清洗部件的清洗装置、基板清洗装置及清洗部件组件的制作方法
1.本发明涉及一种用于对清洗部件进行清洗的清洗部件的清洗装置、基板清洗装置及清洗部件组件。
背景技术:
2.以往,在新的清洗部件附着有污染物,需要将它们去除而进行初始化之后再使用。另外,还存在如下问题:当使用洁净化后的清洗部件持续清洗基板时,例如存在于处理对象的基板上的研磨浆料这样的基板上的颗粒在清洗部件堆积,从而使清洗能力降低。为了解决这样的问题,在日本特开2016
‑
152345号中公开了一种基板清洗装置,该基板清洗装置使基板旋转,并且一边使清洗部件接触旋转的基板一边对基板进行清洗。在该基板清洗装置中设置有:自清洗部件,该自清洗部件设置于支承清洗部件的臂,并与清洗部件接触而进行清洗部件的自清洗;以及移动机构,该移动机构设置于支承清洗部件的臂,并使自清洗部件在与清洗部件接触的位置和从清洗部件离开的位置之间移动。
3.发明所要解决的技术问题
4.在日本特开2016
‑
152345号中还公开了向清洗部件与自清洗部件的接触部供给清洗液的方式,但在像这样的以往的从外侧向清洗部件与自清洗部件的接触部供给清洗液的方式中,已知有如下技术问题:例如在使用最近研究的特定的浆料进行基板研磨后的清洗过程中,存在粒子去除性能不能满足期待的性能的可能性等。
技术实现要素:
5.本发明提供一种能够有效地对清洗部件进行清洗的清洗部件的清洗装置、基板清洗装置及清洗部件组件。
6.用于解决技术问题的技术手段
7.[概念1]
[0008]
本发明的清洗部件的清洗装置可以具备:
[0009]
基板支承部,该基板支承部保持基板;
[0010]
保持部,该保持部保持具有清洗部件的清洗部件组件;
[0011]
部件旋转部,该部件旋转部使所述清洗部件旋转;
[0012]
内清洗液供给部,该内清洗液供给部向所述清洗部件内供给清洗液;
[0013]
外清洗液供给部,该外清洗液供给部从所述清洗部件外供给清洗液;以及
[0014]
控制部,该控制部进行控制,以进行第一处理和第二处理,该第一处理一边以第一压力将所述清洗部件按压于所述基板,一边从所述外清洗液供给部向基板供给清洗液,该第二处理一边使所述清洗部件从所述基板离开或以第一压力以下的第二压力将所述清洗部件按压于所述基板,一边从内清洗液供给部供给清洗液。
[0015]
[概念2]
[0016]
在概念1的清洗部件的清洗装置中,可以是,
[0017]
在所述第二处理的期间,停止从所述外清洗液供给部向所述基板供给清洗液。
[0018]
[概念3]
[0019]
在概念1的清洗部件的清洗装置中,可以是,
[0020]
在所述第二处理的期间,也进行从所述外清洗液供给部向所述基板的清洗液的供给。
[0021]
[概念4]
[0022]
在概念1~3中的任一个清洗部件的清洗装置中,可以是,
[0023]
所述第二处理中的所述清洗部件的第二旋转速度比所述第一处理中的所述清洗部件的第一旋转速度快。
[0024]
[概念5]
[0025]
在概念1~4中的任一个清洗部件的清洗装置中,可以是,
[0026]
内清洗液供给部供给冲洗液,且外清洗液供给部供给药液;内清洗液供给部供给药液,且外清洗液供给部供给冲洗液;或者内清洗液供给部和外清洗液供给部供给药液。
[0027]
[概念6]
[0028]
在概念1~5中的任一个清洗部件的清洗装置中,可以是,
[0029]
内清洗液供给部供给第一药液,且外清洗液供给部供给与第一药液不同的第二药液。
[0030]
[概念7]
[0031]
在概念1~6中的任一个清洗部件的清洗装置中,可以是,
[0032]
所述控制部在以第二压力将所述清洗部件按压于所述基板的期间从内清洗液供给部供给清洗液,
[0033]
所述第二压力为所述第一压力的1/2以下。
[0034]
[概念8]
[0035]
在概念1~7中的任一个清洗部件的清洗装置中,可以是,
[0036]
所述控制部控制输送部,以更换所述基板,并且所述控制部进行控制,以将所述第一处理和所述第二处理的处理和所述基板的更换处理作为多次的组来进行。
[0037]
[概念9]
[0038]
在概念8的清洗部件的清洗装置中,可以是,
[0039]
后半组中的第一压力比前半组中的第一压力小。
[0040]
[概念10]
[0041]
在概念1~9中的任一个清洗部件的清洗装置中,可以是,
[0042]
所述控制部进行控制,以使得在第一压力为阈值以上的情况下,基板和清洗部件的旋转方向为反方向,并且在第一压力小于所述阈值的情况下,基板和清洗部件的旋转方向为同方向。
[0043]
[概念11]
[0044]
在概念1~10中的任一个清洗部件的清洗装置中,可以是,
[0045]
所述外清洗液供给部在所述第一处理和所述第二处理的期间持续供给清洗液,
[0046]
所述内清洗液供给部供给冲洗液,并且在所述第一处理的期间停止冲洗液的供给。
[0047]
[概念12]
[0048]
在概念1~11中的任一个清洗部件的清洗装置中,可以是,
[0049]
所述内清洗液供给部供给冲洗液,
[0050]
所述控制部进行控制,以使进行所述第一处理的第一时间比进行所述第二处理的第二时间长。
[0051]
[概念13]
[0052]
在概念1~12中的任一个清洗部件的清洗装置中,可以是,
[0053]
所述控制部控制所述外清洗液供给部,以在对要进行清洗处理的基板进行清洗之前进行冲洗处理。
[0054]
[概念14]
[0055]
概念1~13中的任一个清洗部件组件可以具备:
[0056]
被上述的清洗部件的清洗装置清洗的清洗部件。
[0057]
[概念15]
[0058]
本发明的基板清洗装置进行基板的清洗,该基板清洗装置可以具备:
[0059]
基板支承部,该基板支承部保持基板;
[0060]
基板清洗液供给部,该基板清洗液供给部向所述基板供给清洗液;
[0061]
保持部,该保持部保持具有清洗部件的清洗部件组件;
[0062]
部件旋转部,该部件旋转部使所述清洗部件旋转;
[0063]
内清洗液供给部,该内清洗液供给部向所述清洗部件内供给清洗液;
[0064]
外清洗液供给部,该外清洗液供给部从所述清洗部件外供给清洗液;以及
[0065]
控制部,该控制部进行控制,以进行第一处理和第二处理,该第一处理一边以第一压力将所述清洗部件按压于所述基板,一边从所述外清洗液供给部向基板供给清洗液,该第二处理一边使所述清洗部件从所述基板离开或以第一压力以下的第二压力将所述清洗部件按压于所述基板,一边从内清洗液供给部供给清洗液。
[0066]
[概念16]
[0067]
概念15的清洗部件组件可以具备:
[0068]
被上述的基板清洗装置清洗的清洗部件。
[0069]
本发明的效果
[0070]
根据本发明,能够提供能够有效地对清洗部件进行清洗的清洗部件的清洗装置等。
附图说明
[0071]
图1是表示本发明的实施方式的基板处理装置的整体结构的概略俯视图。
[0072]
图2是表示在本发明的实施方式中使用的基板清洗装置的立体图。
[0073]
图3是表示作为本发明的实施方式的一例而使用的清洗部件的清洗装置的图。
[0074]
图4是表示作为本发明的实施方式的其他例而使用的清洗部件的清洗装置的图。
[0075]
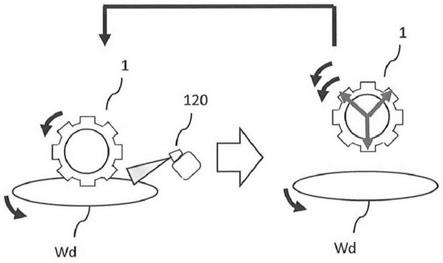
图5是用于说明在本发明的实施方式中使用的辊清洗部件的清洗方法的图。
[0076]
图6是用于说明通过本发明的实施方式的方式去除清洗部件内的异物的状况的图。
[0077]
