电池包的组装方法与流程
1.本发明涉及电池包生产领域,具体地涉及一种电池包的组装方法。
背景技术:
2.目前,在软包动力电池中,为了避免在充放电过程中因电芯热膨胀而引发热失控风险,大多数软包电池模组在组装过程中都会添加泡棉用于吸收电芯热膨胀,因此,电芯在堆叠过程中零部件一般都包括电芯、泡棉、防火板,电芯、泡棉、防火板之间通过双面胶带进行粘贴连接以组装在一起,电芯堆叠好后再放置至模组壳体中进行装配成模组后再进行电池包装配,或者直接以电芯模块方式装入电池包箱体内形成电池包。
3.在现有的电芯堆叠工艺中,电芯与电芯之间、电芯与泡棉之间以及电芯与防火板之间的都采用双面胶带进行粘结连接,通常情况下,提供泡棉、防火板的厂家在出厂前就会对泡棉和防火板进行双面背胶处理,因此,泡棉和防火板的价格通常较高,造成成本的增加。
技术实现要素:
4.本发明的目的是提供一种电池包的组装方法,所述电池包的组装方法有利于降低电池包的组装成本。
5.为了实现上述目的,本发明提供了一种电池包的组装方法,所述电池包包括至少一个电芯堆叠体,所述电芯堆叠体包括堆叠在一起的多层部件,各个部件分别包括相对的第一表面和第二表面,该方法包括:
6.喷胶步骤:使用喷胶机对所述各个部件的第一表面喷涂胶水;
7.堆叠步骤:将喷胶后的多层所述部件堆叠在一起,在堆叠时,使任一所述部件的第一表面与相邻层的另一所述部件的第二表面相贴合,以形成电芯堆叠体半成品;再使用未喷胶的泡棉贴合在所述电芯堆叠体半成品的位于末端的所述第一表面上,以形成电芯堆叠体;
8.其中,所述部件为电芯、防火板或者泡棉中的一者。
9.优选地,所述电池包包括依次排列的两个以上所述电芯堆叠体,相邻两个所述电芯堆叠体之间设置有隔板,所述组装方法还包括:在所述堆叠步骤之后的电芯堆叠体粘结步骤:使用所述喷胶机在所述电芯堆叠体和所述隔板的至少一者上喷涂胶水,将所述电芯堆叠体和所述隔板彼此贴合,以通过所述胶水使得所述电芯堆叠体与所述隔板粘结在一起。
10.优选地,所述组装方法还包括在所述堆叠步骤之后的模组壳体装配步骤,该模组壳体装配步骤包括将所述电芯堆叠体组装至模组壳体内形成模组,并且所述组装方法还包括在所述模组壳体装配步骤之后的电池包箱体装配步骤,该电池包箱体装配步骤包括将所述模组组装至所述电池包箱体内形成电池包。
11.优选地,所述电池包包括电池包箱体,所述电池包组装方法还包括在所述堆叠步
骤之前的保温棉粘贴步骤:使用所述喷胶机对所述保温棉的第一表面喷涂胶水,将喷胶后的所述保温棉的第一表面粘贴至所述电池包箱体的内壁上;并在所述堆叠步骤中,将首层所述部件的第一表面粘贴至所述保温棉的第二表面上,然后再将所述其余各层所述部件堆叠至首层所层部件上,其中所述保温棉的第一表面与第二表面彼此相对。
12.优选地,在所述组装方法中,在对所述保温棉各层和所述部件各层进行堆叠时,采用逐层粘贴的形式。
13.优选地,所述喷胶步骤中,在所述部件的第一表面上,所述喷胶机的喷头的运动轨迹为连续的折线、曲线或者螺旋线,并且所述喷胶机的喷头的运动轨迹无重叠。
14.优选地,在所述喷胶步骤中,调整所述喷胶机的喷头相对于所述部件的移动速度以及所述胶水从所述喷头喷出的流量,以调整由所述喷胶机喷射出的胶水在所述部件上的厚度,使所述厚度小于0.1mm。
15.优选地,所述喷胶步骤中,使得由所述喷胶机喷射出的胶水在所述部件的第一表面上的覆盖面积不小于所述第一表面面积的70%。
16.优选地,所述喷胶机能够喷射出连续且螺旋丝状的胶水,在所述喷胶步骤中,使所述喷胶机喷射出的螺旋丝状的胶水在所述部件的第一表面上的宽度不小于25mm。
17.优选地,该组装方法还包括在所述喷胶步骤之前的软包电芯全检步骤和电芯裁极耳步骤,所述软包电芯全检步骤包括对电芯进行外观检查和性能测试,以去除不合格电芯;所述电芯裁极耳步骤包括在所述软包电芯全检步骤之后对合格的芯片的极耳进行裁切。
