出方向(设置于衬底的上表面外周部的着液位置处的入射角度)。
6.现有技术文献
7.专利文献
8.专利文献1:日本特开20018
‑
46105号公报
技术实现要素:
9.发明所要解决的课题
10.然而,着液位置处的入射角度被设定为能够将外周部蚀刻后的微粒性能保持为最佳的角度。因此,若如专利文献1那样,对衬底的表面外周部的各部分的高度应变的大小进行检测,并根据检测出的各部分的高度变动来变更着液位置处的入射角度,则虽能保持蚀刻宽度(即,处理宽度)的均匀性,但另一方面,恐无法将外周部处理(外周部蚀刻)后的微粒性能保持为最佳。
11.本发明是在这样的背景下完成的,提供能够精密地对衬底的表面外周部处的处理宽度进行控制、且能够抑制或防止外周部处理后的向衬底的表面外周部的微粒附着的衬底处理方法和衬底处理装置。
12.用于解决课题的手段
13.本发明的一实施方式提供一种衬底处理方法,其包括:衬底旋转工序,使由衬底保
持单元保持的衬底绕通过所述衬底的中央部的旋转轴线旋转;外周部处理工序,其与所述衬底旋转工序并行,相对于设置于所述衬底的表面外周部的着液位置,从配置于所述衬底的旋转半径方向的内侧的排出口,向所述着液位置排出处理液,使用处理液对所述表面外周部进行处理;高度应变获取工序,获取所述衬底的所述表面外周部的高度应变;以及内周位置调整工序,一边将从所述排出口排出的处理液的排出方向保持恒定,一边基于通过所述高度应变获取工序获取到的高度应变而对被供给到所述着液位置的处理液的内周位置进行调整。
14.根据该方法,基于获取到的表面外周部的高度应变,对被供给到着液位置的处理液(以下,有时仅称为“着液处理液”)的内周位置进行调整。因此,能够将着液处理液的内周位置调整为与衬底的翘曲状况相应的位置。通过该调整,能够精密地控制由着液处理液形成的液膜的宽度(以下仅称为“液宽”)。
15.另外,由于一边将处理液的排出方向保持恒定,一边调整着液处理液的内周位置,所以能够将从排出口排出的处理液入射于着液位置时的入射角度持续保持为微粒性能高的最佳角度附近的角度。因此,能够抑制或防止外周部处理后的向衬底的表面外周部的微粒附着。
16.由此,能够提供能够精密地控制衬底的表面外周部处的处理宽度、且能够抑制或防止外周部处理后的向衬底的表面外周部的微粒附着的衬底处理方法。
17.所述高度应变获取工序包括:在从所述排出口排出的处理液被供给到所述衬底的所述表面外周部之前,获取所述衬底的所述表面外周部的高度应变的“处理前”高度应变获取工序;和在所述排出口向所述衬底的所述表面外周部排出处理液时,获取所述衬底的所述表面外周部的高度应变的“处理中”高度应变获取工序、中的至少一方。
18.同样,所述内周位置调整工序包括:在从所述排出口排出的处理液被供给到所述衬底的所述表面外周部之前,一边将从所述排出口排出的处理液的排出方向保持恒定,一边基于通过所述高度应变获取工序获取到的高度应变对向所述着液位置供给的处理液的内周位置进行调整的“处理前”内周位置调整工序;和在所述排出口向所述衬底的所述表面外周部排出处理液时,一边将从所述排出口排出的处理液的排出方向保持恒定,一边基于通过所述高度应变获取工序获取到的高度应变对向所述着液位置供给的处理液的内周位置进行调整的“处理中”内周位置调整工序、中的至少一方。
19.在本发明的一实施方式中,所述内周位置调整工序包括一边将所述排出方向保持恒定,一边使所述着液位置在沿着所述衬底的表面的方向且与该着液位置处的切线方向相交叉的移动方向上移动的工序。
20.根据该方法,基于获取到的表面外周部的高度应变,着液位置在移动方向上移动。通过着液位置向移动方向的移动,能够比较容易地对着液处理液的内周位置进行调整。由此,能够比较容易地实现着液处理液的内周位置的精密控制。
21.在本发明的一实施方式中,所述内周位置调整工序包括一边将所述排出方向保持恒定一边变更从所述排出口排出的处理液的流量的工序。
22.根据该方法,基于获取到的表面外周部的高度应变,变更处理液的排出流量。通过处理液的排出流量的变更,能够比较容易地对着液处理液的内周位置进行调整。由此,能够比较容易地实现着液处理液的内周位置的精密控制。
23.在本发明的一实施方式中,所述内周位置调整工序包括一边将所述排出方向保持恒定,一边变更从所述衬底的旋转半径方向的内侧向处于所述表面外周部的处理液喷射的气体的流量的工序。
24.根据该方法,基于获取到的表面外周部的高度应变,变更从衬底的旋转半径方向的内侧向着液处理液喷射的气体的喷射流量。通过喷射流量的变更,能够比较容易地对着液处理液的内周位置进行调整。由此,能够比较容易地实现着液处理液的内周位置的精密控制。
25.在本发明的一实施方式中,所述高度应变获取工序包括获取在所述衬底的圆周方向上分离的、所述表面外周部内的多个位置的各处的高度应变的平均作为高度应变的工序。
26.被保持于衬底保持单元的衬底的翘曲状况、翘曲方向有时在衬底的圆周周方向上发生偏差。
27.根据该方法,获取表面外周部的圆周方向上的多个位置处的高度应变的平均作为衬底的表面外周部的高度应变。因此,即使在衬底的翘曲状况、翘曲方向在衬底的圆周方向上发生偏差的情况下,也能够获取最佳值作为上表面外周部的高度应变。
28.在本发明的一实施方式中,所述衬底处理方法进一步包括与所述衬底旋转工序和所述外周部处理工序并行地对所述衬底中的至少外周部进行加热的衬底加热工序,所述高度应变获取工序包括获取由与所述衬底加热工序的进行相伴的所述衬底的翘曲所引起的高度应变的工序。
29.根据该方法,获取由与衬底加热工序的进行相伴的衬底的翘曲所引起的高度应变。衬底的翘曲伴随衬底加热工序的进行、也就是所伴随衬底被加热的时间增加而发生变化。衬底的表面外周部的高度应变也伴随衬底加热工序的进行而变化。基于这样的高度应变,调整着液处理液的内周位置。
30.伴随衬底加热工序的进行,衬底的翘曲量增大、高度应变发生变化(例如增大)。即便在由于衬底的加热而高度应变发生变化的情况下,只要基于获取到的高度应变对着液处理液的内周位置进行调整,就能够与衬底的翘曲增大无关地将着液处理液的内周位置保持于期望位置。由此,能够良好地实现着液处理液的内周位置的精密控制。
31.在本发明的一实施方式中,所述衬底加热工序包括将加热器配置于能从所述衬底的背面侧至少利用辐射热对该衬底进行加热的加热位置的加热器配置工序。
32.根据该方法,加热器被配置于加热位置,从而衬底至少由辐射热从衬底的背面侧被加热。由此,能够提高衬底的表面外周部处的处理速率。
33.在本发明的一实施方式中,所述高度应变获取工序包括与所述衬底加热工序并行地对所述表面外周部的高度应变进行监视的高度应变监视工序。并且,所述内周位置调整工序包括与所述衬底旋转工序和所述外周部处理工序并行地、基于所述高度应变监视工序中的高度应变的监视结果对所述内周位置进行调整的工序。
34.根据该方法,在外周部处理工序中,表面外周部的高度应变被监视。并且,基于高度应变的监视结果,调整着液处理液的内周位置。即,能够根据表面外周部的高度应变的变化,对着液处理液的内周位置实时地进行调整。基于实际的计测对着液处理液的内周位置进行调整,因此能够精度良好地对着液处理液的内周位置进行调整。
35.在本发明的一实施方式中,所述高度应变获取工序包括基于从所述衬底加热工序的开始起的经过时间对所述表面外周部的高度应变进行运算的加热高度应变运算工序。并且,所述内周位置调整工序包括基于通过所述加热高度应变运算工序求出的高度应变对所述内周位置进行调整的工序。
36.根据该方法,基于从衬底加热工序的开始起的经过时间通过运算来求出表面外周部的高度应变。即,在外周部处理工序中,无需事先对表面外周部的高度应变进行监视。也就是说,在外周部处理工序中无需对表面外周部的高度应变进行计测、就能高精度地对着液处理液的内周位置进行调整。
37.在本发明的一实施方式中,所述加热高度应变运算工序包括参照从所述衬底加热工序的开始起的经过时间与所述表面外周部的高度应变的对应关系来求出高度应变的工序。
38.根据该方法,通过参照对应关系,算出表面外周部的高度应变。由此,能够不对表面外周部的高度应变进行计测地、获取表面外周部的高度应变。
39.在本发明的一实施方式中,所述对应关系是通过使用了执行所述衬底处理方法的衬底处理装置的实验而求出的。
40.根据该方法,通过使用了实现衬底处理方法的衬底处理装置的实验求出对应关系,因此能够更进一步精度良好地获取表面外周部的高度应变。
41.在本发明的一实施方式中,所述衬底保持单元包括不与所述衬底的外周部接触而与所述衬底的中央部接触地对所述衬底进行保持的单元。
42.根据该方法,由衬底保持单元支承衬底的中央部而非衬底的外周部。即使衬底的外周部在上下方向上位移,如果衬底的外周部由衬底保持单元支承,则通过衬底保持单元的支承,衬底的外周部的位移的大小些许缓和。然而,在衬底的中央部由衬底保持单元支承的情况下,衬底的外周部的位移的大小不会因衬底保持单元的支承而缓和。
43.即使在该情况下,通过一边将排出方向保持恒定,一边基于获取到的表面外周部的高度应变对着液处理液的内周位置进行调整,也能够精密地控制衬底的表面外周部处的处理宽度、且抑制或防止外周部处理后的向衬底的表面外周部的微粒附着。