图7是用于说明制造在本发明的实施方式中使用的一体成形的清洗部件的方法的一例的图。
[0078]
图8是在本发明的实施方式中使用的清洗部件的清洗装置的框图。
[0079]
图9是表示使用本发明的实施方式的实施例1的清洗部件的清洗装置时残留于基板上的19nm以上的颗粒和使用比较例1的清洗部件的清洗装置时残留于基板上的19nm以上的颗粒的照片(defectmap)。
[0080]
图10a和图10b是将使用本发明的实施方式的实施例1的清洗部件的清洗装置时残留于基板上的19nm以上的颗粒的数量和使用比较例1的清洗部件的清洗装置时残留于基板上的19nm以上的颗粒的数量用比率来示出的曲线图。
[0081]
图11a表示在虚设基板与辊清洗部件接触的部位中,虚设基板和辊清洗部件以相反的方向旋转的方式,图11b表示在虚设基板与辊清洗部件接触的部位中,虚设基板和辊清洗部件以相同的方向旋转的方式。
[0082]
图12是用于说明在本发明的实施方式中使用的笔形清洗部件的清洗方法的图。
[0083]
图13是表示在本发明的实施方式中使用的辊清洗装置的结构的概略的结构图。
[0084]
图14是用于说明在本发明的实施例2中使用的辊清洗部件的清洗方法的图。
[0085]
图15是用于说明在本发明的实施例3中使用的辊清洗部件的清洗方法的图。
[0086]
图16是用比率表示本发明的实施例1~3的残留于基板上的19nm以上的颗粒的数量的曲线图。
[0087]
图17是能够在本发明的实施方式中使用的磨合装置的立体图。
[0088]
图18是表示在磨合模块安装虚设基板时的状态的立体图。
[0089]
图19是在本发明的实施方式中使用的磨合模块的框图。
[0090]
符号说明
[0091]
80 部件旋转部
[0092]
90 清洗部件
[0093]
100 保持部
[0094]
110 内清洗液供给部
[0095]
120 外清洗液供给部
[0096]
350 控制部
[0097]
wd 虚设基板
具体实施方式
[0098]
《结构》
[0099]
对包含基板清洗装置等的基板处理装置的实施方式进行说明。此外,在以下的一个实施方式中,示出了半导体晶片(被处理体)的清洗处理,特别是应用于使用了药液的处理的例,但本发明不限于应用于晶片的清洗处理。
[0100]
如图1所示,本实施方式的基板处理装置具有:大致矩形状的外壳310和载置有储存多个基板w的基板盒的装载口312。装载口312与外壳310相邻地配置。在装载口312能够搭载开式盒、smif(standard mechanical interface,标准机械接口)盒或foup(front opening unified pod,前开式晶圆传送盒)。smif盒、foup是能够通过在内部收纳基板盒,
并用隔壁覆盖来保证与外部空间独立的环境的密闭容器。作为基板w,能够例举例如半导体晶片等。
[0101]
在外壳310的内部收容有:多个(在图1所示的方式中是四个)研磨单元314a~314d、清洗研磨后的基板w的第一清洗单元316和第二清洗单元318,以及干燥清洗后的基板w的干燥单元320。研磨单元314a~314d沿着基板处理装置的长度方向排列,清洗单元316、318和干燥单元320也沿着基板处理装置的长度方向排列。根据本实施方式的基板处理装置,能够在直径300mm或450mm的半导体晶片、平板、cmos(complementary metal oxide semiconductor,互补式金属氧化物半导体)、ccd(charge coupled device,电荷耦合器件)等图像传感器、mram(magnetoresistive random access memory,非易失性磁性随机存储器)中的磁性膜的制造工序中,对各种基板w进行研磨处理。此外,作为其他实施方式的基板处理装置,也可以作为不在外壳310内设置研磨基板w的研磨单元,而进行基板w的清洗处理和干燥处理的装置。
[0102]
在被装载口312、位于装载口312侧的研磨单元314a和干燥单元320包围的区域配置有第一输送机器人322。另外,与研磨单元314a~314d以及清洗单元316、318和干燥单元320平行地配置有输送单元324。第一输送机器人322从装载口312接受研磨前的基板w并交接到输送单元324,或将从干燥单元320取出的干燥后的基板w交接到输送单元324。
[0103]
在第一清洗单元316与第二清洗单元318之间配置有第二输送机器人326,该第二输送机器人326在这些第一清洗单元316与第二清洗单元318之间进行基板w的交接,在第二清洗单元318与干燥单元320之间配置有第三输送机器人328,该第三输送机器人328在这些第二清洗单元318与干燥单元320之间进行基板w的交接。而且,在外壳310的内部配置有控制基板处理装置的各设备的动作的控制部(整体控制部)350。在本实施方式中,用控制部350被配置于外壳310的内部的方式进行说明,但不限于此,可以在外壳310的外部配置控制部350,控制部350也可以设置在远距离地点。
[0104]
作为第一清洗单元316可以使用辊清洗装置,该辊清洗装置在清洗液的存在下,使遍及基板w的直径的大致全长直线状地延伸的辊清洗部件90与基板w接触,并一边绕与基板w平行的中心轴自转一边对基板w的表面进行擦洗。另外,作为第二清洗单元318可以使用笔形清洗装置,该笔形清洗装置在清洗液的存在下,使在铅直方向上延伸的圆柱状的笔形清洗部件的接触面与基板w接触,并使笔形清洗部件一边自转一边朝向一方向移动,从而对基板w进行表面擦洗。另外,作为干燥单元320可以使用旋转干燥单元,该旋转干燥单元从移动的喷射喷嘴朝向保持为水平而旋转的基板w喷出ipa蒸气来干燥基板w,并且使基板w高速地旋转,从而通过离心力来干燥基板w。
[0105]
此外,作为第一清洗单元316,也可以不使用辊清洗装置,而使用与第二清洗单元318相同的笔形清洗装置,或使用通过双流体喷嘴对基板w的表面进行清洗的双流体喷嘴清洗装置。另外,作为第二清洗单元318,也可以不使用笔形清洗装置,而使用与第一清洗单元316相同的辊清洗装置,或使用通过双流体喷嘴对基板w的表面进行清洗的双流体喷嘴清洗装置。
[0106]
本实施方式的清洗液包含:纯水(diw)等冲洗液
と
、氨过氧化氢(sc1)、盐酸过氧化氢(sc2)、硫酸过氧化氢(spm)、硫酸加水、氢氟酸等药液。另外,也可以是以这些为主成分的混合液、稀释液。在本实施方式中,除了特别地否定之外,清洗液表示冲洗液、药液或冲洗液
和药液这两者。此外,本实施方式的清洗包含:一边使辊清洗部件90、笔清洗部件90a等清洗部件旋转并与基板接触一边向基板供给清洗液而擦洗的方式、不使部件与基板接触而仅供给清洗液的方式。
[0107]
如图3所示,清洗部件组件1可以具有:清洗部件安装部10和安装于清洗部件安装部10的表面的清洗部件。在以下,作为一例,对作为清洗部件使用辊清洗部件90进行说明,但不限于此,本实施方式的方式还能够使用例如笔形清洗部件、刷、心轴(日文:
マンドリル
)这样的清洗部件。如图2所示,辊清洗部件90也可以由具有多个突块(突起部件)95的海绵构成。可以将突块95的顶部的面积设为5cm2以下。作为清洗部件安装部10的材料,可以使用pvdf、ptfe。
[0108]
