一种软包锂离子电池陈化方法与流程
1.本发明属于锂离子电池制造技术领域,尤其涉及一种软包锂离子电池注液后陈化的方法。
背景技术:
2.软包锂离子电池的生产制作要经历多个复杂的工序过程,其中,陈化过程是软包锂离子电池注液后的一步重要工序,陈化工序的目的是电解液将正极-隔膜-负极完全浸润,陈化效果的优劣往往可以直接影响到电池的实际性能。现阶段大部分电池厂家所采用的陈化方式一般是一定的温度下将电池静置10-48h,使电解液浸润电极,但传统的陈化方式需要较长的陈化时间,延长了软包锂离子电池的生产制造周期,降低了生产产能与效率,提高了生产制造成本。因此,如何更加有效的对电池进行陈化,缩短电池的陈化时间但又不影响电池本身的性能,提升陈化工序效率成为目前有待解决的问题。
技术实现要素:
3.本发明的目的在于提供一种软包锂离子电池陈化方法,缩短了软包锂离子电池的生产制造周期,提高了单位时间内生产产能与效率,降低了生产制造成本。
4.为了实现上述目的,本发明采取如下的技术解决方案:包括以下步骤:s100、对软包锂离子电池的软包袋注液,电解液位于的软包袋下方、电解液上方的软包袋内腔为预留气囊区,将注液后的软包锂离子电池进行第一次封装,第一次封装后的软包锂离子电池按照预留气囊区位于软包袋上方的方式放置于陈化装置中;s200、调节陈化装置温度,对软包锂离子电池进行加热,加热温度a =35℃-55℃;s300、调节陈化装置压力,对软包锂离子电池施加的压力为f,对软包锂离子电池进行加压并固定;s400、摆动陈化装置,使软包锂离子电池随陈化装置摆动,摆动时间为t1=3-5min,摆动角度为30-45
°
,摆动速度为10-30r/min,利用惯性加速电解液的浸润过程;s500、陈化装置摆动结束后,陈化装置处于静置状态,静置时间为t2,静置后对软包锂离子电池进行泄压,泄压时间为t3;s600、重复循环步骤s300-s500 n次,n>2;s700、软包锂离子电池继续静置,继续静置时间为t4,继续静置结束后陈化结束。
5.所述陈化装置置于托盘上,托盘可转动连于支架上,用于带动托盘摆动的摆动电机固定于支架上;所述陈化装置包括承载板,固定板、夹板组、压板依次纵向排列立于承载板上,固定板与承载板为固定连接;所述陈化装置还包括用于导向夹板组、压板移动方向的导杆,导杆沿纵向设置,还包括用于驱动压板沿导杆向前后移动的施力装置,夹板组包括多块依次层叠的夹板,相邻两夹板之间形成一个条形容置空间,压板、各夹板之间经连接索连接形成联动机构;各第一次封装后的软包锂离子电池按照预留气囊区位于软包袋上方的方式依次横向排列放置于容置空间内。
6.所述陈化装置的夹板、压板、固定板内置有加热装置,使用加热装置对放置于陈化装置中的软包锂离子电池进行加热。
7.步骤s300所述的压力f=1000-2000n;步骤s500所述的静置时间t2=1-3min,步骤s500所述的泄压时间t3=1-3min;步骤s600中n=5-10次;步骤s700中继续静置时间t4=30-60min。
8.所述托盘上端连有吊杆,吊杆上有吊环,吊环套于支架的横梁上,摆动电机与吊环传动连接,利用摆动电机的齿轮与传动机构连接实现摆动。
9.步骤s300中施力装置驱动压板沿导杆向固定板方向移动至施力装置对软包锂离子电池施加的压力为f时,依次层叠的夹板之间的间距沿导杆缩小,相邻两夹板之间连接索处于松开状态,容置空间内软包锂离子电池处于夹紧状态;步骤s500中施力装置驱动压板沿导杆向远离固定板的方向移动对软包锂离子电池进行泄压时,压板通过连接索联动各夹板,相邻两夹板之间连接索处于拉紧状态,依次层叠的夹板之间的间距沿导杆增大,容置空间的宽度恢复初始状态,容置空间内电池处于松开状态,对软包锂离子电池进行泄压。