44.本发明的其他实施方式提供衬底处理装置,其包括:衬底保持单元,其对衬底进行保持;衬底旋转单元,其使由所述衬底保持单元保持的所述衬底绕通过所述衬底的中央部的旋转轴线旋转;处理液喷嘴,其具有排出口,相对于由所述衬底保持单元保持的所述衬底的表面外周部,所述排出口配置于所述衬底的旋转半径方向的内侧;处理液供给单元,其向所述处理液喷嘴供给处理液;高度应变获取单元,其获取所述衬底的所述表面外周部的高度应变;内周位置调整单元,其对被供给到设置于所述衬底的表面外周部的着液位置的处理液(即着液处理液)的内周位置进行调整;以及控制装置,其对所述衬底旋转单元、所述处理液供给单元、所述高度应变获取单元以及所述内周位置调整单元进行控制。
45.所述控制装置执行:衬底旋转工序,通过所述衬底旋转单元使由所述衬底保持单元保持的所述衬底绕所述旋转轴线旋转;外周部处理工序,其与所述衬底旋转工序并行,从所述排出口向所述着液位置排出处理液,使用处理液对所述表面外周部进行处理;高度应变获取工序,通过所述高度应变获取单元获取所述衬底的所述表面外周部的高度应变;以及内周位置调整工序,一边将从所述排出口排出的处理液的排出方向保持恒定,一边通过
所述内周位置调整单元,基于通过所述高度应变获取工序获取到的高度应变,对被供给到所述着液位置的的处理液(即着液处理液)的内周位置进行调整。
46.根据该结构,基于获取到的表面外周部的高度应变,对着液处理液的内周位置进行调整。因此,能够将着液处理液的内周位置调整为与衬底的翘曲状况相应的位置。通过该调整,能够精密地对液幅进行控制。
47.另外,一边将处理液的排出方向保持恒定,一边对着液处理液的内周位置进行调整,因此能够将从排出口排出的处理液入射于着液位置时的入射角度持续保持为微粒性能高的最佳角度附近的角度。因此,能够抑制或防止外周部处理后的、向衬底的表面外周部的微粒附着。
48.由此,能够提供能够精密地控制衬底的表面外周部处的处理宽度、且能够抑制或防止外周部处理后的向衬底的表面外周部的微粒附着的衬底处理装置。
49.本发明的上述或进一步的其他目的、特征以及效果,通过参照附图以下叙述的实施方式的说明能够更为明确。
附图说明
50.图1是用于对本发明的第1实施方式的衬底处理装置的内部布局进行说明的图解性的俯视图。
51.图2是用于对所述衬底处理装置所具备的处理单元的结构例进行说明的图解性的剖视图。
52.图3是示出从处理液喷嘴向衬底的上表面外周部排出处理液的状态的剖视图。
53.图4是示出在应被保持于旋转卡盘的衬底产生的翘曲的第1样态的剖视图。
54.图5是表示出在应被该保持于旋转卡盘的衬底产生的翘曲的第2样态的剖视图。
55.图6a~6c是示出在应被保持于旋转卡盘的衬底产生的翘曲的第3样态的图。
56.图7是示出从处理液喷嘴朝向显现第1样态的衬底的上表面外周部排出处理液的状态的剖视图。
57.图8是表示从处理液喷嘴朝向显现第2样态的衬底的上表面外周部排出处理液的状态的剖视图。
58.图9是示出衬底的上表面外周部的处理宽度的主要部分俯视图。
59.图10是用于对所述衬底处理装置的主要部分的电气结构进行说明的框图。
60.图11是用于对所述处理单元所进行的衬底处理例进行说明的流程图。
61.图12是用于对图11所示的外周部蚀刻工序之前的工序的内容进行说明的示意图。
62.图13是用于对所述外周部蚀刻工序的内容进行说明的示意图。
63.图14a是用于对图11所示的高度应变计测工序的内容进行说明的流程图。
64.图14b是用于对图11所示的高度应变监视工序以及着液位置移动工序的内容进行说明的流程图。
65.图15是示出所述外周部蚀刻工序中的蚀刻液的排出状态的一例的剖视图。
66.图16是示出所述外周部蚀刻工序中的蚀刻液的排出状态的另一例的剖视图。
67.图17是用于对本发明的第2实施方式的衬底处理装置的主要部分的电气结构进行说明的框图。
68.图18是示出图17所示的加热时间
‑
高度应变对应表存储部中所存储的加热时间
‑
高度应变对应表的内容的图。
69.图19是用于对第2实施方式的处理单元所进行的衬底处理例进行说明的流程图。
70.图20是用于对图19所示的高度应变运算工序和着液位置移动工序的内容进行说明的流程图。
71.图21是用于对所述着液位置移动工序的第1变形例进行说明的剖视图。
72.图22是用于对所述着液位置移动工序的第1变形例进行说明的剖视图。
73.图23是示出在第3实施方式的衬底处理装置中执行的外周部蚀刻工序中的蚀刻液的排出状态的一个例子的剖视图。
74.图24是示出在第3实施方式的衬底处理装置中执行的外周部蚀刻工序中的蚀刻液的排出状态的一个例子的剖视图。
75.图25是示出在第4实施方式的衬底处理装置中执行的外周部蚀刻工序中的蚀刻液的排出状态的一个例子的剖视图。
76.图26是示出在第4实施方式的衬底处理装置中执行的外周部蚀刻工序中的蚀刻液的排出状态的一个例子的剖视图。
77.图27是示出在第4实施方式的衬底处理装置中执行的外周部蚀刻工序中的蚀刻液的排出状态的一个例子的剖视图。
78.图28是用于对所述着液位置移动工序的第2变形例进行说明的剖视图。
79.图29是用于对所述着液位置移动工序的第2变形例进行说明的剖视图。
80.图30是示出高度应变传感器的变形例的图。
具体实施方式
81.图1是用于对本发明的第1实施方式的衬底处理装置的内部布局进行说明的图解性的俯视图。衬底处理装置1是使用处理液和/或处理气体逐片地对半导体晶片等圆板状的衬底w进行处理的单片式的装置。
82.衬底处理装置1包括:使用处理液对衬底w进行处理的多个处理单元2;载置载具c的装载端口lp,所述载具c收纳由处理单元2处理的多张衬底w;在装载端口lp与处理单元2之间搬送衬底w的搬送机械手ir和cr;以及对衬底处理装置1进行控制的控制装置3。搬送机械手ir在载具c与搬送机械手cr之间搬送衬底w。搬送机械手cr在搬送机械手ir与处理单元2之间搬送衬底w。多个处理单元2例如具有同样的结构。
83.图2是用于对处理单元2的结构例进行说明的图解剖视图。图3是示出从配置于处理位置的处理液喷嘴6排出处理液的状态的剖视图。
84.如图2所示,处理单元2是用处理液(例如药液和冲洗液)对衬底w的外周部101(参照图3等)、更具体地为衬底w的上表面(表面(器件形成面))的外周部101(以下,称为“上表面外周部102”(表面外周部)。参照图3等)以及衬底w的周端面103(参照图3等)进行处理(顶边(top side)处理)的单元。在该实施方式中,外周部101包括上表面外周部102、衬底w的周端面103以及衬底w的下表面(背面(非器件形成面))的外周部。另外,在该实施方式中,上表面外周部102例如是指衬底w的上表面的外周部中的、距衬底w的周端面103具有零点几毫米~几毫米左右的宽度的环状区域。
85.如图2所示,处理单元2包括:具有内部空间的箱形的处理腔室4;在处理腔室4内以水平的姿势保持一片衬底w并使衬底w绕通过衬底w中心的铅垂的旋转轴线a1旋转的旋转卡盘(衬底保持单元)5;用于向由旋转卡盘5保持的衬底w的上表面外周部102排出处理液的处理液喷嘴6;用于向处理液喷嘴6供给作为药液的一个例子的蚀刻液的蚀刻液供给单元(处理液供给单元)7;用于向处理液喷嘴6供给冲洗液的冲洗液供给单元(处理液供给单元)8;配置于由旋转卡盘5保持的衬底w的上方的遮断构件9;配置于被保持于旋转卡盘5的衬底w的下方的加热板(加热器)10;包围旋转卡盘5侧方的筒状的处理杯11;以及用于对由旋转卡盘5保持的衬底w处的上表面外周部102相对于上表面中央部(该情况下为衬底w的中心附近)的高度应变hd(高度位置)进行计测的高度应变传感器12。
86.如图2所示,处理腔室4包括:箱状的分隔壁13;作为从分隔壁13的上部向分隔壁13内(相当于处理腔室4内)输送清洁空气的送风单元的ffu(风扇过滤单元)14;以及从分隔壁13的下部排出处理腔室4内的气体的排气装置(未图示)。
87.如图2所示,ffu14配置于分隔壁13的上方、安装于分隔壁13的顶部。ffu14从分隔壁13的顶部向处理腔室4内输送清洁空气。排气装置经由连接于处理杯11内的排气管道15而连接于处理杯11的底部,从处理杯11的底部对处理杯11的内部进行吸引。通过ffu14和排气装置,在处理室4内形成向下流动(down flow)(下降流)。
88.如图2所示,在本实施方式中,旋转卡盘5是真空吸附式的卡盘(真空卡盘)。旋转卡盘5对衬底w的下表面的中央部进行吸附支承。旋转卡盘5具备在铅垂方向上延伸的旋转轴16、安装于该旋转轴16的上端并以水平的姿势吸附并保持衬底w的下表面的旋转基座17、以及具有同轴地结合于旋转轴16的旋转轴的旋转马达(衬底旋转单元)18。旋转基座17包括具有比衬底w的外径小的外径的水平圆形的上表面17a。衬底w的下表面的中央部以使得衬底w的中心与上表面17a的中心一致的方式放置于上表面17a。在与衬底w的背面相当的衬底w的下表面被吸附保持于旋转基座17的状态下,衬底w的外周部101伸出到比旋转基座17的周端缘更靠外侧。旋转马达18被驱动,从而衬底w绕旋转轴16的中心轴线旋转。
89.如图2所示,处理液喷嘴6例如是以连续流的状态排出液体的直喷嘴。处理液喷嘴6是能够在衬底w的上表面内变更处理液冲击衬底w的上表面的着液位置的扫描喷嘴。处理液喷嘴6安装于大致水平地延伸的喷嘴臂40的前端部。在喷嘴臂40结合有臂移动单元(排出口位置移动单元,内周位置调整单元)41,其使喷嘴臂40绕设置于旋转卡盘5侧方的铅垂的摆动轴线摆动。臂移动单元41例如是伺服马达。通过臂移动单元41的驱动,能够使喷嘴臂40绕所述摆动轴线在水平面内摆动,由此,能够使处理液喷嘴6转动。通过处理液喷嘴6的转动,在上表面外周部102,处理液喷嘴6沿着衬底w的旋转半径方向rd(与旋转轴线a1正交的方向。以下简称为“径向rd”)移动。