如图2所示,基板清洗装置可以具有保持基板w的基板支承部200。基板支承部200可以将基板w保持为在水平方向上延伸,可以保持为在铅直方向上延伸,也可以保持为从水平方向倾斜。基板支承部200可以通过卡盘或吸附来保持基板w并且旋转,也可以如图2所示的导轴那样使基板w旋转并支承基板w。可以设置向基板w供给药液的药液供给部210和向基板w供给冲洗液的冲洗液供给部220。在本实施方式中,向基板w供给清洗液的基板清洗液供给部由药液供给部210和冲洗液供给部220构成。
[0109]
在本实施方式中,用清洗部件的清洗装置由基板清洗装置构成的方式进行说明。即,在本实施方式中,用如下方式进行说明:在为了对在量产半导体基板晶片等时的一系列的处理工序中使用的基板w进行清洗而使用的基板清洗装置中,对清洗部件进行清洗的清洗部件的清洗装置(自清洗装置或磨合装置600(参照图17))同时还用作对基板进行清洗的基板清洗装置。但是,不限于这样的方式,也可以设置与基板清洗装置不同的专用的清洗部件的清洗装置。在使用这样的专用的清洗部件的清洗装置的情况下,不需要将用于基板w的清洗处理的基板清洗装置用于清洗部件的清洗装置。因此,在能够延长基板清洗装置的工作时间,能够提高基板处理片数(能够提高装置的工作率)这点上是有益的。关于专用的清洗部件的清洗装置,通过参照将美国专利申请no2019/0088509a1的整体编入本说明书。
[0110]
另外,在清洗辊清洗部件90等清洗部件时,作为基板可以使用虚设基板wd。在本实施方式中,以下,对作为基板使用虚设基板wd的方式进行说明,但不限于此,也可以使用在量产中使用的晶片等基板w来进行清洗部件的清洗处理。此外,由于在具有金属膜的虚设基板wd中,在作为清洗液使用了药液的情况下,金属膜有溶解的可能性,因此在作为清洗液使用了药液的情况下,作为虚设基板wd优选使用具有氧化膜等绝缘膜的基板。该绝缘膜可以是teos(四乙氧基硅烷)。
[0111]
如图3所示,清洗部件的清洗装置可以具有:保持具有辊清洗部件90的清洗部件组件1的保持部100、使辊清洗部件90旋转的部件旋转部80、向辊清洗部件90内供给清洗液的内清洗液供给部110以及从辊清洗部件90的外方供给清洗液的外清洗液供给部120。
[0112]
在一实施方式中,部件旋转部80由例如电机、传递电机的驱动力的带等传递部构成,部件旋转部80与清洗部件组件1经由保持部100连结。并且,构成为将在部件旋转部80产生的旋转驱动力向清洗部件组件1的辊清洗部件90传递。另外,部件旋转部80使清洗部件组件1在(相对于基板w)垂直方向上上下自如地动作,并且还能够具有使清洗部件组件1在规定的位置停止的止动件。在一实施方式中,能够设置用于使辊清洗部件上下运动的缸机构。另外,在使辊清洗部件旋转时,构成为除了使电机产生驱动力之外,还通过将驱动力向带等
传递部传递,而使辊清洗部件90绕沿着长度方向的轴中心旋转。并且,为了能够进行辊清洗部件的xyz轴各自的轴向的运动控制,能够设置对辊清洗部件的位置进行测定的传感器,并且控制部接收由传感器得到的信号,由控制部生成使辊清洗部件的位置位移的位移信号,将位移信号向部件旋转部或缸发送,由此将辊清洗部件的位置向最适合的位置控制。
[0113]
使用图13对更具体的例进行说明。
[0114]
如图13所示,可以设置辊按压驱动部519,该辊按压驱动部519用于将辊清洗部件90向基板w按压,或使辊清洗部件90从基板w离开。另外,可以设置传递基于电机等的驱动部515的旋转力的由带等构成的传递部517。此外,辊清洗部件90的驱动可以通过驱动部515的直接驱动来进行,也可以通过经由带等的间接电动来进行。
[0115]
部件旋转部80可以具有:对施加于驱动部515的转矩进行检测的转矩检测部516,和检测基于按压驱动部519的辊清洗部件90对基板w的按压力的按压力检测部518。作为按压力检测部518,可以使用例如测力传感器。
[0116]
控制部350也可以基于来自转矩检测部516的检测结果,控制基于按压驱动部519的辊清洗部件90对基板w的按压力。例如,控制部350对辊清洗部件90对基板w的按压力进行控制,以将施加于驱动部515的转矩限制在一定范围(后述的第二范围内)或使该转矩成为恒定值。
[0117]
控制部350也可以基于来自按压力检测部518的检测结果,控制基于按压驱动部519的辊清洗部件90对基板w的按压力。
[0118]
另外,控制部350也可以从辊清洗部件90与基板w抵接起到第一时间(例如1秒~3秒)到来为止,基于来自按压力检测部518的检测结果,控制基于按压驱动部519的辊清洗部件90对基板w的按压力,并在经过第一时间后基于来自转矩检测部516的检测结果来控制该按压力。此外,除了这样的方式,也可以基于来自按压力检测部518的检测结果,仅以辊清洗部件90对基板w的按压力不会过度地变大或不会过度地变小的方式进行控制(阈值控制)。
[0119]
另外,控制部350也可以在第一时间到来时,基于来自按压力检测部518的检测结果,判断辊清洗部件90对基板w的按压力是否在第一范围内,并在该按压力在第一范围的范围外的情况下,控制按压驱动部519,以使按压力成为在第一范围内。
[0120]
可以是,转矩检测部516在规定时间内多次检测转矩,控制部350基于由转矩检测部516检测到的多个转矩的值(使用例如多个转矩的值的平均值)来控制按压力。另外,转矩检测部516可以每隔规定时间(例如每0.1~0.3秒)对转矩进行检测。作为一例,控制部350可以基于连续的二~五的检测结果来控制按压力。例如,可以每0.1秒获取三个点,并使用它们的平均值来控制从辊清洗部件90对基板w施加的按压力。在一实施方式中,在通过辊清洗部件擦洗基板时,可以基于由转矩检测部516在规定时间内检测到的多个转矩的值来控制清洗部件对基板的按压力。
[0121]
此外,在部件旋转部80以预先设定的转速旋转的情况下,由于部件旋转部80实现恒定的转速,因此施加的转矩重复取大值和小值。即,当在某一时刻转矩变高时,进行控制,以使从辊清洗部件90向基板w施加的按压力变小,其结果是,转矩变小。当像这样转矩变小时,进行控制,以使从辊清洗部件90向基板w施加的按压力变大,其结果是,转矩变大。通过该重复来进行部件旋转部80的控制,由此,通过取平均值,能够使用高精度的转矩的值进行控制。此外,由于转矩在旋转轴旋转一次的期间重复增减,因此也可以预先将该增减的周期
作为设定值进行存储。在此基础上,也可以在计算出旋转轴旋转一次的期间的增减的影响的基础上,进行上述转矩监视。此外,旋转一次内的转矩的变动量越小的辊清洗部件90,就越能够将因辊清洗部件90的旋转位置(与基板w等被清洗体接触的突块95的周向的部位)的不同而导致的清洗效果的偏差抑制得较少。
[0122]
也可以是,转矩检测部516在辊清洗部件90旋转n次(“n”是整数。)的时间内对转矩进行多次检测,并使用该均值来控制从辊清洗部件90施加到基板w的按压力。
[0123]
控制部350也可以以相对于至少两个不同种类的清洗液成为不同的值的方式来控制转矩。另外,控制部350也可以在基板w的种类不同的情况下,控制从辊清洗部件90向基板w施加的按压力,以成为不同的值的转矩。
[0124]
控制部350也可以基于来自转矩检测部516的检测结果控制按压驱动部519,以使转矩成为第二范围内。另外,控制部350也可以基于来自转矩检测部516的检测结果,每隔规定的时间对转矩是否在第二范围内进行检测,并在转矩在第二范围外的情况下,控制按压驱动部519,以使转矩成为第二范围内。另外,控制部350也可以基于来自转矩检测部516的检测结果对转矩是否在第二范围内进行连续的检测,并进行适当调整,以使转矩不会偏离第二范围。
[0125]
