连接器壳体的制作方法
1.本发明涉及具备闩锁臂的连接器壳体。
背景技术:
2.一直以来,广泛地采用具备例如卡止于对方壳体等被闩锁部件而防止该被闩锁部件脱落的闩锁臂(例如,参照专利文献1)的连接器壳体。该闩锁臂具有闩锁部,闩锁部从壳体主体以悬臂梁形状延伸,在该悬臂梁的中间部卡止于被闩锁部件。
3.另外,在专利文献2中,公开了一种连接器壳体,该连接器壳体使用双色成形技术,具备由硬质材料组成的壳体主体和由与该硬质材料不同的软质材料组成的铰链。
4.另外,在专利文献3中,公开了将不同的树脂材料从成形金属模具的多个浇口(注入口)注入的成形装置。
5.在先技术文献专利文献专利文献1 :日本特开平4-137474号公报;专利文献2 :日本特开平2-186569号公报;专利文献3 :日本特开2017-177738号公报。
技术实现要素:
6.发明要解决的课题在卡止于对方壳体等被闩锁部件时,闩锁臂需要暂且发生弹性变形。因此,该闩锁臂选定在适度的操作力下发生弹性变形的某种程度软质的材料。
7.在此,为了满足连接器壳体的小型化的要求,考虑缩短闩锁臂的长度。在此情况下,闩锁臂需要在长度短时得到足够的弹性变形量。为了满足此,采用更软质的材料。
8.另一方面,关于作为闩锁臂的一部分的、闩锁于被闩锁部件的闩锁部,即使不慎的力起作用,直至既定强度的力,也需要保持与被闩锁部件的闩锁。因此,如果采用软质材料,则在不慎的力起作用时,产生闩锁部开裂或缺损而不能保持闩锁的风险。
9.作为由分别适合的各别的材料形成闩锁臂主体和闩锁部的手段,考虑将专利文献2中所公开的双色成形的技术适用于闩锁臂。然而,双色成形经历两次成形工序,因而变得成本高。另外,在双色成形中,闩锁臂主体和闩锁部容易在它们的接合部分处分离,在施加不慎的力时,闩锁部有可能缺损。
10.另外,在上载的专利文献3中,不存在对于连接器壳体的公开。
11.本发明鉴于上述情况,目的在于提供具备保持闩锁于被闩锁部件的闩锁部的强度并同时适合于弹性变形的闩锁臂的连接器壳体。
12.用于解决课题的方案关于达成上述目的的本发明的连接器壳体,其特征在于,具备:壳体主体;和
闩锁臂,其具有由第1材料形成并从壳体主体以悬臂梁形状延伸且相对于壳体主体发生弹性变形的闩锁臂主体、和由刚性比第1材料更高的第2材料形成并从闩锁臂主体突出且对被闩锁部件进行闩锁的闩锁部,在第1材料与第2材料的边界区域中,具有第1材料与第2材料的混合比率连续地变化的过渡区域。
13.由能够容易地发生弹性变形的第1材料形成闩锁臂,与此同时,由刚性比该第1材料更高的第2材料形成闩锁部。至此,能够是双色成形。
14.在本发明的情况下,还具有第1材料与第2材料的混合比率连续地变化的过渡区域。在本发明的情况下,由于存在该过渡区域而导致闩锁臂主体和闩锁部一体化且以高可靠性防止它们分离。即,依据本发明,构成具备保持闩锁于被闩锁部件的闩锁部的强度并同时适合于弹性变形的闩锁臂的连接器壳体。
15.在此,优选的是,第1材料与第2材料接触的过渡区域陷入至闩锁臂主体内。
16.过渡区域陷入至闩锁臂主体内,从而维持闩锁部的强度。
17.进而,优选的是,该过渡区域以渐细形状陷入至闩锁臂主体内。
18.形成如楔那样以渐细形状陷入至闩锁臂主体内的过渡区域,从而进一步增强闩锁部的强度。
19.本发明所述的闩锁臂典型地是与和本发明的连接器壳体嵌合的对方壳体闩锁的闩锁臂。
20.但是,本发明所述的闩锁臂不限于与对方壳体闩锁的闩锁臂,也可以是例如卡止于插入至本发明的连接器壳体的接触件的闩锁臂(壳体矛状部)。
21.另外,在本发明的连接器壳体中,优选的是,第1材料和第2材料是颜色互不相同的材料。
22.如果颜色互不相同,则容易确认正确地成形。
23.发明的效果依据以上的本发明,能够提供具备保持闩锁于被闩锁部件的闩锁部的强度并同时适合于弹性变形的闩锁臂的连接器壳体。
附图说明
24.图1是连接器的立体图。
25.图2是沿着图1中示出的箭头x-x的截面图。
26.图3是示出构成图1、图2中示出的连接器的连接器壳体的制造工序的概要的示意图。
具体实施方式
27.以下,对本发明的实施方式进行说明。
28.图1是连接器的立体图。
29.另外,图2是沿着图1中示出的箭头x-x的截面图。
30.该连接器10具备连接器壳体20和插入至该连接器壳体20的接触件30(参照图2)。
31.缆线40连接至接触件30,该缆线40向连接器壳体20的外部延伸。此外,在这些图1、
图2中,关于缆线40,仅仅示出连接器壳体20的附近的部分。
32.连接器壳体20具有壳体主体21和闩锁臂22。该连接器壳体20相当于本发明的连接器壳体的一个示例。
33.关于闩锁臂22,其前端22a联结至壳体主体21,将其前端22a作为固定端以悬臂梁形状向后方延伸。而且,该闩锁臂22具备:闩锁臂主体221,其延伸至作为固定端的前端22a和作为自由端的后端22b;和闩锁突起222,其在该闩锁臂主体221的中间突出。