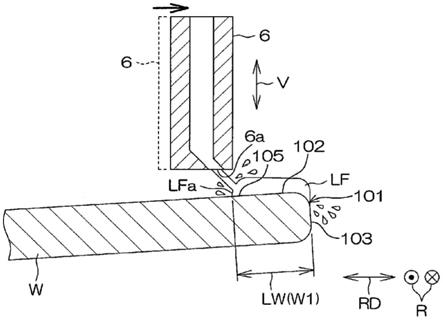
90.如图3所示,处理液喷嘴6向上表面外周部102内的着液位置(以下简称为“着液位置105”)排出处理液。处理液喷嘴6的排出口6a配置于径向rd上的着液位置105的内侧。因此,处理液喷嘴6在从排出口6a向着液位置105并向斜外侧延伸的排出方向上,向下方排出处理液(药液或冲洗液)。衬底w的上表面是供器件形成的器件形成面,被圆环状的上表面外周部102所包围的衬底w的上表面内的圆形区域是供器件形成的器件形成区域。由于从径向rd的内侧向着液位置105排出处理液,因此能够抑制或防止处理液向器件形成区域的液体飞溅。
91.从排出口6a排出处理液的排出方向是在俯视下沿着径向rd的方向、且是相对于衬底w的上表面以规定角度(入射角度)入射的方向。作为该入射角度,通过进行实验等决定最佳的角度。从排出口6a排出处理液的排出方向被设定为,在由旋转卡盘5保持着没有翘曲的衬底w的情况下,入射角度成为最佳的角度。在该实施方式中,处理液喷嘴6不能变更其姿势。即使在衬底w存在翘曲,量也很少。因此,入射到着液位置105的处理液的角度(入射角度)与衬底w的翘曲无关,是恒定的。
92.从处理液喷嘴6排出的处理液撞击着液位置105之后,沿着衬底w的上表面从着液位置105呈放射状地扩散。在衬底w旋转的情况下,从着液位置105呈放射状地扩散的处理液一边向衬底w的径向rd上的外侧扩散,一边沿着衬底w的上表面外周部102向衬底w的旋转方向r上的下游流动。由此,圆环状的处理液的液膜lf形成于上表面外周部102,并保持于上表面外周部102。
93.处理液的液膜lf的宽度w1(以下称为“液宽w1”)是指处理液的液膜lf与衬底w的上表面接触的区域中的、从径向rd上的最内侧的位置到衬底w的周端面103为止的衬底w的径向rd上的长度。液体宽度w1与处理宽度相当。处理液的液膜lf的内周位置(着液处理液的内周位置)lfa是指处理液的液膜lf与衬底w的上表面接触的区域中的径向rd上的最内侧的位置。内周位置lfa配置于从旋转轴线a1向径向rd的距离恒定的圆周上。
94.根据着液位置105,处理液的液膜lf的内周位置(着液处理液的内周位置)lfa发生变化,液体宽度w1发生变化。即,当使着液位置105向径向rd上的外侧移动时,内周位置lfa向径向rd上的外侧移动,液体宽度w1减小。当使着液位置105向径向rd上的内侧移动时,内周位置lfa向径向rd上的内侧移动,液体宽度w1增加。因此,通过高精度地控制着液位置105,能够高精度地控制内周位置lfa和液体宽度w1,进而能够高精度地控制处理宽度。
95.如图2所示,蚀刻液供给单元7包括:连接于处理液喷嘴6,将来自蚀刻液供给源的蚀刻液向处理液喷嘴6供给的蚀刻液配管20,;和介装于蚀刻液配管20的中途部,用于开闭蚀刻液配管20的蚀刻液阀21。作为从蚀刻液供给源供给的蚀刻液,使用稀氢氟酸(dhf)、缓冲氢氟酸(bhf)。另外,作为蚀刻液,也可以使用浓氢氟酸(conchf)、氟硝酸(氢氟酸和硝酸(hno3)的混合液)、氟化铵等。
96.如图2所示,冲洗液供给单元8包括:连接于处理液喷嘴6,将来自冲洗液供给源的冲洗液向处理液喷嘴6供给的冲洗液配管22;和介装于冲洗液配管22的中途部,用于开闭冲洗液配管22的冲洗液阀23。从冲洗液供给源供给的冲洗液例如是水。作为水的一例,可以举出diw(去离子水)。但是,水也可以是碳酸水、电解离子水、含氢水、臭氧水、稀释浓度(例如10~100ppm左右)的盐酸水、还原水(含氢水)、脱气水等。
97.若在冲洗液阀23关闭的状态下打开蚀刻液阀21,则从蚀刻液配管20供给到处理液喷嘴6的蚀刻液被从设定于处理液喷嘴6的下端的排出口6a(参照图3)排出。需要说明的是,若在蚀刻液阀21关闭的状态下打开冲洗液阀23,则从冲洗液配管22供给到处理液喷嘴6的冲洗液被从排出口6a排出。
98.如图2所示,遮断构件9包括遮断板24和沿上下方向v(参照图3)贯通遮断板24的中央部的上表面喷嘴25。在遮断板24结合有包括电动马达等结构的遮断板旋转单元26。遮断板旋转单元26使遮断板24绕与旋转轴线a1同轴的旋转轴线(未图示)旋转。
99.遮断板24具有比衬底w的外径小的外径。遮断板24在其下表面具有与衬底w的上表
面相对的圆形的衬底相对面24a。在衬底对置面24a的中央部形成有上下贯通隔断板24的圆筒状的贯通孔24b。上表面喷嘴25插通于贯通孔24b。由于遮断板24的直径比衬底w小,所以在使遮断板24接近衬底w的上表面的状态下,衬底w的上表面中央部被遮断板24覆盖,但上表面外周部102露出。
100.上面表喷嘴25能够一体升降移动地安装于遮断板24。上表面喷嘴25在其下端部具有与被保持于旋转卡盘5的衬底w的上表面中央部相对的排出口25a。在上表面喷嘴25连接有气体配管28。在气体配管28介装有对气体配管28进行开闭的气阀29。被向气体配管28供给的气体是除湿后的气体,特别是非活性气体。非活性气体例如包括氮气、氩气。通过打开气阀29,向上表面喷嘴25供给非活性气体。由此,从排出口25a向下排出非活性气体,被排出的非活性气体吹喷到衬底w的表面。另外,气体也可以是空气等活性气体。
101.如图2所示,在遮断构件9结合有包括电动机、滚珠丝杠等的遮断构件升降单元27。遮断构件升降单元27使遮断板24及上表面喷嘴25沿上下方向v进行升降。遮断构件升降单元27使遮断构件9在遮断位置与退避位置之间进行升降,该遮断位置是衬底相对面24a接近被保持于旋转卡盘5的衬底w的上表面中央部的位置(图13所示的位置),该退避位置是比遮断位置大幅地向上方退避的位置(图2和图12所示的位置)。遮断构件升降单元27能够在遮断位置和退避位置这两处对遮断板24进行保持。遮断构件9的遮断位置是在衬底相对面24a与衬底w的表面之间形成遮断空间的位置。该遮断空间并非与其周围空间完全隔离,而是没有从周围空间向遮断空间的流体(气体和液体)流入。即,该遮断空间实质上与其周围的空间遮断。
102.如图2所示,加热板10形成为圆环状,以包围旋转卡盘5的外周的方式设置。加热板10具有上表面10a。加热板10具有与衬底w的外径相等的外径。加热板10的上表面10a的外周部与被保持于旋转卡盘5的衬底w的下表面的外周部的所有区域相对。在加热板10中内置有内置加热器31。内置加热器31是产生焦耳热的加热器,例如是通过通电而发热的电热线。即使旋转卡盘5旋转,加热板10也不旋转。加热板10的上表面10a的温度在面内是均匀的。通过来自加热板10的辐射热,衬底w的外周部101被均匀地加热。通过利用加热板10从衬底w的下表面侧对衬底w的外周部101进行加热,从而能够提高上表面外周部102处的处理速率(蚀刻速率(每单位时间的蚀刻量))。
103.如图2所示,在加热板10结合有用于使加热板10保持水平姿势地进行升降的加热板升降单元(加热器移动单元)32。加热板升降单元32例如由滚珠丝杠、马达构成。通过加热板升降单元32的驱动,加热板10能够在上表面10a接近衬底w的下表面的外周部的加热位置(图13所示的位置)与设置于比加热位置靠下方之处的退避位置(图12所示的位置)之间升降。加热板升降单元32能够在加热位置和退避位置这两处对加热板10进行保持。
104.在加热板10配置于加热位置的状态下,来自加热板10的辐射热到达衬底w的外周部101,外周部101被加热。另一方面,在加热板10配置于退避位置的状态下,来自加热板10的辐射热几乎不会到达衬底w的外周部101,外周部101不会被加热板10加热。另外,通过加热板10的升降,上表面10a与衬底w的下表面之间的间隔发生变更。
105.如图2所示,处理杯11配置于比保持于旋转卡盘5的衬底w靠外侧(离开旋转轴线a1的方向)的位置。处理杯11包围旋转基座17。在旋转卡盘5使衬底w旋转的状态下,当向衬底w供给处理液时,被供给到衬底w的处理液被甩到衬底w的周围。在向衬底w供给处理液时,向
上打开的处理杯11的上端部11a(参照图2)被配置于比旋转基座17靠上方的位置。因此,被排出到衬底w周围的蚀刻液、冲洗液等处理液被处理杯11接住。然后,对被处理杯11接住的处理液进行排液处理。
106.如图2所示,在本实施方式中,高度应变传感器12包括对上表面外周部102的高度位置进行检测的高度位置传感器。高度应变传感器12例如是反射型的光电传感器,包括投光部和受光部。在上表面外周部102使从投光部投射的光反射,受光部接收该反射光。高度应变传感器12基于进入于受光部的光量对上表面外周部102的高度位置进行计测。高度应变传感器12安装于大致水平地延伸的传感器臂33的前端部。
107.在本实施方式中,由高度应变传感器12和控制装置3构成对高度应变hd(高度应变hd的大小和高度应变hd的方向)进行计测的高度应变计测单元(高度应变获取单元)。高度应变hd(参照图4、图5和图6c)表示衬底w的上表面外周部102相对于衬底w的上表面中央部(在该情况下为衬底w的上表面的中心附近)在上下方向上的位移。高度应变hd包括高度应变hd的大小和高度应变hd的方向(上方向和下方向)。