在作为基板支承部200采用了导轴的情况下,控制部350也可以基于来自转矩检测部516的检测结果控制按压驱动部519,以使转矩不会成为第一阈值以上,由此,预防了基板w的旋转停止。第一阈值可以基于根据经验的基板w不旋转或旋转停止时的值来决定,也可以基于根据理论的基板w不旋转时的值来决定。例如,可以将根据经验的基板w不旋转或旋转停止时的转矩的值的10%~30%的以下的值,或者根据理论的基板w不旋转时的转矩的值的10%~30%的以下的值作为第一阈值。
[0126]
在进行第一处理时,例如可以进行如下控制:通过接受来自转矩检测部516及/或按压力检测部518的检测结果的反馈,从而控制部350一边控制按压驱动部519而使辊清洗部件90以第一压力按压基板w,且一边控制外清洗液供给部120从外清洗液供给部120向基板w供给清洗液。
[0127]
在进行第二处理时,例如可以进行如下控制,通过接受来自转矩检测部516及/或按压力检测部518的检测结果的反馈,从而控制部350控制按压驱动部519,以使辊清洗部件90从基板w离开,或者控制按压驱动部519,以使辊清洗部件90以第二压力按压基板w。另外,此时,控制部350也可以控制内清洗液供给部110控制,以向辊清洗部件90内供给清洗液。
[0128]
通过从转矩检测部516及/或按压力检测部518向控制部350发送信号,在控制部350接收到来自转矩检测部516及/或按压力检测部518的检测结果。另外,通过控制部350向按压驱动部519发送信号,按压驱动部519接收该信号,从而按压驱动部519使辊清洗部件90沿着基板w的法线方向移动。
[0129]
如图17所示,磨合装置600可以具有:磨合壳体605、设置于磨合壳体605内的磨合模块610、用于控制磨合模块610的磨合控制部650以及存储各种信息的磨合存储部655(参照图19)。磨合控制部650可以由例如触摸面板等构成,并设置于磨合壳体605的侧面。在本实施方式中,用两个磨合模块610被设置于磨合壳体605内的方式进行说明,但不限于此,可以是一个磨合模块610设置于磨合壳体605内,也可以是三个以上的磨合模块610设置于磨合壳体605内。在多个磨合模块610设置于磨合壳体605内的情况下,也可以通过一个以上的
磨合模块610来进行辊清洗部件90的磨合处理,并通过其他一个以上的磨合模块610来进行笔形清洗部件的磨合处理。此外,磨合装置600中的控制除了磨合控制部650之外,还可以通过作为整体控制部的控制部350来进行。另外,如图19
に
示,磨合控制部650和作为整体控制部的控制部350也可以连接为能够通信。
[0130]
如图17所示,磨合装置100可以具有使该磨合装置100能够移动的第一移动部690。作为一例,可以在磨合壳体605的下表面设置脚轮等第一移动部690。另外,磨合装置600可以具有锁定部691,该锁定部691用于锁定为不能通过第一移动部690移动。在本实施方式中,用设置有四个第一移动部690和与它们对应地设置的四个锁定部691的方式进行说明。
[0131]
在设置使磨合装置600能够移动的第一移动部690的情况下,在能够自由地变更磨合装置600的配置位置这点上是有益的。当清洗的基板的种类发生变化、清洗的基板的数量增加时,外壳内的基板清洗装置的布局可能改变。因此,使磨合装置600能够移动,从而能够容易地配置于多余的空间是有益的。
[0132]
清洗部件保持部100可以构成为能够保持三个以上的辊清洗部件90(参照图18)。但不限于此。清洗部件保持部100也可以构成为能够保持一个或两个清洗部件90。在图18所示的方式中,清洗部件保持部100能够保持四个辊清洗部件90。
[0133]
从使辊清洗部件90在与实际的清洗相同的环境下“适应”的观点出发,基于清洗部件保持部100的辊清洗部件90的旋转速度可以是与在基板清洗装置中的清洗工序所采用的旋转速度相同的速度。
[0134]
如图18所示,基板支承部200可以构成为,将虚设基板wd保持为在铅直方向上延伸(即,虚设基板wd的面内方向在上下方向上延伸)。但不限于此,基板支承部200可以构成为将基板保持为在水平方向上延伸,也可以构成为将基板保持为从水平方向倾斜。
[0135]
在图18所示的方式中,四个基板支承部200均等地(以旋转中心为中心呈90
°
的角度)配置。本实施方式的基板支承部200由导轴构成,并构成为使虚设基板wd旋转并将其保持。作为基板支承部200,也能够不是用导轴而使用由卡盘构成的部件。在该情况下,通过卡盘保持虚设基板wd,被卡盘保持的虚设基板wd受到来自旋转部的驱动力而旋转。基板支承部200的数量能够稳定地保持虚设基板wd即可,可以是例如三个或六个。
[0136]
在作为基板支承部200采用了卡盘的情况下,可以是,基板支承部200在不保持虚设基板wd的情况下为开状态,在保持虚设基板wd的情况下为闭状态。可以基于来自磨合控制部650的指令控制虚设基板wd的开闭,也可以是,基板支承部200通过载置虚设基板wd而自动地成为闭状态,并且在取下虚设基板wd时(通过施加一定以上的力)基板支承部200自动地成为开状态。
[0137]
在将虚设基板wd设置于基板支承部200时,也可以是操作者将虚设基板wd设置于基板支承部200,也可以是机器臂那样的基板输送部将虚设基板wd设置于基板支承部200。
[0138]
在图18所示的方式中设置有四个外清洗供给部120,可以是一个清洗部件保持部100与一个外清洗液供给部120对应的方式设置。另外,也可以以一个内清洗液供给部110对应于一个清洗部件保持部100(参照图19)的方式设置。根据这样的方式,在能够对各辊清洗部件90可靠地供给清洗液这点上是有益的。
[0139]
在清洗部件保持部100可以连结有第二移动部660,该第二移动部660用于使清洗部件保持部100相对于虚设基板wd接近和分离(也参照图18的箭头)。此外,为了降低制造成
本、使装置结构小型化,第二移动部660也可以构成为仅使清洗部件保持部100相对于虚设基板wd接近或分离的结构,而不使清洗部件保持部100摆动等。
[0140]
为了对包含辊清洗部件90的长度方向的两端部的整体进行磨合处理,第二移动部660也可以能够使辊清洗部件90沿着其长度方向或与长度方向正交的虚设基板wd的面内方向移动或摆动。
[0141]
在图18所示的方式中,构成为,在虚设基板wd的正面侧和背面侧这两侧分别设置第二移动部660,并且使位于虚设基板wd的正面侧的两个辊清洗部件90和位于虚设基板wd的背面侧的两个辊清洗部件90同步移动。第二移动部660可以由例如致动器等构成。
[0142]
接着,对辊清洗部件90的清洗方法的一例进行说明。
[0143]
首先,通过导轴等基板支承部200支承虚设基板wd。
[0144]
接着,使基板w旋转,并且从外清洗液供给部120向基板w供给清洗液。
[0145]
接着,控制部350控制按压驱动部519而使辊清洗部件90以第一压力按压基板w(第一处理)。在此期间,持续从外清洗液供给部120向基板w供给清洗液。
[0146]
接着,控制部350控制按压驱动部519以使辊清洗部件90从基板w离开,或控制按压驱动部519以使辊清洗部件90以第二压力按压基板w。在像这样控制的期间或控制之后,控制部350控制内清洗液供给部110而向辊清洗部件90内供给清洗液(第二处理)。在此期间,持续从外清洗液供给部120向基板w供给清洗液。
[0147]
接着,接收来自控制部350的信号而控制输送部300,通过输送部300去除被利用的虚设基板wd,并搬入其他虚设基板wd。
[0148]