18.在本发明的电池包的组装方法中,采用胶水将电芯、泡棉、防火板等部件粘结连接在一起,购买电芯、泡棉、防火板时,不需要再购买在两侧面均进行背胶处理的电芯、泡棉、防火板,而是在组装模组时根据需要使用喷胶机在电芯、泡棉、防火板等部件上喷涂胶水来进行粘结连接,并且根据需要电芯堆叠体与隔板之间、电芯堆叠体和保温棉以及保温棉和电池包箱体之间均可以采用胶水来粘结连接,可以降低电池包的制造成本。并且,相比于现有技术中通过人工或者机器背胶容易使得粘结部件之间藏有气泡、进而为电池模组埋下安全隐患的问题,本发明中由于变更为采用喷胶机喷涂胶水,大大降低了粘结部件之间有可能夹杂的气泡,有利于提升电池包的安全性能。
附图说明
19.构成本发明的一部分的附图用来提供对本发明的进一步理解,本发明的示意性实施方式及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
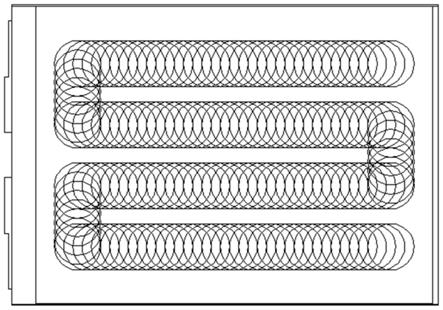
20.图1为根据本发明的电池包的组装方法中,可供选择的一种胶水在部件上的喷涂轨迹;
21.图2为本发明一种实施方式的电池包的组装方法中,电芯堆叠体的堆叠方式;
22.图3为本发明一种实施方式的电池包的组装方法中,模组组装的示意图;
23.图4为本发明一种实施方式的电池包的组装方法中,电池包装配入壳的示意图;
24.图5为根据本发明另一种实施方式的电池包的组装方法所生产的电池包的结构示意图。
25.附图标记说明:
26.1电芯
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2泡棉
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
3防火板
27.4电芯堆叠体
ꢀꢀꢀꢀꢀꢀꢀ
5隔板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
6汇流排
28.7壳盖
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
8底壳
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
9塑胶盖板
29.10模组
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
11电池包箱体
ꢀꢀꢀꢀ
12保温棉
30.13高/低压连接及bms监控系统
31.14液冷管
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
15密封圈
32.a第一表面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
b第二表面
具体实施方式
33.需要说明的是,在不冲突的情况下,本发明中的实施方式及实施方式中的特征可以相互组合。
34.在本发明中,需要理解的是,术语“背离”、“朝向”、“径向”、“轴向”等指示的方位或位置关系为基于附图所示的方位或位置关系,也与实际使用的方位或位置关系相对应;“内、外”是指相对于各部件本身的轮廓的内、外,而不是指示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
35.下面将参考附图并结合实施方式来详细说明本发明。
36.本发明一方面提供了一种电池包的组装方法,所述电池包包括至少一个电芯堆叠体,所述电芯堆叠体包括堆叠在一起的多层部件,各个部件分别包括相对的第一表面和第二表面,该方法包括:喷胶步骤:使用喷胶机对所述各个部件的第一表面喷涂胶水;堆叠步骤:将喷胶后的多层所述部件堆叠在一起,在堆叠时,使任一所述部件的第一表面与相邻层的另一所述部件的第二表面相贴合,以形成电芯堆叠体半成品;再使用未喷胶的泡棉贴合在所述电芯堆叠体半成品的位于末端的所述第一表面上,以形成电芯堆叠体;其中,所述部件为电芯、防火板或者泡棉中的一者。