108.在传感器臂33结合有臂移动单元34,其使传感器臂33绕设置于旋转卡盘5侧方的铅垂的摆动轴线摆动。臂移动单元34例如是伺服马达。通过臂移动单元34的驱动使传感器臂33绕所述摆动轴线在水平面内摆动,由此能够使高度应变传感器12在高度应变传感器12与上表面外周部102在上下方向上相对的计测位置和设定于旋转卡盘5侧方的退避位置之间移动。计测位置被设定为,即使在高度应变hd的大小大的情况下也能够通过高度应变传感器12对上表面外周部102的高度进行检测的位置。
109.图4是示出在应被保持于旋转卡盘5的衬底w所产生的翘曲的第1样态的剖视图。图5是示出在应被保持于旋转卡盘5的衬底w所产生的翘曲的第2样态的剖视图。图6a是示出在应被保持于旋转卡盘5的衬底w所产生的翘曲的第3样态的俯视图。图6b是沿着图6a所示的切断线vib
‑
vib的衬底w的剖视图。图6c是沿着图6a所示的切断线vic
‑
vic的衬底w的剖视图。
110.如图4~图6c所示,存在在要向处理单元2搬入的衬底w产生翘曲的情况。随着近年来的衬底w的大径化、器件向衬底w的高集成化,衬底w的翘曲逐渐显著。在产生翘曲的衬底w中,衬底w的外周部101相对于衬底w的中央部(在该情况下为衬底w的中心附近)在上下方向v上位移。在衬底w的上表面外周部102相对于上表面中央部的位移是如图4所示那样向上方的位移的情况下,上表面外周部102的高度应变hd为正值。另一方面,如图5所示,在衬底w的上表面外周部102相对于上表面中央部的位移是如图5所示那样向下方向的位移的情况下,上表面外周部102的高度应变hd为负值。
111.作为在衬底w产生的翘曲的样态,有衬底w呈向下凸的碗状的第1样态(参照图4)和衬底w呈向上凸的碗状的第2样态(参照图5)。在第1样态中,外周部101的大致整个区域相对于衬底w的中央部(在该情况下为衬底w的中心附近)向表面(器件形成面)侧(即上方)位移。另外,在第2样态中,外周部101的大致整个区域相对于衬底w的中央部(在该情况下为衬底w的中心附近)向背面(与器件形成面相反的一面)侧(即下方)位移。
112.特别是在纵向层叠存储单元阵列的3d
‑
nand型中,随着接近衬底w的中心,对衬底w作用大的载荷。因此,在3d
‑
nand型中,有时衬底w呈现第1样态。
113.另外,衬底w的翘曲的样态并不限定于碗状的第1样态及第2样态。在衬底w的翘曲
的样态中,也存在圆周方向的一部分相对于衬底w的中央部在上下方向v上位移的第3样态(参照图6a~6c)(所谓的薯片型)。该第3样态也包括衬底w的外周部101的圆周方向的一部分相对于衬底w的中央部向上方和下方中的一方位移,而衬底w的外周部101的圆周方向的其他部分相对于衬底w的中央部向上方和下方中的另一方位移的样态。
114.另外,对衬底w进行保持的旋转卡盘5是不支承衬底w的外周部101而支承衬底w的中央部(特别是在本实施方式中,是包括衬底w的中心在内的小径的区域),由此对衬底w进行保持的类型。假设在旋转卡盘5不支承衬底w的中央部而支承衬底w的外周部101的情况下,衬底w的翘曲(即,高度应变hd的大小)些许缓和。然而,在由旋转卡盘5不支承衬底w的外周部101而支承衬底w的中央部的情况下,衬底w的翘曲(即,高度应变hd的大小)不会因旋转卡盘5的支承而缓和。
115.而且,在处理单元2中,在通过加热板10等对被保持于旋转卡盘5的衬底w进行加热的情况下,伴随着该加热的进行,即,伴随着衬底w的加热时间的增加,在衬底w产生的翘曲的量(即,高度应变hd的大小)恐会增大。
116.图7是示出从处理液喷嘴6向显现第1样态的衬底w的上表面外周部102排出处理液的状态的剖视图。图8是示出从处理液喷嘴6向显现第2样态的衬底w的上表面外周部102排出处理液的状态的剖视图。图9是示出衬底w的上表面外周部102的处理宽度的主要部分俯视图。
117.由于从处理液喷嘴6排出处理液的排出方向相对于衬底w的上表面倾斜,所以在衬底w的外周部101相对于衬底w的中央部(在该情况下为衬底w的中心附近)在上下方向v上位移的情况下,根据衬底w的外周部101的位移(位移方向及其位移量),上表面外周部102中的处理液的着液位置105在径向rd上变动。
118.具体而言,在衬底w的外周部101相对于衬底w的中央部(在该情况下为衬底w的中心附近)向上方位移的情况下(参照图4以及图6b等),如图7所示,与没有这样的位移的情况(参照图3参照)相比,着液位置105被配置于背离衬底w的周端面103这样的位置。而且,液膜lf的内周位置lfa位于比较靠近内侧的位置,其结果是,液膜lf的液体宽度lw(液体宽度w2)比所期望的液体宽度w1宽(液体宽度w2>液体宽度w1)。
119.另一方面,在衬底w的外周部101相对于衬底w的中央部(该情况下为衬底w的中心附近)向下方位移的情况下(参照图5等),如图8所示,与没有这种位移的情况(参照图3等)相比,着液位置105被配置于接近衬底w的周端面103这样的位置。而且,液膜lf的内周位置lfa位于比较靠外侧的位置,其结果是,液膜lf的液宽lw(液宽w3)比所期望的液宽w1窄(液宽w3<液宽w1)。
120.其结果,如图9所示,处理宽度(即,液膜lf的液宽lw),在衬底w的外周部101相对于衬底w的中央部(该情况下为衬底w的中心附近)向上方位移的情况下(在图9中用双点划线表示处理宽度)、在衬底w的外周部101相对于衬底w的中央部(该情况下为衬底w的中心附近)向下方位移的情况(在图9中用单点划线表示处理宽度)下和没有这样的位移的情况(在图9中用虚线表示处理宽度)下不同。
121.图10是用于对衬底处理装置1的主要部分的电气结构进行说明的框图。
122.控制装置3例如用微型计算机构成。控制装置3具有cpu等运算单元51、固定存储器件(未图示)、硬盘驱动器等存储单元52、输出单元53以及输入单元(未图示)。在存储单元52
中存储有运算单元51所执行的程序。
123.存储单元52包括可电改写数据的非易失性存储器。存储单元52包括存储制程(recipe)的制程存储部,该制程对针对衬底w的各处理的内容作出规定。
124.在控制装置3作为控制对象连接有旋转马达18、臂移动单元41、臂移动单元34、内置加热器31、加热板升降单元32、蚀刻液阀21、冲洗液阀23、气阀29等。控制装置3对旋转马达18、臂移动单元41、臂移动单元34、内置加热器31、加热板升降单元32等的动作进行控制。另外,控制装置3对蚀刻液阀21、冲洗液阀23、气阀29等进行开闭。另外,向控制装置3输入高度应变传感器12的检测值。
125.图11是用于对处理单元2的衬底处理例进行说明的流程图。图12是用于对外周部蚀刻工序(s5)之前的工序的内容进行说明的示意图。图13是用于对外周部蚀刻工序(s5)的内容进行说明的示意图。图14a是用于对高度应变计测工序(s4)的内容进行说明的流程图。图14b是用于对高度应变监视工序(s6)及着液位置移动工序(内周位置调整工序。s7)的内容进行说明的流程图。图15是示出外周部蚀刻工序(s5)中的蚀刻液的排出状态的一例的剖视图。图16是示出外周部蚀刻工序(s5)中的蚀刻液的排出状态的其他例子的剖视图。
126.参照图1、图2、图10、图11等对该衬底处理例进行说明。适当参照图3、图12~图16。
127.首先,将未处理的衬底w搬入到处理腔室4的内部(图11的s1)。具体而言,通过使保持衬底w的搬送机械手cr的手部h进入到处理腔室4的内部,以使器件形成面(表面)朝向上方的状态,将衬底w交接给旋转卡盘5。此时,处理液喷嘴6和高度应变传感器12被配置于退避位置,加热板10被配置于退避位置。遮断构件9也被配置于退避位置。
128.然后,在向处理腔室4的内部搬入衬底w之后,衬底w的下表面(背面)中央部被吸附支撑,从而由旋转卡盘5保持衬底w(衬底旋转工序。图11的s2)。
129.接着,控制装置3控制旋转马达18,使衬底w开始旋转(图11的s3)。
130.另外,控制装置3通过由内置加热器31产生焦耳热,从而使加热板10的上表面10a升温至规定的高温,并保持在该高温。此时,如图12所示,加热板10被配置于退避位置。
131.另外,控制装置3控制臂移动单元34,使高度应变传感器12从退避位置移动到计测位置。其结果是,如图12所示,高度应变传感器12被配置于计测位置。
132.当衬底w的旋转达到规定的计测速度(例如50rpm~200rpm)时,控制装置3一边将衬底w的旋转速度保持为计测速度,一边使用高度应变传感器12开始进行上表面外周部102的高度应变hd的计测(图11的s4:高度应变计测工序)。具体而言,控制装置3一边使衬底w绕旋转轴线a1转动,一边利用高度应变传感器12对上表面外周部102中的位于高度应变传感器12下方的区域的高度应变hd进行计测。在高度应变hd的计测开始后,当衬底w结束至少一周(360
°
)转动时,控制装置3认为已对圆周方向的各部分处的高度应变hd进行了计测,结束高度应变hd的计测。
133.具体而言,如图14a所示,在高度应变计测工序(s4)中,控制装置3使用高度应变传感器12对上表面外周部102的各部分处的高度应变hd(高度应变hd的大小和高度应变hd的方向)进行计测(图14a的s11)。然后,根据该计测结果,控制装置3算出上表面外周部102的各部分处的高度应变hd的平均、即平均高度应变(图14a的s12)。
134.通过执行高度应变计测工序(s4),控制装置3能够掌握被保持于旋转卡盘5的衬底w(搬入到处理腔室4的衬底w)的翘曲状况(圆周方向的各部分处的高度应变hd)。高度应变
计测工序(s4)的执行时间例如约为5秒钟。