之后重复进行上述的工序。此外,也可以不在仅进行了一次第一处理和第二处理时就更换虚设基板wd,而在以多次的组进行了第一处理和第二处理之后,才更换虚设基板wd。
[0149]
控制部350也可以进行控制,以使辊清洗部件90与虚设基板wd接触。为了使辊清洗部件90接触虚设基板wd,控制部350控制保持部100,并控制为使辊清洗部件90接近虚设基板wd或从虚设基板wd离开。不限于此,控制部350也可以控制基板支承部200,以使虚设基板wd接近辊清洗部件90或从辊清洗部件90离开。辊清洗部件90的旋转速度是例如50rpm(转/分)~400rpm。虚设基板wd的旋转速度是例如50rpm~400rpm。此外,在作为清洗部件的清洗装置使用基板清洗装置的情况下,作为外清洗液供给部120也可以使用图2所示的药液供给部210或冲洗液供给部220。
[0150]
控制部350也可以进行控制,以进行第一处理和第二处理,该第一处理一边使辊清洗部件90以第一压力按压虚设基板wd一边从外清洗液供给部120向虚设基板wd供给清洗液,该第二处理使辊清洗部件90从虚设基板wd离开,或者使辊清洗部件90一边以第一压力以下的第二压力按压虚设基板wd一边从内清洗液供给部110供给清洗液。
[0151]
在第二处理中,也可以在使辊清洗部件90从虚设基板wd离开的状态下,一边使辊清洗部件90以从200到600转/分(rpm)旋转,一边供给由冲洗液等构成的内清洗液。特别是,可以以400转/分前后旋转。
[0152]
清洗液的温度是例如小于60度。当设为60度以上的温度时,辊清洗部件90等清洗部件有变质的可能性。此外,清洗液的温度(小于60度)较高在去除异物的效果高这点上是有益的。另外在本技术中,将存在于基板w上的废物称作颗粒,将辊清洗部件90等清洗部件
所含的颗粒、残渣物称作异物。
[0153]
在使辊清洗部件90从虚设基板wd离开时(向退避位置移动时),可以使辊清洗部件90沿着虚设基板wd的法线方向移动,也可以在使辊清洗部件90沿着虚设基板wd的法线方向稍微移动之后,使辊清洗部件90沿着虚设基板wd的面内方向移动。
[0154]
第二处理中的辊清洗部件90的第二旋转速度可以比第一处理中的辊清洗部件90的第一旋转速度快。辊清洗部件90的第二旋转速度可以是第一旋转速度的1.5倍~6倍的速度,特别优选1.5倍~3倍的速度。
[0155]
例如,在磨合新的辊清洗部件90时,可以使用本实施方式的清洗部件的清洗装置。由于在新的辊清洗部件90附着污物的可能性高,因此使用本实施方式那样的清洗部件的清洗装置是有益的。另外,在辊清洗部件90使用了一定程度的情况下,辊清洗部件90也可能附着污物。因此,本实施方式的清洗部件的清洗装置也能够在对利用了一定程度的辊清洗部件90进行清洗时使用。
[0156]
控制部350可以进行控制,以将第一处理和第二处理的处理和虚设基板wd的更换处理作为多次的组来进行。控制部350可以将第一处理和第二处理的处理和虚设基板wd的更换处理重复进行例如3次~150次。作为一例,可以将下述的表的组(第一处理和第二处理的处理和虚设基板wd的更换处理)重复进行。即,可以是,在第一处理中,一边使辊清洗部件90按压虚设基板wd一边供给外清洗液,在第二处理中,一边使辊清洗部件90从虚设基板wd离开一边供给内清洗液和外清洗液(参照图5)。之后,可以停止内清洗液和外清洗液的供给,进行虚设基板wd的更换,并再次开始第一处理。
[0157]
【表1】
[0158] 第一处理第二处理虚设基板的更换向虚设基板按压onoffoff内清洗液供给offonoff外清洗液供给ononoff
[0159]
此外,不限于这样的方式,也可以在将上述表1的第一处理和第二处理重复规定的次数(例如3次~50次)之后,进行虚设基板wd的更换。另外,在进行虚设基板wd的更换时,可以不停止外清洗液的供给,而持续供给外清洗液。根据该方式,能够使被更换的虚设基板wd从最初开始就可靠地成为湿润的状态。
[0160]
控制部350可以进行控制,以使后半组中的第一压力比前半组中的第一压力小。例如,在第一次的组中的第一压力可以比最后一次的组中的第一压力大。另外,在将第一处理和第二处理的处理和虚设基板wd的更换处理重复n次的情况下,超过n的一半的次数中的第一压力的平均值可以比n的一半以下的次数中的第一压力的平均值小。更具体而言,可以是,在n为偶数的情况下,n/2以下的次数中的第一压力的平均值比(n/2+1)以上的次数中的第一压力的平均值大,在n为奇数的情况下,(n-1)/2以下的次数中的第一压力的平均值比(n+1)/2以上的次数中的第一压力的平均值大。
[0161]
在新的辊清洗部件90的清洗处理(磨合处理)时和将辊清洗部件90使用了一定程度之后的清洗处理(以下也称作“维持处理”。)时,可以使用相同的方案(处理内容),但也可以使用不同的方案。一般而言,在辊清洗部件90中,辊自身被制造为海绵状构造,而且被实施了在内部设置空间的加工,以能够进行内冲洗,因此,制造时的辊材料的碎片会残留在内
部空间。因此,一般而言,新的辊清洗部件90与已经在基板w的清洗中使用的辊清洗部件90相比较脏,在维持处理时,与磨合处理时相比可以使方案较短。在将第一处理和第二处理的处理和虚设基板wd的更换的处理以多次的组来进行的情况下,在维持处理时,可以以磨合处理时的组次数的1/2~1/3的组次数来进行。
[0162]
可以设置用于检测基板w的污染的检测装置250(参照图8)。可以在根据检测装置250的检测结果,基板w的污染成为规定以上的情况下(例如颗粒的数量成为规定个数以上的情况),控制部350进行控制,以进行辊清洗部件90等清洗部件的清洗处理。另外,可以在规定片数的基板w被清洗后的时刻进行清洗部件的清洗处理,例如,控制部350可以进行控制,以在每二十片基板w被清洗时进行使用了虚设基板wd的清洗部件的清洗处理。
[0163]
在使用虚设基板wd对清洗部件进行清洗之后,可以使用该清洗部件来清洗显示晶片等基板,并通过检测装置250确认该基板的污染。另外,可以挤压湿润的辊清洗部件90等清洗部件,并用检测装置250检测得到的液体内的颗粒等。作为检测装置250,可以使用icp
‑
ms(icp质量分析)、lc(液体色谱曲线图)、作为晶片异物检查装置的sp5(kla
‑
tencor公司制造)等。
[0164]
可以在内清洗液供给部110和外清洗液供给部120供给相同的清洗液,但不限于这样的方式,也可以在内清洗液供给部110和外清洗液供给部120供给不同的清洗液。例如,可以是,内清洗液供给部110供给冲洗液,外清洗液供给部120供给药液。另外,与这样的方式不同地,也可以是,内清洗液供给部110供给药液,外清洗液供给部120供给冲洗液。另外,也可以是,内清洗液供给部110供给第一药液,外清洗液供给部120供给与第一药液不同的第二药液。
[0165]
控制部350可以进行控制,以在使辊清洗部件90以第二压力按压虚设基板wd的期间,从内清洗液供给部110供给清洗液。此时的第二压力可以使用比第一压力小的压力,可以是1/2以下,也可以进一步是1/3以下。向虚设基板wd的按压力是例如1n~20n,例如6n左右。并且,在像这样作为第一压力采用了6n的情况下,可以使第二压力为3n的程度。但不限于这样的方式,第二压力可以是与第一压力相同的值,第二压力也可以比第一压力大。
[0166]
控制部350可以控制输送部300以更换虚设基板wd(参照图8)。输送部300可以包含:装载口312、第一输送机器人322、输送单元324以及第二输送机器人326(参照图1)。在与基板清洗装置不同地使用专用的清洗部件的清洗装置的情况下,也可以设置专用的输送部300。