37.在本发明的电池包的组装方法中,采用胶水将电芯、泡棉、防火板等部件粘结连接在一起,购买电芯、泡棉、防火板时,不需要再购买在两侧面均进行背胶处理的电芯、泡棉、防火板,而是在组装模组时根据需要使用喷胶机在电芯、泡棉、防火板等部件上喷涂胶水来进行粘结连接,可以降低电池包的制造成本。在喷胶后无需烘干,使用胶水进行粘结粘结性强。并且,相比于现有技术中通过人工或者机器背胶容易使得粘结部件之间藏有气泡、进而为电池模组埋下安全隐患的问题,本发明中由于变更为采用喷胶机喷涂胶水,大大降低了粘结部件之间有可能夹杂的气泡,有利于提升电池包的安全性能。
38.其中,所述胶水可以为热熔胶或者其他,例如,胶水型号可以为8210ev或者其他,热熔胶具有优异的绝缘性和化学稳定性,有利于电池性能优化;所述喷胶机可以为自动喷胶机或者半自动喷胶机。
39.对于本发明的电池包的组装方法,可以应用于具有模组的电池包的组装,例如参见图1至图4,在本实施方式中,先将电芯1、泡棉2和防火板3堆叠形成电芯堆叠体4,再将电芯堆叠体4组装成模组10,最后将组装好的模组10入壳装配形成电池包成品。
40.在对电芯1、泡棉2和防火板3堆叠成电芯堆叠体4的过程中,如上文所述,包括喷胶步骤:使用喷胶机对所述各个部件(电芯1、泡棉2或防火板3)的第一表面喷涂胶水;堆叠步骤:将喷胶后的多层所述部件堆叠在一起,在堆叠时,使任一所述部件(电芯1、泡棉2或防火板3)的第一表面a与相邻层的另一所述部件(电芯1、泡棉2或防火板3)的第二表面b相贴合,
以形成电芯堆叠体半成品;再使用未喷胶的泡棉贴合在所述电芯堆叠体半成品的位于末端的所述第一表面a上,以形成电芯堆叠体;其中,所述部件为电芯、防火板或者泡棉中的一者。
41.可以理解的是,本实施方式中,将一个片状部件上彼此相对的两个表面定义为第一表面a与第二表面b。并且,通常情况下,一个模组可以包括一个以上的电芯堆叠体4,而这些电芯堆叠体4之间通过隔板5隔开,而多个电芯堆叠体4和隔板5最终连接在一起,它们之间的连接同样可以采用喷胶机喷胶水来实现,因此,优选地,参见图3,所述电池包包括依次排列的两个以上所述电芯堆叠体4,相邻两个所述电芯堆叠体4之间设置有隔板5,所述组装方法还包括:在所述堆叠步骤之后的电芯堆叠体粘结步骤:使用所述喷胶机在所述电芯堆叠体4和所述隔板5的至少一者上喷涂胶水,将所述电芯堆叠体4和所述隔板5彼此贴合,以通过所述胶水使得所述电芯堆叠体4与所述隔板5粘结在一起。
42.并且,参见图4,所述组装方法还包括在所述堆叠步骤之后的模组壳体装配步骤,该模组壳体装配步骤包括将所述电芯堆叠体4组装至模组壳体内形成模组10,并且所述组装方法还包括在所述模组壳体装配步骤之后的电池包箱体装配步骤,该电池包箱体装配步骤包括将所述模组10组装至所述电池包箱体11内形成电池包。
43.其中,模组壳体装配步骤可以包括在所述电芯堆叠体4上焊接电芯极耳、将所述电芯堆叠体4装入底壳8中、在电芯堆叠体4侧部安装塑料盖板9、将温度和电压监测元件连接至所述电芯堆叠体4、将汇流排6焊接至所述电芯堆叠体4和在所述壳体的开口上加盖壳盖7以形成模组10。所述电池包箱体装配步骤可以包括在电池包箱体11内壁上粘贴保温棉12,安装高/低压连接及bms监控系统13等,最后封装电池包箱体11,形成电池包。
44.另外,对于本发明的电池包的组装方法,还可以应用于无模组的电池包的组装,例如参见图5,在本实施方式中,直接将电芯1、泡棉2和防火板3堆叠至电池包箱体11上,再装配其它配件并封装箱体形成电池包成品。
45.在组装过程中,可以先在电池包箱体11的内壁上粘贴保温棉,例如,本实施方式中,所述电池包包括电池包箱体11,所述电池包组装方法还包括在所述堆叠步骤之前的保温棉粘贴步骤:使用所述喷胶机对所述保温棉的第一表面喷涂胶水,将喷胶后的所述保温棉的第一表面粘贴至所述电池包箱体11的内壁上;并在所述堆叠步骤中,将首层所述部件的第一表面粘贴至所述保温棉的第二表面上,然后再将所述其余各层所述部件堆叠至首层所层部件上,其中所述保温棉的第一表面与第二表面彼此相对。换言之,就是先在电池包箱体11的内壁上堆叠保温棉层,然后再在保温棉层上堆叠电芯1、泡棉2和防火板3最终形成电芯堆叠体4。