135.在高度应变计测工序(s4)结束后,控制装置3控制旋转马达18,使衬底w加速到处理速度。
136.然后,当衬底w的转速达到预先确定的处理速度(约300rpm~约1000rpm)时,接着,控制装置3进行对衬底w的外周部101进行蚀刻处理的外周部蚀刻工序(外周部处理工序。图11的s5)。在外周部蚀刻工序(s5)中,一边使衬底w旋转,一边从处理液喷嘴6向上表面外周部102排出蚀刻液。
137.在外周部蚀刻工序(s5)开始之前,控制装置3控制臂移动单元41,如图13所示那样使处理液喷嘴6从退避位置移动到处理位置(图3和图13所示的位置)。然后,控制装置3通过在保持冲洗液阀23关闭的状态下打开蚀刻液阀21,从而使处理液喷嘴6的排出口6a排出蚀刻液。通过蚀刻液的排出开始,外周部蚀刻工序(s5)开始。
138.另外,在外周部蚀刻工序(s5)开始时,控制装置3控制加热板升降单元32,使加热板10从退避位置(图12所示的位置)上升到加热位置(图13所示的位置),并在该加热位置保持加热板10(加热器配置工序)。由此,通过加热板10对衬底w的外周部101进行加热(衬底加热工序)。
139.另外,在外周部蚀刻工序(s5)中,控制装置3打开气阀29。由此,从排出口25a排出气体。通过从上表面喷嘴25排出的气体,在衬底w的上方形成从衬底w的中央部向外周部101流动的放射状气流。由此,在外周部蚀刻工序(s5)中,能够更加有效地抑制或防止被供给到衬底w的上表面外周部102的蚀刻液进入衬底w的上表面的中央部(器件形成区域)。
140.另外,在外周部蚀刻工序(s5)开始之前,控制装置3控制遮断构件升降单元27而使遮断构件9从退避位置(图12所示的位置)下降到遮断位置(图13所示的位置),并在该遮断位置保持遮断构件9。由此,衬底w的上表面的中央部的上方空间被遮断构件9的遮断板24相对于其周围遮断。由此,在外周部蚀刻工序(s5)中,能够有效地抑制或防止被供给到衬底w的上表面外周部102的蚀刻液进入衬底w的上表面的中央部(器件形成区域)。另外,控制装置3控制遮断板旋转单元26,使遮断板24在与衬底w的旋转相同的方向上以同等的速度旋转。
141.在要被搬入处理单元2的衬底w产生图4~图6c中的任一个所示的翘曲的情况下,为了抑制由衬底w的翘曲所引起的处理宽度(蚀刻宽度)的变动,在外周部蚀刻工序(s5)之前,基于通过高度应变计测工序(s4)求出的上表面外周部102的高度应变hd,使处理液喷嘴6的处理位置(初始的处理位置)在径向rd上移动。由此,能够将外周部蚀刻工序(s5)刚开始后的液膜lf的内周位置lfa调整得接近期望位置。
142.另外,由于外周部蚀刻工序(s5)中的加热板10对衬底w的加热,在衬底w产生的翘曲的量(即,高度应变hd的大小)恐会增大。为了应对这样的翘曲的增大,在外周部蚀刻工序(s5)开始后,遍历外周部蚀刻工序(s5)的整个期间,始终监视上表面外周部102的高度位置(即,高度应变hd),根据监视到的高度应变hd,液膜lf的内周位置lfa调整为接近期望位置。即,根据上表面外周部102的当前的高度应变hd,实时地对液膜lf的内周位置lfa进行调整(高度应变监视工序(s6)和着液位置移动工序(s7))。
143.以下,具体地进行说明。如图14b所示,在高度应变监视工序(s6)和着液位置移动工序(s7)中,控制装置3始终监视高度应变传感器12的检测值。由此,对上表面外周部102的
各部分处的高度位置进行计测(图14b的s16)。具体而言,控制装置3(运算单元51(参照图10))基于计测出的上表面外周部102的各部分处的高度位置与预先存储于存储单元52(参照图10)的衬底w的上表面的中央部的高度位置之差,求出上表面外周部102的各部分处的高度应变hd(高度应变hd的大小和高度应变hd的方向)。
144.然后,控制装置3根据算出的上表面外周部102的各部分处的高度应变hd,运算作为上表面外周部102的各部分处的高度应变hd的平均的当前的平均高度应变(图14b的s17:加热高度应变运算工序)。
145.另外,图14b的s16和s17的各工序也可以预先求出上表面外周部102的各部分处的高度位置的平均、即当前的平均高度位置。在这种情况下,也可以基于该平均高度位置与预先存储于存储单元52(参照图10)的衬底w的上表面的中央部的高度位置之差,运算上表面外周部102的各部分处的高度应变hd的平均、即平均高度应变。
146.然后,在算出的当前的平均高度应变的大小为阈值以上的情况下(图14b的s18中的是),一边将从排出口6a排出的蚀刻液的排出方向相对于旋转轴线a保持恒定,一边使处理液喷嘴6在径向rd上移动(图14的s19)。高度应变监视工序(s6)和着液位置移动工序(s7)的各工序遍历外周部蚀刻工序(s5)的整个期间地进行。
147.在外周部蚀刻工序(s5)中,在衬底w的外周部101相对于衬底w的中央部(在该情况下为衬底w的中心附近)向上方位移的情况下(参照图4以及图6b等),如图15所示,控制装置3与没有这样的位移的情况(参照图3)相比较,使处理液喷嘴6的位置从原来的位置(图16中用虚线所示的位置)向径向rd的外侧移动,一边将从排出口6a排出的蚀刻液的排出方向保持恒定,一边使着液位置105接近衬底w的周端面103。在该情况下,控制装置3使液膜lf的内周位置lfa配置于与没有这样的位移的情况(参照图3)同样的位置。其结果是,液膜lf的液宽lw可保持为液宽w1。
148.另一方面,在外周部蚀刻工序(s5)中,在衬底w的外周部101相对于衬底w的中央部(在该情况下为衬底w的中心附近)向下方位移的情况下(参照图5等),如图16所示,与没有这样的位移的情况(参照图3等)相比较,控制装置3使处理液喷嘴6的位置从原来的位置(图16中用虚线所示的位置)向径向rd的内侧移动,一边将从排出口6a排出的蚀刻液的排出方向保持恒定,一边使着液位置105背离衬底w的周端面103。在这种情况下,能够将液膜lf的内周位置lfa配置于与没有这种位移的情况(图3参照)同样的位置。其结果是,液膜lf的液宽lw可保持为液宽w1。
149.在外周部蚀刻工序(s5)中,当从蚀刻液的排出开始经过预先规定的期间时,控制装置3关闭蚀刻液阀21。由此,停止(结束)从处理液喷嘴6排出蚀刻液。通过蚀刻液的排出结束,外周部蚀刻工序(s5)结束。
150.另外,控制装置3控制加热板升降单元32,使加热板10从加热位置(图13所示的位置)下降到退避位置(图12所示的位置)。控制装置3控制臂移动单元41和臂移动单元34,使处理液喷嘴6和高度应变传感器12分别退避到退避位置。
151.在外周部蚀刻工序(s5)结束后,接着,控制装置3执行使用冲洗液对衬底w的外周部101进行处理的外周部冲洗工序(图11的s8)。外周部冲洗工序(s8)在衬底w的旋转处于规定的处理速度(约300rpm~约1000rpm的规定速度)的状态下执行。具体而言,当衬底w的旋转达到处理速度时,控制装置3一边关闭蚀刻液阀21一边打开冲洗液阀23,由此开始从处理
液喷嘴6的排出口6a排出冲洗液。通过冲洗液的排出开始,外周部冲洗工序(s8)开始。当从冲洗液的排出开始经过预先规定的期间时,控制装置3关闭冲洗液阀23。由此,停止(结束)从处理液喷嘴6排出冲洗液。通过冲洗液的排出结束,外周部冲洗工序(s8)结束。
152.接着,进行使衬底w干燥的旋转干燥(图11的s9)。具体地说,控制装置3控制旋转马达18,使衬底w加速到比s2~s8的各工序中的旋转速度大的干燥速度(例如数千rpm),使衬底w以该干燥速度旋转。另外,控制装置3控制遮断板旋转单元26,使遮断板24在与衬底w相同的方向上以同等的速度旋转。
153.另外,由此,对衬底w上的液体施加大的离心力,附着于衬底w的外周部101的液体被甩到衬底w的周围。这样一来,液体被从衬底w的外周部101除去,衬底w的外周部101干燥。
154.当从衬底w的高速旋转开始经过规定期间时,控制装置3通过控制旋转马达18,使利用旋转卡盘5所实现的衬底w的旋转停止。在衬底w的旋转停止后,控制装置3使遮断构件9向退避位置上升,且关闭气阀29。另外,控制装置3控制遮断板旋转单元26,使遮断板24的旋转停止。
155.然后,从处理腔室4内搬出衬底w(图11的工序s10)。具体而言,控制装置3使搬送机械手cr的手部h进入处理腔室4的内部。然后,控制装置3将旋转卡盘5对衬底w的吸附解除,使旋转卡盘5上的衬底w保持于搬送机械手cr的手部h。之后,控制装置3使搬送机械手cr的手部h从处理腔室4内退避。由此,处理后的衬底w被从处理腔室4搬出。
156.如上所述,根据本实施方式,通过基于计测出的上表面外周部102的高度位置使着液位置105在径向rd上移动,从而调整成由向着液位置105供给的蚀刻液所形成的液膜lf的内周位置lfa接近预期位置。因此,能够将液膜lf的内周位置lfa调整到与衬底w的翘曲状况相应的位置。通过该调整,能够精密地控制液体宽度lw。
157.另外,由于一边将从排出口6a排出蚀刻液的排出方向保持恒定,一边调整液膜lf的内周位置lfa,所以能够将入射角度持续保持为微粒性能高的最佳角度附近的角度。因此,能够抑制或防止外周部蚀刻工序(s5)后的上表面外周部102处的微粒附着。
158.由此,能够精密地控制上表面外周部102的蚀刻宽度,且能够抑制或防止外周部蚀刻工序(s5)后的上表面外周部102处的微粒附着。