[0167]
控制部350也可进行控制,以在第一压力为阈值以上的情况下,使虚设基板wd与辊清洗部件90的旋转方向为反方向,并在第一压力小于阈值的情况下,使虚设基板wd与辊清洗部件90的旋转方向为同方向。阈值可以预先设定,也可以通过利用者从电脑的键盘和鼠标等输入部400(参照图8)输入来设定阈值。在本实施方式中,“虚设基板wd与辊清洗部件90的旋转方向为反方向”是指,在虚设基板wd与辊清洗部件90接触的部位,虚设基板wd和辊清洗部件90以相反的方向旋转(参照图11a)。另外,“虚设基板wd与辊清洗部件90的旋转方向为同方向”是指,在虚设基板wd与辊清洗部件90接触的部位,虚设基板wd与辊清洗部件90以相同的方向旋转(参照图11b)。此外,在变更旋转方向时,可以改变虚设基板wd的旋转方向,也可以改变辊清洗部件90的旋转方向。
[0168]
从内清洗液供给部110和外清洗液供给部120供给的清洗液可以是nh4oh等碱性的
液体。
[0169]
外清洗液供给部120可以在第一处理和第二处理的期间持续地供给清洗液。内清洗液供给部110可以供给冲洗液,并在第一处理的期间停止冲洗液的供给。这样的清洗液和冲洗液的控制可以通过控制部350来进行。
[0170]
内清洗液供给部110以例如50ml/分~2500ml/分来供给清洗液,典型的是以400ml/分~900ml/分进行供给。外清洗液供给部120可以喷雾状地供给清洗液,也可以直线状地供给清洗液。在将从内清洗液供给部110供给的清洗液的量设为小于50ml/分的情况下,即使供给内清洗液,也可能不能以均匀的喷出压从设置于清洗部件整体的孔喷出,另外,也无法期待通过喷出压来物理性地去除污染。另外,例如为了减少逆流等的疑虑而可靠地向清洗部件内供给内清洗液,优选设为比1500ml/分小。
[0171]
另外,也可以一边使从内清洗液供给部110供给的药液的浓度发生变化一边进行供给。另外,在从内清洗液供给部110和外清洗液供给部120供给药液的情况下,从内清洗液供给部110供给的药液与从外清洗液供给部120供给的药液可以是种类不同的药液,也可以是相同的药液,也可以是浓度不同的药液。
[0172]
控制部350也可以进行控制,以使进行第一处理的第一时间比进行第二处理的第二时间长。
[0173]
控制部350可以控制包含外清洗液供给部120的关联的装置,以在对量产的晶片等基板w进行清洗之前进行冲洗处理。此外,冲洗是指,在没有设置基板w的基板清洗装置、专用的清洗部件的清洗装置等装置内对冲洗液进行喷雾等而对装置内进行清洗的处理。
[0174]
可以是,清洗部件组件1的一端部被清洗部件保持部100从动地保持,另一端部被具有电机的部件旋转部80驱动(参照图3)。即,清洗部件保持部100可以具有:被部件旋转部80驱动的第二清洗部件保持部100b和被从动地驱动的第一清洗部件保持部100a。
[0175]
辊清洗部件90可以是悬臂保持构造,也可以是两端保持构造。在为悬臂保持构造的情况下,从构造上的观点来看,使清洗部件从虚设基板wd离开并旋转有疑虑,但根据本技术的发明人等的确认,能够确定在400rpm以下则没有特别的问题。在辊清洗部件90为悬臂保持构造的情况下,可以在辊清洗部件90被保持的端部侧设置部件旋转部80,且从该端部供给内清洗液(参照图4)。此外,在为两端保持构造的情况下,如果需要,也可以是400rpm以上的转速。而且,即使是悬臂保持构造,根据设计规格不同,即使400rpm以上的转速也能够使用。
[0176]
在供给内清洗液和外清洗液的清洗液时,虽然也取决于成为对象的基板,但可以使用构成1nm左右以上的网眼的过滤器112、122(参照图3)。但是,为了应对今后基板的进一步微细化等的要求,也存在使用网眼更小的过滤器的情况。通过使用这样的过滤器112,122,能够去除清洗液所含的异物。外清洗液供给部120可以具有外清洗液贮存部124和由与外清洗液贮存部124连结的喷嘴等构成的外清洗液供给部件121。在该情况下,可以在外清洗液贮存部124与外清洗液供给部件121之间设置过滤器122。另外,可以在内清洗液供给部110与清洗部件保持部100之间设置过滤器112。
[0177]
如图3所示,清洗部件安装部10可以具有:主体20、在主体20的内部延伸的清洗液导入部(空隙)30以及与清洗液导入部30连通的多个清洗液供给孔40。清洗部件安装部10可以由具有中空区域的圆筒形状构成。可以是,该中空区域成为清洗液导入部30,在清洗液导
入部30连通有清洗液供给孔40,向清洗液导入部30供给的清洗液浸入辊清洗部件90,从而在清洗基板w时利用。图3是在没有设置突块95的部位将辊清洗部件90等截断的剖面。
[0178]
向清洗液导入部30的清洗液可以经由设置于第一清洗部件保持部100a的内部的供给管115而导入。
[0179]
虚设基板wd可以相对于水平方向倾斜地配置,也可以以在铅直方向上延伸的方式配置。另外,可以使用虚设基板wd的正面和背面这两面来进行辊清洗部件90的清洗处理。使用虚设基板wd的正面和背面这两面的处理可以同时进行,也可以一次一个面地进行。
[0180]
在清洗部件组件1中,清洗部件安装部10和辊清洗部件90可以构成为一体,可以在清洗部件安装部10上将辊清洗部件90成形。另外,清洗部件安装部10和辊清洗部件90可以构成为分开的部件,并能拆卸自如。辊清洗部件90可以由pva(polyvinyl alcohol)海绵材料、使pva进行反应后的pvfm(polyvinyl formal)等多孔质树脂材料构成。该pva海绵材料(例如,包含pva
‑
t(polyvinyl acetal)树脂材料)能够从聚醋酸乙烯酯的均聚物等调整。作为辊清洗部件90的材料,能够使用:尼龙、聚氨酯、或聚氨酯和pva的组合,或者不会划伤基板表面,而提供适合于过程的材料去除的其他共聚物等其他的成形可能材料。
[0181]
在一实施方式中,构成第一端部11的盖部件通过具有孔951a的内框951和外框952而形成模具(参照图7)。将清洗部件安装部10插入形成模具的内框951的内部。此外,能够在向清洗部件安装部10的内部填充填料(例如蜡)的基础上,安装盖住清洗液供给孔40的各开口部的盖部件。接着,使用未图示的喷嘴将构成辊清洗部件90的pva素材、至少包含重合度500~4000且皂化度80%以上的聚乙烯醇的水溶液与醛类交联剂、催化剂以及作为气孔形成剂的淀粉混合后的混合液(或发泡性溶液)流入内框951与清洗部件安装部10之间。之后,将构成第二端部12的盖部件安装于清洗部件安装部10、内框951以及外框952,并以40~80度加热,而使液体发生反应。这样,具有在内部延伸的空隙的长条状的清洗部件安装部10和覆盖清洗部件安装部10的外表面的多孔质的清洗层(pva多孔质层)与清洗部件安装部10形成为一体,且形成为由与清洗层相同的多孔质的pva构成的多个突块朝向外侧突出。
[0182]
内框951和外框952分别能够开闭,接着,通过打开这些内框951和外框952,而将清洗部件安装部10从模具取出。然后,用规定的方法去除填充于清洗部件安装部10的内部的填料(例如蜡),并且取下盖住清洗液供给孔40的各开口部的盖部件。
[0183]
接着,分别对清洗部件安装部10的内部和清洗液供给孔40的各开口部、辊清洗部件90进行水洗。通过该一系列的工序,能够以抑制发生使用时的逆污染的问题的形式,通过一体成形在清洗部件安装部10上制造由pva素材构成的辊清洗部件90(模制成形)。