10.所述连接索为链条,连接索前端与压板固定,连接索后端与固定板固定,连接索中间有多个与各夹板依次对应的连接节点;连接索前端固定于压板内面,施力装置安装于压板外面。
11.所述压板为一块平板或两块以上平板组成;若压板为两块平板时,两块平板为位于外侧的第一压板、位于内侧的第二压板,第一压板的面积小于第二压板的面积,第一压板的板面中心与第二压板的板面中心位置相对一致,第一压板的板面中心与第二压板的板面中心连线垂直于第二压板板面, 第一压板的板面与第二压板的板面平行,第一压板固定于第二压板外侧形成阶梯形结构。
12.所述承载板位于底部,固定板垂直固定于承载板的后端;所述导杆至少为两根,所述压板和所述夹板上设置有供导杆穿过的通孔,通孔位于压板、夹板的两端;所述施力装置为气缸,所述气缸的活塞杆在压板上的施力点位于第一压板的中心。
13.各夹板前后表面分别设有一条或多条与第一次封装后的软包锂离子电池极耳位置相对应的软质硅胶条。
14.本发明相对于现有技术的有益效果是:1、本发明通过陈化温度的提升和陈化时的压力循环过程,增大电解液在电池内部的浸润速率,加速电解液分子在电池内部的扩散过程,加速正负极片对电解液的吸收速率,有效缩短软包锂离子电池的陈化时间。
15.2、本发明利用对软包锂离子电池的加压与泄压的循环过程,避免电池注液后电解液因重力作用大部分沉积于电池底部,电解液自下而上的缓慢扩散过程,实现了电池内部极片不同位置对电解液的同时吸收与扩散,同时,实现了对电池的整形,在压力与高温的作用下,有利于电池内部气泡的排除,实现电解液对正极-隔膜-负极的均匀浸润,达到良好的陈化效果。
16.3、本发明通过陈化装置的摆动而带来的惯性,利用电池内部裸电池与电解液的惯性的不同从而实现其两者间的相对运动,这样可以加快电解液和裸电池的充分接触,有利于提升电池的浸润速度。
17.4、本发明通过调节陈化温度、压力循环以及电池摆动,有效缩短软包锂离子电池
的陈化时间并达到良好的陈化效果,陈化时间缩短至现有技术的20%-30%,缩短了软包锂离子电池的生产制造周期,提高了单位时间内生产产能与效率,降低了生产制造成本。
附图说明
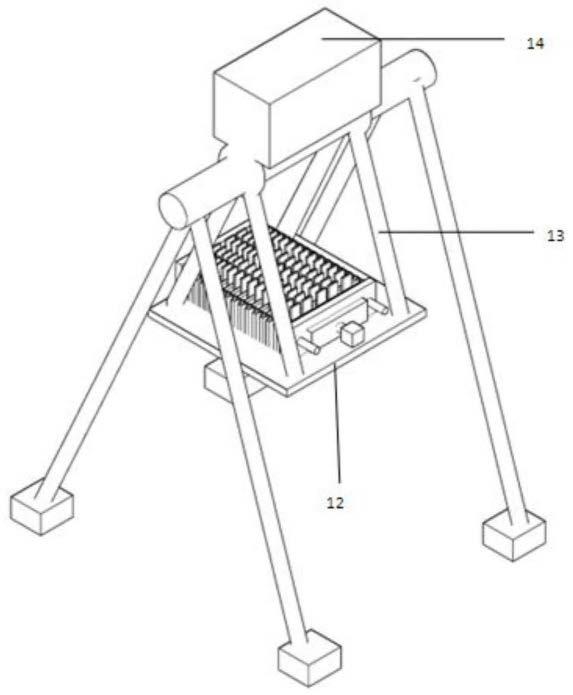
18.图1为软包锂离子电池在陈化装置中的示意图;图2为软包锂离子电池摆放的示意图;图3为陈化装置的结构示意图;图4为软包锂离子电池在陈化装置中的示意图;图5为夹板的局部放大图;图6为不同实施例及对比例电池保液量统计图;图7为不同实施例及对比例电池容量统计图。
具体实施方式
19.为了让本发明的上述和其它目的、特征及优点能更明显,下文特举本发明实施例,做详细说明如下。
20.注液结束后的电池需要进行陈化使极片充分被电解液浸润,为了缩短电池陈化所需要的时间,本发明的方法的基本思路是:一方面,提高电池陈化温度,增大了电解液分子在电池内部的扩散速率;另一方面,对软包锂离子电池进行加压与泄压的压力循环,同时,利用摆动时的惯性,避免重力作用导致的电解液沉积于电池底部,实现了电池内部极片不同位置对电解液的同时吸收与扩散,减小电解液浸润的阻力,加速电解液分子在电池内部的扩散过程,有效缩短软包锂离子电池的陈化时间;同时,利用高温、压力与惯性对软包锂离子电池进行整形,有利于电池内部气泡的排除,改善软包锂离子电池的浸润效果。
21.如附图1和2所示,本发明在进行电池陈化时,将软包锂离子电池放置于可温度、压力、摆动角度与速度调节的陈化装置上,将软包锂离子电池以预留气囊区向上的方式竖直放置于陈化装置上,此陈化装置可一次性夹持多个软包锂离子电池。