159.另外,通过着液位置105向径向rd的移动,能够比较容易地调整液膜lf的内周位置lfa。由此,能够比较容易地实现液体宽度lw的精密控制。
160.另外,有时衬底w的翘曲状况、翘曲的方向在衬底w的圆周方向上有偏差。不限于第3样态(参照图6a~6c)等情况,即使衬底w的翘曲样态为碗状(第1样态(参照图4)、第2样态(参照图4)),有时也存在这样的偏差。
161.获取上表面外周部102的圆周方向的各部分处的高度应变hd的平均值作为上表面外周部102的高度应变hd。因此,即使在衬底w的翘曲状况、翘曲的方向在衬底w的圆周方向上有偏差的情况下,也能够获取最佳值作为上表面外周部102的高度应变hd。
162.另外,在外周部蚀刻工序(s5)中获取伴随衬底w的加热的进行而增大的高度应变hd,基于获取到的高度应变hd对液膜lf的内周位置lfa进行调整。伴随对衬底w的加热进行,衬底w的翘曲量增大,高度应变hd发生变化(例如增大)。通过基于与衬底w的加热进行相伴的高度应变hd的变动对液膜lf的内周位置lfa进行调整,从而能够与衬底w的加热进行所引起的衬底w的翘曲的增大无关地将液膜lf的内周位置lfa保持于期望位置。由此,能够良好
地实现液体宽度lw的精密控制。
163.另外,在外周部蚀刻工序(s5)中,监视上表面外周部102的高度应变hd。然后,基于高度应变hd的监视结果,调整液膜lf的内周位置lfa。即,能够根据上表面外周部102的高度应变hd的变化,实时地调整液膜lf的内周位置lfa。由于基于实际的计测对液膜lf的内周位置lfa进行调整,所以能够高精度地调整液膜lf的内周位置lfa。
164.图17是用于对本发明的第2实施方式的衬底处理装置201的主要部分的电气结构进行说明的框图。图18是示出存储于图17所示的加热时间
‑
高度应变对应表存储部202的加热时间
‑
高度应变对应表203的内容的图。
165.在第2实施方式中,对于与第1实施方式(图1~图16所示的实施方式)共通的部分,标注与图1~图16的情况相同的附图标记并省略说明。
166.衬底处理装置201与第1实施方式的衬底处理装置1的主要不同点在于,在存储单元52设有加热时间
‑
高度应变对应表存储部202。加热时间
‑
高度应变对应表存储单元202中保存有图18所示的加热时间
‑
高度应变对应表203。加热时间
‑
高度应变对应表203规定了外周部蚀刻工序(s4)中的从衬底w的加热开始起的经过时间与上表面外周部102的高度应变hd的对应关系。
167.如图18所示,加热时间
‑
高度应变对应表203中规定有从衬底w的加热开始起的多个经过时间和与各经过时间相对应的上表面外周部102的高度应变hd。从衬底w的加热开始起的经过时间,具体而言为从将加热板10配置到加热位置的时刻起的经过时间。加热时间
‑
高度应变对应表203通过用了衬底处理装置1的事前实验来求出。
168.图19是用于对第2实施方式的由处理单元进行的衬底处理例进行说明的流程图。图20是用于对图19所示的高度应变运算工序(s26)及着液位置移动工序(内周位置调整工序。s27)的内容进行说明的流程图。
169.参照图17~图19等对该衬底处理例进行说明。适当参照图20a、20b。
170.在该衬底处理例中,未处理的衬底w被搬入到处理腔室4的内部(图19的s21),以器件形成面(表面)朝向上方的状态被交接给旋转卡盘5。然后,通过衬底w的下表面(背面)中央部被吸附支承,由旋转卡盘5保持衬底w(图19的s22)。接着,控制装置3控制旋转马达18,使衬底w开始旋转(图19的s23)。图19的s21~s23的工序分别是与所述图11的s1~s3的工序同等的工序。
171.另外,控制装置3通过由内置加热器31产生焦耳热,从而使加热板10的上表面10a升温至规定的高温,并保持该高温。此时,加热板10被配置于退避位置。
172.另外,控制装置3控制臂移动单元34,使高度应变传感器12从退避位置移动到计测位置。然后,控制装置3执行高度应变计测工序(s24)。图19的高度应变计测工序(s24)是与图11的高度应变计测工序(s4)同等的工序。
173.在高度应变计测工序(s24)结束后,控制装置3控制臂移动单元34,使高度应变传感器12退避到退避位置。另外,在高度应变计测工序(s24)结束后,控制装置3控制旋转马达18,使衬底w加速到处理速度。
174.然后,当衬底w的转速达到预定确定的处理速度(约300rpm~约1000rpm)时,接着,控制装置3执行对衬底w的外周部101进行蚀刻处理的外周部蚀刻工序(图18的s25)。
175.在外周部蚀刻工序(图18的s25)中,控制装置3在保持冲洗液阀23关闭的状态下打
开蚀刻液阀21,使处理液喷嘴6的排出口6a排出蚀刻液。另外,在外周部蚀刻工序(s25)开始时,控制装置3控制加热板升降单元32,使加热板10从退避位置(图12所示的位置)上升到加热位置(图13所示的位置),并保持在该加热位置(加热器配置工序)。另外,控制装置3在外周部蚀刻工序(s25)开始之前,控制遮断构件升降单元27而使遮断构件9从退避位置下降到遮断位置(图13所示的位置),并保持在该遮断位置。由此,衬底w的上表面的中央部的上方空间被遮断构件9的遮断板24相对于其周围遮断。另外,控制装置3控制遮断板旋转单元26,使遮断板24在与衬底w的旋转相同的方向上以同等的速度旋转。
176.外周部蚀刻工序(图18的s25)是与第1实施方式的外周部蚀刻工序(图11的s5)同等的工序。因此,关于外周部蚀刻工序(s25),仅对与第1实施方式的外周部蚀刻工序(图11的s5)不同的部分进行说明。
177.在外周部蚀刻工序(s25)开始之前,控制装置3控制臂移动单元41,使处理液喷嘴6从退避位置移动到处理位置(图3和图13所示的位置)。在要搬入到处理单元2的衬底w产生图4~图6c中任一个所示的翘曲的情况下,为了抑制由衬底w的翘曲所引起的处理宽度(蚀刻宽度)的变动,在进行外周部蚀刻工序(s25)之前,基于通过高度应变计测工序(s24)求出的上表面外周部102的高度应变hd,使处理液喷嘴6的处理位置(初始的处理位置)在径向rd上移动。由此,能够将外周部蚀刻工序(s25)刚开始后的液膜lf的内周位置lfa调整为接近期望位置。
178.另外,为了应对由于外周部蚀刻工序(s25)中的加热板10对衬底w的加热而增大的衬底w的翘曲(即,高度应变hd)的增大,在外周部蚀刻工序(s25)开始后,在外周部蚀刻工序(s25)的整个期间,始终监视上表面外周部102的高度位置(即,高度应变hd),根据监视到的高度应变hd,将液膜lf的内周位置lfa调整为接近预定确定的位置。即,根据上表面外周部102的高度应变hd的变动,实时地调整液膜lf的内周位置lfa(高度应变运算工序(s26)和着液位置移动工序(s27))。
179.具体而言,如图20所示,在高度应变运算工序(s26)中,控制装置3始终通过运算来求当前的高度应变hd。具体而言,控制装置3基于从加热开始起的经过时间和加热时间
‑
高度应变对应表203,通过运算来求出从加热开始起的高度应变hd的变动量。然后,控制装置3通过在通过高度应变计测工序(s24)计测出的初始的平均高度应变加上高度应变hd的变动量,从而通过运算求出当前的平均高度应变(图20的s31)。
180.然后,在算出的平均高度应变的大小为阈值以上的情况下(图20的s32中的是),一边将从排出口6a排出的蚀刻液的排出方向保持恒定,一边使处理液喷嘴6在径向rd上移动(图19的s26和图20的s33)。图19的高度应变运算工序(s26)和着液位置移动工序(s27)的各工序遍历外周部蚀刻工序(s25)的整个期间地进行。除了所述不同点之外,高度应变运算工序(s26)和着液位置移动工序(s27)的各工序是与高度应变监视工序(s6)和着液位置移动工序(s7)同等的工序。
181.在外周部蚀刻工序(s25)结束后,接着,控制装置3执行使用冲洗液对衬底w的外周部101进行处理的外周部冲洗工序(图19的s28)。图19的高度应变计测工序(s28)是与图11的外周部冲洗工序(s8)同等的工序。
182.在外周部冲洗工序(s28)之后,进行使衬底w干燥的旋转干燥(图19的s9)。图19的旋转干燥(s29)是与图11的旋转干燥(s9)同等的工序。
183.当从衬底w的高速旋转开始经过规定期间时,控制装置3通过控制旋转马达18,使利用旋转卡盘5所进行的衬底w的旋转停止。在衬底w的旋转停止后,控制装置3使遮断构件9向退避位置上升、且关闭气阀29。另外,控制装置3控制遮断板旋转单元26,使遮断板24的旋转停止。
184.然后,从处理腔室4内搬出衬底w(图11的工序s30)。图19的s30的工序是与图11的旋转干燥(s9)同等的工序。
185.在第2实施方式中,在第1实施方式的基础上,起到以下的作用效果。
186.即,基于从加热开始起的经过时间通过运算求出高度应变hd。即,在外周部蚀刻工序(s25)中,不需要事先监视高度应变hd。也就是说,在外周部蚀刻工序(s25)中不计测高度应变hd,就能够高精度地调整液膜lf的内周位置lfa。
187.另外,控制装置3(运算单元51)通过参照存储于加热时间
‑
高度应变对应表存储部202的加热时间
‑
高度应变对应表203算出高度应变hd。由此,能够良好地获取高度应变hd。
188.另外,加热时间
‑
高度应变对应表格存储部202通过使用了衬底处理装置201的实验求出。因此,能够更高精度地获取高度应变hd。