[0184]
在通过一体成形而在清洗部件安装部10上制造由pva素材构成的辊清洗部件90时,能够以在与辊清洗部件90的清洗液供给孔40的各开口部对应的部位产生凹陷的方式来将由pva素材构成的辊清洗部件90成形。通过设置为这样的清洗部件组件1,能够有效地防止从清洗部件安装部10向清洗部90喷出的清洗液在内部逆流。
[0185]
清洗部件组件1能够用粘接剂将清洗部件安装部10和辊清洗部件90固定。
[0186]
在一实施方式中,清洗部件组件1形成为辊清洗部件90的内径比清洗部件安装部10的外径小,通过将辊清洗部件90压入清洗部件安装部10,从而通过辊清洗部件90的弹性力固定地支承清洗部件安装部10与辊清洗部件90。而且,在一实施方式中,在清洗部件安装部10的表面涂设有表面活性剂,在将辊清洗部件90插入到清洗部件安装部10的基础上,能
够通过用水冲洗清洗部件安装部10和辊清洗部件90来去除表面活性剂。
[0187]
在一实施方式中,能够将辊清洗部件90的平均气孔直径设为50μm~250μm(这里的平均气孔直径是从对象区域的多个气孔中随机抽取的规定数量的气孔的长径的平均值)。另外,在一实施方式中,能够将辊清洗部件90的表观密度设为0.05g/cm3以上,并将保水率设为500%~1200%。另外,在一实施方式中,能够将辊清洗部件90的适当的含水状态下的30%压缩应力设为3kpa以上200kpa以下。此外,适当的含水状态是指,相对于干燥状态的含水状态的重量%,并且是在基板w的清洗处理等时,辊清洗部件90具有适当的弹性力的含水状态。另外,30%压缩应力是使辊清洗部件90为适当的含水状态的基础上,用数码负荷测定器测定出的从两侧的端面施加负荷而在长度方向上压缩到30%时的负荷的值,并用测定值除以端面的面积而得到的单位面积的负荷。
[0188]
如上所述,作为清洗部件可以使用笔清洗部件90a。在像这样作为清洗部件使用了笔清洗部件90a的情况下,在第二处理时,可以在使笔清洗部件90a旋转的同时、或者代替旋转,通过与清洗部件组件1a(用符号“1a”表示具有笔形清洗部件90a的清洗部件组件。)连结的吸引部260(参照图12)来吸引笔清洗部件90a内的清洗液。
[0189]
用实施例示出本实施方式的一方式。
[0190]
<实施例1>
[0191]
实施例1的方式是如下方式(参照图5),在将由树脂材料构成的辊清洗部件90按压于虚设基板wd的期间,不从内清洗液供给部110供给冲洗液,在使辊清洗部件90从虚设基板wd离开的期间,从内清洗液供给部110供给冲洗液。辊清洗部件90的转速为400rpm(转/分)。从外清洗液供给部120持续供给药液。此外,作为药液使用nh4oh,作为冲洗液使用纯水(diw)。在实施例1中,重复进行第一处理和第二处理的处理和虚设基板wd的交换处理。
[0192]
<比较例1>
[0193]
在比较例1中,是在将辊清洗部件90按压于虚设基板wd的状态下从外清洗液供给部120持续供给药液的方式。此时,不从内清洗液供给部110供给冲洗液。
[0194]
根据实施例1,在60分钟后与比较例1相比,能够成为约42%,在经过180分钟后,与60分钟后的比较例1的结果相比,成为了约12%(参照图10a和图10b)。根据比较例1,虽然能够将颗粒的数量减少到一定个数为止,但难以进一步减少。示出该结果的照片是图9所示的写真(defect map)。此外,在本技术的实施例1中所指的(图10a和图10b所示)颗粒是指,能够通过检查装置观测的颗粒的最大直径为19nm以上的颗粒。但是,也能够应对今后基板的进一步微细化等要求,而提高检查装置的精度,从而看到更小的颗粒。
[0195]
<实施例2>
[0196]
在实施例2中,在从外清洗液供给部120供给药液的期间,不从内清洗液供给部110供给冲洗液,在停止来自外清洗液供给部120的药液的供给之后,从内清洗液供给部110以900ml/分进行冲洗液的供给(参照图14)。在此期间,由树脂材料构成的辊清洗部件90被以9n按压于虚设基板wd,辊清洗部件90向虚设基板wd的按压力总是为同样的值的9n(即,第一压力=第二压力。)。
[0197]
<实施例3>
[0198]
在实施例3中,从外清洗液供给部120持续供给药液,并在一定的时刻从内清洗液供给部110以900ml/分进行冲洗液的供给(参照图15)。在此期间,与实施例2相同地,由树脂
材料构成的辊清洗部件90被以9n按压于虚设基板wd,辊清洗部件90向虚设基板wd的按压力总是为同样的值的9n(即,第一压力=第二压力。)。
[0199]
此外,由于实施例2和实施例3中的实验与进行实施例1和比较例1的实验的颗粒的确认方法(方案)不同,因此对于与实施例1相同地,在将由树脂材料构成的辊清洗部件90按压于虚设基板wd的期间,不从内清洗液供给部110供给冲洗液,在使辊清洗部件90从虚设基板wd离开的期间,从内清洗液供给部110供给冲洗液的方式(参照图5),将以与实施例2和实施例3相同的方案测定出的结果作为实施例4示出(参照图16)。
[0200]
本技术的实施例2和实施例3与实施例1相同地,将能够通过检查装置观测的颗粒的最大直径为19nm以上的颗粒作为颗粒处理,对其数量进行计数,并与60分钟后的比较例1的结果进行比较(将该结果作为100%),而得到图16所示的结果。此外,实施例2和实施例3与实施例1相同地,重复进行第一处理和第二处理的处理和虚设基板wd的更换处理。在进行虚设基板wd的更换时,使辊清洗部件90从虚设基板wd离开而进行。如上所述,关于第一处理和第二处理的处理和虚设基板wd的更换处理,可以以多次的组来进行,例如可以以2~10次的组来进行。这点在实施例1中也是相同的。
[0201]
如图16所示,在实施例3中,与60分钟后的比较例1的结果相比,能够成为约3%,在实施例2中,与60分钟后的比较例1的结果相比,能够成为约5%。在与实施例1对应的实施例4中,与60分钟的比较例1的结果相比,能够成为约8%,因此,在实施例2和实施例3中,即使与该实施例4相比,也能够得到有益的效果。
[0202]
在实施例2和实施例3的每一个中,能够在60分钟这样短的时间内,明显地减少颗粒的数量,从而是有益的。特别是根据实施例2的方式,与实施例3的方式相比成为更好的结果,从而确认了使用该方式是有益的。即,在第二处理的期间,一边将辊清洗部件90按压于虚设基板wd,一边停止从外清洗液供给部120向虚设基板wd供给清洗液的方式是特别有益的,并确认了在第二处理的期间,一边将辊清洗部件90按压于虚设基板wd,一边进行从外清洗液供给部120向虚设基板wd供给清洗液的方式也是有益的。此外,在实施例2~实施例4中,以9n的力将辊清洗部件90按压于虚设基板wd,但以5n以上的力将辊清洗部件90按压于虚设基板wd是有益的,以9n以上的力将辊清洗部件90按压于虚设基板wd是更有益的,以15n以上的力将辊清洗部件90按压于虚设基板wd是进一步有益的。
[0203]
《效果》
[0204]
接着,对由上述的结构构成的本实施方式的效果,并且以还未说明的效果为中心进行说明。即使是在“结构”一节中未记载的情况下,在“效果”一节说明的全部结构都能在本件发明中采用。此外,在“效果”一节中,不使用作为清洗部件的一例的“辊清洗部件”这样的用语,而是使用“清洗部件”这样的术语进行说明。
[0205]