46.其中,在对电芯1、泡棉2和防火板3堆叠成电芯堆叠体4的过程中,如上文所述,包括喷胶步骤:使用喷胶机对所述各个部件(电芯1、泡棉2或防火板3)的第一表面喷涂胶水;堆叠步骤:将喷胶后的多层所述部件堆叠在一起,在堆叠时,使任一所述部件(电芯1、泡棉2或防火板3)的第一表面a与相邻层的另一所述部件(电芯1、泡棉2或防火板3)的第二表面b相贴合,以形成电芯堆叠体半成品;再使用未喷胶的泡棉贴合在所述电芯堆叠体半成品的位于末端的所述第一表面a上,以形成电芯堆叠体;其中,所述部件为电芯、防火板或者泡棉中的一者。
47.并且,可以理解的是,本实施方式中,在对所述保温棉各层和所述部件各层进行堆
叠时,采用逐层粘贴的形式。例如,所述保温棉各层可以包括多个所述保温棉个体,而所述部件各层可以包括多个所述部件个体,在对保温棉层粘贴时,先将一层的多块保温棉都粘贴好后再继续在这一层上粘贴之后的一层(保温棉层或者部件层),而在对各个部件层进行粘贴时,也先将一层的多块部件(电芯1、泡棉2或防火板3)粘贴好后再继续在这一层上粘贴之后的一层。最终重复粘贴堆叠直至形成所需的电芯模块。并且,所述电池包的组装方法还包括在所述堆叠步骤之后装配其它部件,例如进行汇流排串并联、进行采集板安装、装配液冷管14和密封圈15,并封装箱体形成电池包成品。
48.另外,对于本申请的电池包的组装方法,无论是否用于包含具有模组的电池包,都还可以包括在所述喷胶步骤之前的软包电芯全检步骤和电芯裁极耳步骤,所述软包电芯全检步骤包括对电芯进行外观检查和性能测试,以去除不合格电芯;所述电芯裁极耳步骤包括在所述软包电芯全检步骤之后对合格的芯片的极耳进行裁切。
49.并且,优选地,本组装方法中,所述喷胶机能够喷射出连续且螺旋丝状的胶水,当胶水呈现出连续且螺旋条状的状态时,喷胶机能够更加快速而均匀地在部件(电芯、泡棉或防火板)上喷涂胶水,进而更快地完成在电芯、泡棉、防火板上喷涂胶水,且获得它们之间有效而稳定地粘结连接,并且丝状的胶水使得胶水稳定而更容易落入目标物体上,不容易散落至目标物体周围环境中,并且不容易挥发,因而不容易造成环境污染,影响生产线的清洁度。
50.优选地,在所述喷胶步骤中,所述喷胶机喷射出的螺旋条状的胶水在所述泡棉、所述电芯和所述防火板上的宽度不小于25mm,可以设置喷头的吹气方向相对于出胶方向的角度、出胶速度和吹气气流大小等,以将喷胶机喷射出的螺旋条状的胶水在所述泡棉、所述电芯和所述防火板上的宽度调整至不小于25mm。
51.并且,参见图1,所述喷胶步骤中,在所述部件(泡棉、电芯或防火板)上,所述喷胶机的喷头的运动轨迹为连续的折线、曲线或者螺旋线,并且所述喷胶机的喷头的运动轨迹无重叠,例如,参见图1,示出了可供选择的一种胶水在泡棉、电芯和防火板上的喷涂轨迹,由此,可以更快速均匀而有效地对电芯、泡棉、防火板完成喷胶处理。
52.优选地,在所述喷胶步骤中,调整所述喷胶机的喷头相对于所述部件(泡棉、电芯或防火板)的移动速度以及所述胶水从所述喷头喷出的流量,以调整由所述喷胶机喷射出的胶水在所述泡棉、所述电芯和所述防火板上的厚度,使所述厚度小于0.1mm,以使得电芯、泡棉、防火板之间获得有效粘结连接、所需剪切力要求的同时又不至于增加模组的重量和制造成本。
53.并且,为了增强电芯、泡棉、防火板之间的粘结稳定性,优选地,所述喷胶步骤中,使得由所述喷胶机喷射出的胶水在所述部件(泡棉、电芯或防火板)的所述一侧表面上的覆盖面积不小于所述一侧表面面积的70%。
54.当然,可以理解的是,在对其它部分之间喷胶粘贴时,例如对电池包箱体与保温棉、保温棉与电芯之间进行喷胶粘贴时,也可以依照上文所述的胶水在喷涂表面的喷涂面积比例不小于70%、胶水厚度不小于0.1mm的参数。
55.以上结合附图详细描述了本发明的优选实施方式,但是,本发明并不限于此。在本发明的技术构思范围内,可以对本发明的技术方案进行多种简单变型。包括各个具体技术特征以任何合适的方式进行组合。为了避免不必要的重复,本发明对各种可能的组合方式
不再另行说明。但这些简单变型和组合同样应当视为本发明所公开的内容,均属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1