189.在第1及第2实施方式中,也可以使处理液喷嘴6的位置不在径向rd上而在上下方向v上移动,由此一边将从排出口6a排出的蚀刻液的排出方向保持恒定,一边使着液位置105在径向rd上移动。
190.具体而言,在外周部蚀刻工序(s5,s25)中,在衬底w的外周部101相对于衬底w的中央部(在该情况下为衬底w的中心附近)向上方位移的情况下(参照图4和图6b等),控制装置3如图21所示,与没有这样的位移的情况(参照图3)相比,使处理液喷嘴6的位置从原来的位置(图21中用虚线所示的位置)向上方移动,一边将从排出口6a排出的蚀刻液的排出方向保持恒定,一边使着液位置105接近衬底w的周端面103。在这种情况下,能够将液膜lf的内周位置lfa配置于与没有这种位移的情况(图3参照)相同的位置。其结果是,液膜lf的液宽lw保持为液宽w1。
191.另外,在外周部蚀刻工序(s5,s25)中,在衬底w的外周部101相对于衬底w的中央部(在该情况下为衬底w的中心附近)向下方位移的情况下(参照图5等),控制装置3如图22所示,与没有这样的位移的情况(参照图3等)相比较,使处理液喷嘴6的位置从原来的位置(图22中虚线所示的位置)向下方移动,一边将从排出口6a排出的蚀刻液的排出方向保持恒定,一边使着液位置105背离衬底w的周端面103。在这种情况下,能够将液膜lf的内周位置lfa配置于与没有这种位移的情况(参照图3)相同的位置。其结果是,液膜lf的液宽lw保持为液宽w1。
192.在第2实施方式中,以在加热时间
‑
高度应变对应表203中示出从衬底w的加热开始起的多个经过时间、与和各经过时间相对应的上表面外周部102的高度应变hd之间的对应关系的情况为例进行了说明,也可以是经过时间与上表面外周部102的高度应变hd的对应关系由算式等来规定,该算式存储于存储单元52。
193.图23和图24是示出在第3实施方式的衬底处理装置301中所执行的外周部蚀刻工序中的蚀刻液的排出状态的一个例子的剖视图。在衬底处理装置301中所执行的外周部蚀刻工序是分别与图11所示的外周部蚀刻工序(s5)和图19所示的外周部蚀刻工序(s25)同等的工序。
194.在第3实施方式中,对与第1实施方式(图1~图16所示的实施方式)共通的部分,标注与图1~图16的情况相同的附图标记并省略说明。
195.衬底处理装置301与第1实施方式的衬底处理装置1的主要不同点在于,在蚀刻液配管20介装有用于对向处理液喷嘴6供给的蚀刻液的流量进行调整的蚀刻液流量调整阀302。蚀刻液流量调整阀302包括在内部设置有阀座的阀体、对阀座进行开闭的阀芯、以及使阀芯在开位置与闭位置之间移动的致动器。控制装置3通过利用致动器使阀芯移动,对蚀刻液流量调整阀302的开度进行调整。
196.随着向着液位置105的蚀刻液(处理液)的排出流量增多,液体宽度lw有变宽的倾向。另一方面,随着向着液位置105的蚀刻液(处理液)的排出流量减少,液宽lw有变窄的倾向。
197.在第3实施方式中,在衬底w的外周部101相对于衬底w的中央部(在该情况下为衬底w的中心附近)在上下方向v上位移的情况下,基于获取到的高度应变hd,在外周部蚀刻工序(s5,s25)中,一边将从排出口6a排出的蚀刻液的排出方向保持恒定,一边变更从排出口6a排出的蚀刻液的排出流量,从而调整液膜lf的内周位置lfa(内周位置调整工序)。
198.即,在外周部蚀刻工序(s5,s25)中,在衬底w的外周部101相对于衬底w的中央部(在该情况下为衬底w的中心附近)向上方位移的情况下(参照图4和图6b等),控制装置3如图23所示,与没有这种位移的情况(图3参照)相比较,通过减少蚀刻液流量调节阀302的开度,一边使从排出口6a排出的蚀刻液的排出方向保持恒定,一边减少从排出口6a排出的蚀刻液的排出流量。在这种情况下,能够将液膜lf的内周位置lfa配置于与没有这种位移的情况(参照图3)相同的位置。这是因为从着液位置105向径向rd的内侧扩展的处理液的范围减少。其结果是,液膜lf的液宽lw保持为液宽w1。
199.另外,在外周部蚀刻工序(s5,s25)中,在衬底w的外周部101相对于衬底w的中央部(在该情况下为衬底w的中心附近)向下方位移的情况下(参照图5等),控制装置3如图24所示,与没有这样的位移的情况(参照图3等)相比较,通过增加蚀刻液流量调节阀302的开度,一边使从排出口6a排出的蚀刻液的排出方向保持恒定,一边增大从排出口6a排出的蚀刻液的排出流量。在这种情况下,能够将液膜lf的内周位置lfa配置于与没有这种位移的情况(参照图3)相同的位置。这是因为从着液位置105向径向rd的内侧扩展的处理液的范围增加。其结果是,液膜lf的液宽lw保持为液宽w1。
200.根据第3实施方式,基于获取到的高度应变hd变更蚀刻液的排出流量,由此能够比较容易地调整液膜lf的内周位置lfa。由此,能够比较容易地实现液膜lf的内周位置lfa的精密控制。
201.图25~图27是示出在第4实施方式的衬底处理装置401中所执行的外周部蚀刻工序中的蚀刻液的排出状态的一个例子的剖视图。在衬底处理装置401中所执行的外周部蚀刻工序是分别与图11所示的外周部蚀刻工序(s5)和图19所示的外周部蚀刻工序(s25)同等的工序。
202.在第4实施方式中,对与第1实施方式(图1~图16所示的实施方式)共通的部分,标注与图1~图16的情况相同的参照符号并省略说明。
203.衬底处理装置401与第1实施方式的衬底处理装置1的主要不同点在于,在衬底处理装置401设置有从径向rd上的处理液的内侧向上表面外周部102上的处理液(蚀刻液)吹
喷作为气体的一个例子的非活性气体的气体吹喷单元402。
204.气体吹喷单元402包括气体喷嘴403、连接于气体喷嘴403的气体配管404、介装于气体配管404的气阀405及气体流量调整阀406、以及使气体喷嘴403移动的喷嘴移动单元407。虽然未图示,气体流量调整阀406包括在内部设有阀座的阀体、对阀座进行开闭的阀芯、以及使阀芯在开位置与闭位置之间移动的致动器。向气体配管404供给来自非活性气体供给源的非活性气体。作为气体的非活性气体例如是氮气,但不限于氮气,也可以是空气、氦气、氩气等其他非活性气体。
205.当气阀405打开时,从气体配管404供给到气体喷嘴403的非活性气体被从形成于气体喷嘴403的下端的气体排出口403a排出。喷嘴移动单元407使气体喷嘴403在从气体喷嘴403排出的气体吹喷到衬底w的上表面外周部102的处理位置与俯视下气体喷嘴403退避到旋转卡盘5的侧方的退避位置之间移动。
206.当在气体喷嘴403配置于处理位置的状态下打开气阀405时,气体排出口403a向上表面外周部102上的处理液(即,液膜lf的内周位置lfa),从径向rd上的该处理液的内侧的位置向径向rd上的外侧排出气体(非活性气体)。
207.在第4实施方式中,在向衬底w的上表面外周部102排出处理液(蚀刻液)的状态下,当打开气阀405时,气体喷嘴403从径向rd的内侧向斜下方对着位于着液位置105的径向rd的内侧的喷射区域408排出气体。从气体喷嘴403的气体排出口403a排出的气体吹喷到吹喷区域408后,沿着衬底w的上表面向径向rd的外侧流动,在液膜lf的内周位置lfa撞击(吹喷)液膜lf。
208.随着从气体排出口403a排出的气体的流量(排出流量)增大,吹喷液膜lf的内周位置lfa的气体的流量(吹喷流量)增大。随着吹喷流量的增大,液膜lf的内周位置lfa接近周端面103,存在液体宽度lw变窄的倾向。
209.另一方面,随着从气体排出口403a排出的气体的流量(排出流量)减少,吹喷液膜lf的内周位置lfa的气体的流量(吹喷流量)减少。随着吹喷流量的减少,液膜lf的内周位置lfa背离周端面103,存在液体宽度lw变宽的倾向。
210.因此,在第4实施方式中,在外周部蚀刻工序(s5、s25)中,在衬底w的外周部101相对于衬底w的中央部(在该情况下为衬底w的中心附近)在上下方向v上位移的情况下,基于获取到的高度应变hd,一边将从排出口6a排出的蚀刻液的排出方向保持恒定,一边变更吹喷液膜lf的内周位置lfa的气体的流量,由此调整液膜lf的内周位置lfa(内周位置调整工序)。
211.另外,由于从径向rd的内侧对液膜lf的内周位置lfa吹喷气体,因此能够抑制着液于着液位置105的处理液(蚀刻液)向径向rd的内侧飞散。由此,能够更有效地抑制处理液进入器件形成区域。
212.在第4实施方式中,在外周部蚀刻工序(s5、s25)中,在衬底w的外周部101相对于衬底w的中央部(在该情况下为衬底w的中心附近)向上方位移的情况下(参照图4以及图6b等),控制装置3如图26所示,与没有这样的位移的情况(参照图25)相比较,通过增加气体流量调整阀406的开度,从而一边将从排出口6a排出的蚀刻液的排出方向保持恒定,一边增大从径向rd的内侧向液膜lf的内周位置lfa吹喷的气体的流量。在该情况下,能够将液膜lf的内周位置lfa配置于与没有那样的位移的情况(参照图25)同样的位置。其结果是,液膜lf的
液宽lw保持为液宽w1。
213.另外,在外周部蚀刻工序(s5、s25)中,在衬底w的外周部101相对于衬底w的中央部(在该情况下为衬底w的中心附近)向下方位移的情况下(参照图5等),控制装置3如图27所示,与没有这样的位移的情况(参照图25等)相比较,通过减少气体流量调整阀406的开度,从而一边将从排出口6a排出的蚀刻液的排出方向保持恒定,一边减少从径向rd的内侧向液膜lf的内周位置lfa吹喷的气体的流量。在该情况下,能够将液膜lf的内周位置lfa配置于与没有那样的位移的情况(参照图25)同样的位置。其结果是,液膜lf的液宽lw保持为液宽w1。