在控制部350进行控制,以进行第一处理和第二处理的情况下,能够显著缩短清洗部件的清洗时间(参照图10a和图10b),该第一处理一边将作为清洗对象的清洗部件以第一压力按压于虚设基板wd,一边从外清洗液供给部120向虚设基板wd供给清洗液,该第二处理一边使清洗部件从虚设基板wd离开,或以第一压力以下的第二压力将清洗部件按压于虚设基板wd,一边从内清洗液供给部110供给清洗液。通过一边从外清洗液供给部120供给清洗液一边将清洗部件按压于虚设基板wd,能够去除清洗部件的外面上的污物。另外,通过一边使清洗部件从虚设基板wd离开,或者以第一压力以下的第二压力将清洗部件按压于虚设基
板wd,一边从内清洗液供给部110供给清洗液,能够有效地将清洗部件内的异物向外部压出(参照图6)。
[0206]
近年,进一步要求去除小尺寸的异物,根据本实施方式的方式,在能够有效地去除小尺寸的异物这点上是有益的。另外,由于能够将清洗部件的洁净度维持地较高,因此还能够实现清洗部件的长寿命化和生产的稳定化。
[0207]
根据本技术的发明人等,确认到:通过使第二处理中的清洗部件的第二旋转速度比第一处理中的清洗部件的第一旋转速度快,能够提高清洗部件的清洗效果。
[0208]
在内清洗液供给部110和外清洗液供给部120供给不同的清洗液的情况下,根据清洗部件的材质不同,能够更有效地进行清洗。
[0209]
在内清洗液供给部110供给冲洗液且外清洗液供给部120供给药液的情况下,在采用进行第一处理的第一时间比进行第二处理的第二时间长的方式的情况下,在能够使清洗部件富含药液,能够提高清洗效果这点上是有益的。
[0210]
在以第二压力将清洗部件按压于虚设基板wd的期间,从内清洗液供给部110供给清洗液的情况下,能够防止附着于虚设基板wd的污物返回清洗部件。因此,能够更有效地对清洗部件进行清洗。
[0211]
在控制部350控制输送部300以更换虚设基板wd的情况下,还能够自动地进行清洗部件的清洗处理中的虚设基板wd的更换。
[0212]
在控制部350以用多次的组来进行第一处理和第二处理的处理和虚设基板wd的更换处理的方式进行控制的情况下,能够自动地进行有效的清洗部件的清洗处理。
[0213]
在控制部350进行控制,以使后半组中的第一压力比前半组中的第一压力小的情况下,能够防止逆污染的发生。当清洗处理结束时,虽然进行晶片等基板w的清洗处理,但不能否定发生在清洗处理的过程中虚设基板wd的污物附着于清洗部件等状况的可能性。这样的污染可能在将清洗部件较强地按压于虚设基板wd的情况下发生,因此,使后半组中的第一压力比前半组中的第一压力小在能够降低逆污染的风险这点是有益的。
[0214]
通过采用在第一压力为阈值以上的情况下使虚设基板wd和清洗部件的旋转方向为反方向的方式,能够在将更多的清洗液贮留于虚设基板wd与清洗部件的接触部位的状态下,进行清洗部件的清洗处理。一般而言,将清洗部件较强地按压于虚设基板wd的情况能够有效地进行清洗,但根据本方式,能够在这样的情况下,将更多的清洗液贮留于虚设基板wd与清洗部件的接触部位。
[0215]
当在第一压力比阈值小的情况下控制为使虚设基板wd和清洗部件的旋转方向为相同方向时,在相对地没有进行更有效的清洗的情况下,能够使清洗部件不被大量的清洗液浸入。这样,通过使清洗部件不被大量的清洗液浸入,能够防止发生从虚设基板wd向清洗部件的逆污染。
[0216]
作为一例,可以是,在第一压力较大的前半组中,控制部350以虚设基板wd和清洗部件的旋转方向为反方向的方式进行控制(参照图11b),在第一压力较小的后半组中,控制部350以虚设基板wd和清洗部件的旋转方向为相同方向的方式进行控制(参照图11a)。
[0217]
通过作为清洗液使用药液,能够产生负电位,作为其结果,能够生成较高的界达电位。因此,能够在清洗部件与异物之间生成排斥力、在异物彼此生成排斥力,从而能够容易去除异物。从该观点出发,作为药液使用碱性的药液是有益的。这是由于,nh4oh等碱性的药
液与酸性的药液相比负电位大。此外,即使在基板w的清洗处理中使用的清洗液是由酸性的药液构成的情况下,在清洗部件的清洗处理时也可以使用碱性的药液。另一方面,也可以使用与基板w的清洗处理中使用的药液相同的药液来进行清洗部件的清洗处理。在该情况下,在不需要变更装置结构这点是有益的。
[0218]
在采用外清洗液供给部120在第一处理和第二处理的期间持续供给清洗液的方式的情况下,能够使虚设基板wd总是为湿润的状态。由于当虚设基板wd成为干燥的状态时,在清洗部件附着异物的可能性变高,因此,通过外清洗液供给部120使虚设基板wd总是为湿润的状态是有益的。从该观点出发,在通过清洗液将虚设基板wd湿润之后再开始包含磨合处理的清洗部件的清洗处理是有益的。
[0219]
在对新的清洗部件进行清洗处理时(磨合处理时),可以预先用清洗液湿润清洗部件。由于当在清洗部件为干燥的状态下进行清洗处理时,存在清洗部件发生逆污染的可能性,因此,采用这样的方式是有益的。为了用清洗液湿润清洗部件,可以是控制部350控制为将清洗部件浸泡于清洗液,也可以是控制部350控制为从内清洗液供给部110供给清洗液,并在供给了一定量的清洗液之后再开始清洗部件的清洗处理。此外,根据本技术的发明人等,确认到,作为用于湿润清洗部件的清洗液,不使用冲洗液而使用药液的情况下,清洗效果更高。
[0220]
在从内清洗液供给部110供给冲洗液且从外清洗液供给部120供给药液的情况下,可以在清洗部件与虚设基板wd接触的期间停止来自内清洗液供给部110的冲洗液的供给。这是由于,当从内清洗液供给部110持续供给冲洗液时,从外清洗液供给部120供给的药液变稀,从而清洗效果下降。此外,在从内清洗液供给部110供给药液的情况下,即使在清洗部件与虚设基板wd接触的期间,也可以从内清洗液供给部110供给药液。
[0221]
通过使清洗部件旋转,可能导致清洗液在装置内飞散,从而对量产的基板w的清洗产生不利影响。从该观点出发,在作为清洗部件的清洗装置使用基板清洗装置的情况下,在开始量产的基板w的清洗之前对装置内进行冲洗能够防止飞散的清洗液导致的不利影响,从而是有益的。另外,从防止清洗液在装置内飞散的观点出发,在作为清洗部件的清洗装置使用基板清洗装置的情况下,与对基板w进行清洗时相比,可以在进行清洗部件的清洗处理的期间增大装置内的向下流量。
[0222]
此外,一实施方式中的清洗部件清洗的处理对象物不限于半导体晶片,可以是硅晶片、玻璃基板、印刷配线基板、液晶面板、太阳光面板。另外,处理对象物的平面的形状可以是圆形也可以是矩形,平面的厚度可以是容许面内的偏转的厚度。处理的基板包含方形基板、圆形基板。另外,方形基板包含矩形等多边形的玻璃基板、液晶基板、印刷基板、其他的多边形的电镀对象物。圆形基板包含半导体晶片、玻璃基板、其他圆形的电镀对象物。
[0223]
作为清洗液,能够应用高温的纯水、apm(ammonium hydrogen
‑
peroxide mixture,氨和过氧化氢水的混合液)、spm(sulfuric
‑
acid hydrogen peroxide mixture,硫酸和过氧化氢水的混合液)、碳酸水、超声波水、臭氧水等。
[0224]
上述的各实施方式的记载和附图的发明不过是用于说明请求保护的范围所记载的发明的一例,并不通过上述的各实施方式的记载或附图的发明来限定请求保护的范围所记载的发明。另外,申请时的请求保护的范围的记载不过是一例,能够基于说明书、附图等的记载对请求保护的范围的记载进行适当变更。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1