22.本发明陈化方法的步骤为:步骤s100:将注液完成的软包锂离子电池按照预留气囊区111朝上的方式竖直放置于陈化装置上,通过陈化装置的夹具将软包锂离子电池固定;步骤s200:设定电池陈化温度35-55℃,利用陈化装置的加热夹板对软包锂离子电池进行均匀加热;步骤s300:设定电池陈化压力:1000-2000n,推进陈化装置的施压装置对软包锂离子电池进行均匀加压并固定;步骤s400:调节陈化装置至摆动状态,使电池随陈化装置进行摆动3-5min,摆动角度为30-45
°
,速度为10-30r/min;步骤s500:调节陈化装置至静置状态,静置1-3min,解除陈化装置的施压装置对软包锂离子电池的压力,并保持1-3min;步骤s600:重复循环步骤s300-s500 n次,n=5-10次;步骤s700:软包锂离子电池继续静置30-60min,即陈化结束转入化成工序。
23.图3-5中,陈化装置包括承载板1,固定板2,依次层叠的夹板3、第一压板5、第二压
板4、施力装置6以及加热装置9等部分。
24.承载板1位于整个陈化装置底部,用于承载整个陈化装置及陈化软包锂离子电池。固定板2固定于承载板1的一端,呈90℃垂直,位置保持固定不变,依次层叠的夹板3与固定板2平行安装,依次层叠的夹板3之间用于夹持第一次封装后的软包锂离子电池11(简称软包锂离子电池),夹板3之间围合形成多个放置第一次封装后的软包锂离子电池11的内部空间。固定板1朝向夹板3的一侧设置有沿垂直于固定板板面的方向延伸的导杆7,第二压板4和夹板3上设置有供导杆7穿过的通孔,第二压板4和夹板3能够在施力装置的作用下沿导杆移动。第一压板5与第二压板4位置相对固定,位于承载板1远离固定板2的另一端,平行于固定板2和依次层叠的夹板3,与承载板呈90℃垂直,第一压板5的面积小于第二压板4的面积,固定板2、夹板3、第一压板5以及第二压板4的中心位于同一直线上,施力装置气缸6在第一压板5上的施力点位于第一压板5的中心,与施力装置气缸6可以沿垂直于所述第一压板板面的方向向所述第一压板5施力,以推动第一压板5和第二压板4朝向所述的固定板2方向移动,从而驱使各夹板3将内部空间电池夹紧,对内部空间的电池进行均匀施压。固定板2、依次层叠的夹板3和第二压板4间依次通过链条相互连接,在施力装置6的作用下实现夹板3和第二压板4的整体移动,实现快速加压与泄压。夹板3上方有半圆环状固定装置,可用于链条的固定。
25.为了进一步提高软包锂离子电池在陈化装置中的受力的均匀性,第一压板5的横截面积小于所述第二压板4的横截面积,这样可使第二压板5各处的受力更加均匀,从而使陈化装置内软包锂离子电池受力更加均匀。第一压板5的宽度可为第二压板4的宽度的70%-80%,第一压板5的长度为第二压板4的长度的70%-80%。
26.为了实现软包锂离子电池在不同温度下陈化,固定板2、依次层叠的夹板3和第二压板4上设有加热装置9,加热装置9一般为加热板,可对空间内部软包锂离子电池进行均匀加热。
27.为了实现软包锂离子电池在陈化装置中的相对固定,避免因陈化装置的加压与泄压过程而软包锂离子电池位置移动,可在夹板3上贴软质硅胶条10,对软包锂离子电池极耳进行限位。同时,软质硅胶条10在夹板3上的位置可以根据不同软包锂离子电池的长度进行改变,实现一种陈化装置可应用不同长度软包锂离子电池,节约设备的制造成本。
28.夹板3侧面贴有软质硅胶条,软包锂离子电池放置于陈化装置时,极耳位于软质硅胶条处,因一定厚度的软质硅胶条可阻挡软包锂离子电池在挤压过程中的位置移动,避免因陈化装置的快速加压与泄压造成的软包锂离子电池位置移动。而且软质硅胶条可避免挤压过程中极耳与夹板的直接接触,避免划伤极耳和设备夹板。
29.同时,通过加大所述的固定板2、夹板3、第二压板4、第一压板5等部件的长度,可以实现相邻夹板间同时陈化多只软包锂离子电池,实现一次性陈化大批量软包锂离子电池的目的,提高生产效率,降低生产成本。