214.根据第4实施方式,基于获取到的高度应变hd,变更从径向rd的内侧向液膜lf的内周位置lfa吹喷的气体的吹喷流量,由此能够比较容易地调整液膜lf的内周位置lfa。由此,能够比较容易地实现液膜lf的内周位置lfa的精密控制。
215.在第4实施方式中,也可以是,通过使气体喷嘴403的位置在径向rd上移动,从而调整从径向rd的内侧向液膜lf的内周位置lfa吹喷的气体的吹喷流量。
216.随着气体排出口403a接近周端面103,向液膜lf的内周位置lfa吹喷的气体的压力增大。随着气体的压力的增大,液膜lf的内周位置lfa接近周端面103,存在液体宽度lw变窄的倾向。
217.另一方面,随着气体排出口403a背离周端面103,向液膜lf的内周位置lfa吹喷的气体的压力减少。随着气体的压力的减少,液膜lf的内周位置lfa离开周端面103,存在液体宽度lw变宽的倾向。
218.即,只要变更径向rd上的气体排出口403a的位置,就能够不改变从气体排出口403a排出的气体的流量地调整液膜lf的内周位置lfa的位置。
219.在该变形例中,在外周部蚀刻工序(s5、s25)中,在衬底w的外周部101相对于衬底w的中央部(在该情况下为衬底w的中心附近)向上方位移的情况下(参照图4和图6b等),控制装置3如图28所示,与没有这样的位移的情况(图25参照)相比较,通过使气体喷嘴403的位置向径向rd的外侧移动而使吹喷区域408向径向rd的外侧移动,从而能够一边将从排出口6a排出的蚀刻液的排出方向保持恒定,一边使从径向rd的内侧向液膜lf的内周位置lfa吹喷的气体的流量增大。在该情况下,能够将液膜lf的内周位置lfa配置于与没有那样的位移的情况(参照图25)同样的位置。其结果是,液膜lf的液宽lw保持为液宽w1。
220.另外,在外周部蚀刻工序(s5、s25)中,在衬底w的外周部101相对于衬底w的中央部(在该情况下为衬底w的中心附近)向下方位移的情况下(参照图5等),控制装置3如图29所示,与没有这样的位移的情况(参照图25等)相比较,通过使气体配管404的位置向径向rd的外侧移动而使吹喷区域408向径向rd的外侧移动,从而一边将从排出口6a排出的蚀刻液的排出方向保持恒定,一边使从径向rd的内侧向液膜lf的内周位置lfa排出吹喷的气体的流量减少。在该情况下,能够将液膜lf的内周位置lfa配置于与没有那样的位移的情况(参照图25)同样的位置。其结果是,液膜lf的液宽lw保持为液宽w1。
221.另外,也可以组合图26、27所示的第4实施方式和图28、29所示的变形例。即,也可以通过变更来自气体排出口403a的气体的排出流量及吹喷区域408这两方,对向液膜lf的内周位置lfa的气体的吹喷流量进行调整。
222.以上对本发明的4个方式进行了说明,但本发明还能够以其他方式实施。
223.例如,在图30所示的变形例中,对上表面外周部102的高度应变hd(即,衬底w的翘曲状态。参照图4等)进行计测的高度应变传感器502,兼用作对被保持于旋转卡盘5的衬底w的偏心状态进行计测的偏心传感器。
224.若衬底w相对于旋转卡盘5偏心、也就是说衬底w的中心不位于旋转轴线a上,则从着液位置105到衬底w的周端面103的径向rd上的距离,根据衬底w的旋转角度而变化。在这种情况下,在外周部蚀刻工序s5、s25中,衬底w的上表面外周部102的蚀刻宽度产生偏差,无法保持处理宽度的均匀性。
225.在第5实施方式中,为了提高衬底w的上表面外周部102处的蚀刻宽度的均匀性,在将衬底w保持于旋转卡盘5之后,通过高度应变传感器502计测衬底w的偏心状态,在衬底w偏心的情况下,使用定心(centering)机构使衬底在水平方向上移动而进行中心对准。也就是说,使衬底w的中心接近旋转轴线a,位于旋转轴线a或其附近。
226.高度应变传感器502包括对上表面外周部102的高度应变hd进行检测的高度应变检测部506、和用于对由旋转卡盘5保持的衬底w的周端面103的径向rd的位置进行检测的径向位置检测部507。径向位置检测部507对衬底w的周端面103的径向rd的位置进行检测。高度应变传感器502被安装于传感器臂33的前端部。
227.使用了高度应变传感器502的衬底w的偏心状态的计测在高度应变计测工序(图11的s4、图19的s24)中执行。控制装置3在高度应变计测工序(s4、s24)中,使用高度应变检测部506对上表面外周部102的高度应变hd进行计测,并且用径向位置检测部507对衬底w的周端面103的径向rd的位置进行计测。由此,通过高度应变传感器502,不仅能够计测高度应变hd,还能够计测衬底w的偏心状态。
228.另外,在所述各实施方式中,设为高度应变传感器12、502被安装于传感器臂33的前端部,能够通过臂移动单元34移动高度应变传感器12的结构进行了说明。在所述各实施方式中,高度应变传感器12、502也可以是固定地配置的固定类型的传感器。
229.另外,高度应变传感器12、502也可以不检测上表面外周部102的高度位置,而检测衬底w的背面(下表面)的外周部的高度位置。高度应变传感器12、502也可以不检测上表面外周部102的高度位置,而通过检测距离基准位置的高度来直接检测高度应变hd。
230.另外,高度应变传感器12、502也可以不使用反射型而使用透射型(即受发光分离型)的光电传感器构成。进一步,高度应变传感器12、502也可以使用光电传感器以外的传感器(例如ccd相机)构成。
231.另外,在所述各实施方式中,也可以是,在衬底处理装置1、201、301、401之外的规定部位进行计测衬底w的翘曲状态,在该部位计测到的高度应变hd被赋予给衬底处理装置。
232.另外,在所述第1及第2实施方式中,以着液位置105的移动方向为径向rd进行了说明,但着液位置105的移动方向只要是沿着衬底w的上表面且与着液位置105处的切线方向相交叉的方向即可,也可以相对于径向rd倾斜。
233.另外,处理液喷嘴6不限于能够一边描绘圆弧轨迹一边移动的扫描型,也可以是能够呈直线状地移动的直动型。
234.另外,也可以将第3及第4实施方式组合到第1及第2实施方式中。即,也可以,通过组合来自排出口6a的蚀刻液的排出流量的调整和着液位置105的调整,从而调整液膜ld的内周位置lda。另外,也可以,通过组合向内周位置lda的气体的吹喷流量的调整和着液位置
105的调整,从而调整液膜ld的内周位置lda。进一步,也可以,通过将来自排出口6a的蚀刻液的排出流量的调整、向内周位置lda的气体的吹喷流量的调整、以及着液位置105的调整组合,从而调整液膜ld的内周位置lda。
235.另外,也可以是,基于计测出的高度应变hd的内周位置lda的调整不只在外周部蚀刻工序(s5、s25)中进行也在外周部冲洗工序(s6、s26)中进行。
236.另外,在所述的各实施方式中,以排出蚀刻液和冲洗液这两方的处理液喷嘴为例对处理液喷嘴6进行了说明,但也可以分别设置用于排出蚀刻液的处理液喷嘴(蚀刻液喷嘴)和用于排出冲洗液的处理液喷嘴(冲洗液喷嘴)。
237.另外,在所述的各实施方式中,从处理液喷嘴6排出的药液也可以是蚀刻液以外的药液。这样的液体是氢氟酸、硫酸、醋酸、硝酸、盐酸、缓冲氢氟酸(bhf)、稀释氢氟酸(dhf)、氨水、过氧化氢水、有机酸(例如柠檬酸、草酸等)、有机碱(例如tmah:四甲基氢氧化铵等)、有机溶剂(例如ipa(isopropylalcohol),异丙醇等)、表面活性剂、防腐蚀剂中的至少1种的液体。
238.衬底处理装置1、201、301、401不限于处理圆板状的衬底w的装置,也可以是处理fpd用玻璃衬底等多边形的衬底w的装置。
239.对本发明的实施方式进行了详细说明,但这些只不过是为了明确本发明的技术内容而使用的具体例,本发明不应解释为限定于这些具体例,本发明的精神及范围仅由所附的权利要求书限定。
240.附图标记说明
241.1:衬底处理装置
242.3:控制装置(高度应变计测单元,高度应变获取单元)
243.5:旋转卡盘(衬底保持单元)
244.6:处理液喷嘴
245.6a:排出口
246.7:蚀刻液供给单元(处理液供给单元)
247.10:加热板(加热器)
248.12:高度应变传感器(高度应变计测单元)
249.18:旋转电动机(衬底旋转单元)
250.32:热板升降单元(加热器移动单元)
251.41:臂移动单元(排出口位置移动单元)
252.102:上表面外周部(表面外周部)
253.105:着液位置
254.201:衬底处理装置
255.203:加热时间
‑
高度应变对应表(对应关系)
256.301:衬底处理装置
257.302:蚀刻液流量调整阀(排出流量变更单元,高度应变获取单元)
258.401:衬底处理装置
259.406:气体流量调整阀(吹喷流量变更单元,内周位置调整单元)
260.407:喷嘴移动单元(吹喷流量变更单元,内周位置调整单元)
261.a1:旋转轴线
262.hd:高度差
263.lfa:液膜的内周位置(着液处理液的内周位置)
264.w:衬底
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1