34.未图示的对方连接器沿箭头z的朝向嵌合于该连接器10。在该嵌合的中途,闩锁突起222被对方连接器的壳体推压。于是,该闩锁臂22沿图2中示出的箭头y的朝向发生弹性变形。然后,如果成为完全嵌合的状态,则闩锁臂22从利用对方连接器的压下解放而恢复至原始形状。由此,闩锁突起222卡止于对方连接器的被闩锁部(未图示),对方连接器成为以不容易从该连接器10脱落的方式被锁定的状态。
35.在此,在壳体主体21中,作为一个示例,使用未混入玻璃的第1种树脂材料。在构成闩锁臂22的闩锁臂主体221中,也使用与壳体主体21相同的第1种树脂材料。另一方面,对于构成闩锁臂22的闩锁突起222,作为一个示例,使用通过使玻璃混入至第1种树脂材料来与第1种树脂材料相比而提高刚性的第2种材料。另外,也可以在该闩锁突起222中使用使一看就与壳体主体21和闩锁臂主体221有区别的颜色的颜料混入的材料。此外,也可以不将颜料掺混至闩锁突起222,而是将颜料掺混至壳体主体21和闩锁臂主体221的材料。
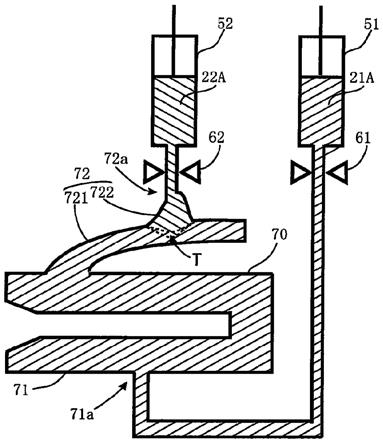
36.图3是示出构成图1、图2中示出的连接器的连接器壳体的制造工序的概要的示意图。
37.在此,示出了连接器壳体20的制造用金属模具(未图示)的腔70。该腔70具有将壳体主体21成形的壳体主体部71和将闩锁臂22成形的闩锁臂部72。闩锁臂部72还具有将闩锁臂主体221成形的闩锁臂主体部721和将闩锁突起222成形的闩锁突起部722。而且,该金属模具具有联结至壳体主体部71和闩锁臂部72的各个、将材料注入至金属模具内的注入口71a、72a。联结至闩锁臂部72的注入口72a设于闩锁突起部722的顶端。
38.另外,在此,具备两个缸(cylinder)51、52。一个缸51联结至注入口71a。而且,壳体主体21和闩锁臂主体22用的材料21a储存于缸51内。另外,另一个缸52联结至注入口72a。而且,闩锁部222用的材料22a储存于该缸52内。
39.然后,调整将阀61、62开放的时机,将材料21a、22a注入至金属模具的腔70内。于是,壳体主体21和闩锁臂主体221用的材料21a注入至腔70的壳体主体部71和闩锁臂主体部721。另外,闩锁突起222用的材料22a注入至腔70的闩锁突起部722。
40.于是,在硬化前的两种材料21a、22a接触的边界区域,形成有那两种材料21a、22a混合的过渡区域t。该过渡区域t成为如下的区域:越深地陷入至闩锁臂主体部721,构成闩锁臂主体221的材料21a的比率就越高,越是闩锁突起部722侧,构成闩锁突起222的材料22a的比率就越高。
41.在此,在本实施方式的情况下,首先,以两种材料21a、22a在闩锁臂主体部721与闩锁突起部722的边界处接触的方式将两种材料21a、22a注入。随后,在所注入的材料21a、22a的与金属模具接触的外侧的区域适度地固化之后,增大将材料22a注入的缸52的压力并且将材料22a压入至闩锁臂主体部721内。于是,形成以大致楔形状(即,渐细形状)陷入至闩锁臂主体部721内的过渡区域t。由此、与以那两种材料21a、22a在闩锁臂主体部721与闩锁突
起部722的边界处接触的方式灌注两种材料21a、22a的情况相比,形成有面积大的过渡区域t,能够进一步增加闩锁部222的强度。
42.照此,完成闩锁臂主体221由适合于弹性变形的材料21a形成且闩锁突起222由刚性高的材料22a形成的连接器壳体20。而且,该连接器壳体20与通过双色成形来形成的连接器壳体不同,存在材料连续地变化的过渡区域t。因此,以高可靠性防止闩锁突起222因闩锁臂主体221而缺损这一事故。
43.闩锁臂主体221和闩锁突起222具有不同颜色。因此,能够容易地确认材料在过渡区域t中较好地混合。
44.此外,在此,举例说明了使用通过是否混入玻璃来调整刚性的材料。但是,这是一个示例,也可以改变玻璃的混入量,也可以使各别的混入物混入。或者,也可以使树脂材料其本身作为各别的树脂材料。
45.另外,在此,提到并说明了与对方连接器的壳体闩锁的闩锁臂。但是,本发明所述的闩锁臂不限定于与对方连接器的壳体闩锁的闩锁臂。例如,本发明所述的闩锁臂也可以是卡止于插入至连接器壳体内的接触件而防止接触件脱落的闩锁臂(接触件矛状部23(参照图2))。
46.符号说明10
ꢀꢀ
连接器20
ꢀꢀ
连接器壳体21
ꢀꢀ
壳体主体21a 壳体主体和闩锁臂主体用的材料(第1材料)22
ꢀꢀ
闩锁臂221 闩锁臂主体222 闩锁突起(闩锁部)22a 闩锁突起用的材料(第2材料)。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1