30.下面结合附图介绍本发明的陈化装置的使用方法:陈化开始前,通过机械手夹持软包锂离子电池气囊区将多个软包锂离子电池同时放置于陈化装置中夹板3之间,软包锂离子电池陈化时处于气囊向上的放置状态。当需要对软包锂离子电池加压时,通过施力装置气缸6向第一压板5施加压力,使第一压板5和第二压板4朝向夹板3移动,并依次推动夹板3朝向固定板2移动,从而将多个软包锂离子电池压紧。
当需要对软包锂离子电池泄压时,通过施力装置气缸6向远离夹板3的方向滑移,通过所述链条8带动与之相邻的夹板3滑移,依此类推,夹板3依次向远离固定板2方向滑移,从而实现软包锂离子电池泄压。软包锂离子电池在陈化过程中,可通过该发明实现对软包锂离子电池的加热与压力循环,有效缩短软包锂离子电池的陈化时间,提高了生产效率,降低生产制造成本。
31.实施例1:本发明在一种(长度227mm,宽度161mm,厚度5.0mm)上进行了实施。通过上述发明方法进行陈化,陈化温度设为40℃,陈化压力f设定为1200n,软包锂离子电池加压固定后陈化装置摆动3min,摆动角度为30
°
,摆动速度为20r/min,静置2min后,泄压并保持2min,加压-泄压过程重复循环10次,继续静置60min后结束陈化,后续其他工序正常进行。
32.实施例2:本发明在一种电池(长度227mm,宽度161mm,厚度5.0mm)上进行了实施。通过上述发明方法进行陈化,陈化温度设为40℃,陈化压力f设定为1200n,软包锂离子电池加压固定后陈化装置摆动4min,摆动角度为35
°
,摆动速度为20r/min,静置2min后,泄压并保持2min,加压-泄压过程重复循环10次,继续静置60min后结束陈化,后续其他工序正常进行。
33.实施例3:本发明在一种电池(长度227mm,宽度161mm,厚度5.0mm)上进行了实施。通过上述发明方法进行陈化,陈化温度设为40℃,陈化压力f设定为1200n,软包锂离子电池加压固定后陈化装置摆动5min,摆动角度为40
°
,摆动速度为20r/min,静置2min后,泄压并保持2min,加压-泄压过程重复循环10次,继续静置60min后结束陈化,后续其他工序正常进行。
34.对比例1:电池常温静置陈化10h,陈化结束后,后续其他工序正常进行。
35.对比例2:电池常温静置陈化24h,陈化结束后,后续其他工序正常进行。
36.对比例3:电池常温静置陈化48h,陈化结束后,后续其他工序正常进行。
37.为了检验上述发明方法的陈化效果,将按上述实施例及对比例方案完成陈化工序的电池(各20只)进行拆解确认,实施例1、2、3和对比例3的正极-隔膜-负极浸润良好,未发现浸润不良位置,未发现有极片上的极粉掉落现象,但对比例1、2存在部分未浸润部分,尤其是对比例1极片上存在大面积未浸润干粉部分。
38.同样,为了校验本发明的效果,将按上述实施例和对比例完成陈化工序的电池进行化成、老化与二封,统计二封后软包锂离子电池的保液量(即电池真正吸收的电解液重量),统计方法采用行业标准方法。图6是不同实施例及对比例电池保液量统计图,由图6可知,采用本发明(实施例1、2、3)方法陈化后的软包锂离子电池的保液量与对比例3陈化后的电池相对一致,对比例1和2的电池保液量明显偏低。可见本发明既可有效缩短软包锂离子电池的陈化时间,又不影响软包锂离子电池极片的浸润效果。
39.将按上述不同实施例和对比例完成陈化工序的电池进行相同的充放电性能检测,本发明陈化的电池展现出与对比例3陈化方法陈化的电池一致的电化学性能,容量对比如图7所示,而对比例1和2则表现出较差性能。
40.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1