一种立体卷变压器铁心及变压器
1.本发明属于变压器技术领域,具体涉及一种立体卷变压器铁心及变压器。
背景技术:
2.随着技术水平的不断提升,非晶合金变压器在配电领域得到了广泛运用,非晶合金立体卷铁心变压器技术得到了飞速发展。立体卷铁心变压器是近年来开发的一种高效节能型变压器,且卷铁心加工工艺更适合使用薄规格、高磁感、超低损耗的磁性钢带,为降低变压器空载损耗,提高变压器能效提供了有利条件,能达到国家最新《电力变压器能效限定值及能效等级20052
‑
2020》标准的1级和2级能效。
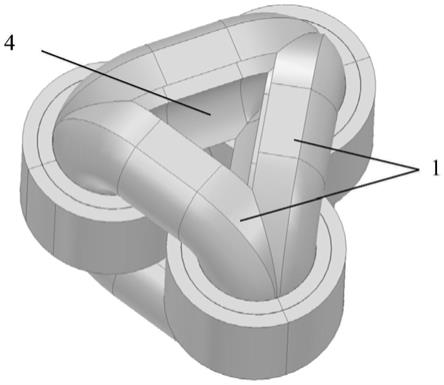
3.非晶立体卷铁心,主要由若干不同尺寸的梯形料带依次连续卷绕而成,得到截面为近似半圆形、几何尺寸完全相同的三个矩形铁心框1(参见图1),将三个铁心框1的同一边两两拼接,拼合后铁心的三个心柱呈等边三角形立体排列,铁心心柱的横截面接近圆形,三个铁心磁路长度一致,且铁轭长度均最短,所以铁心质量轻,空载损耗小。其从铁心到线圈的生产工艺与传统叠铁心差异大,需要专用制造设备,目前自动化程度也取得了明显进步。
4.目前市场上的立体卷变压器的单框铁心需要首先要进行不同尺寸的梯形材料的依次连续卷绕,而这些不同尺寸的梯形料带的获得需要首先进行斜剪,然后通过特殊的卷绕设备和模具卷绕而成。工艺过程复杂,需要设计特殊的非标斜剪设备。卷绕过程对控制精度要求高,卷绕设备复杂,这无形之中提高了立体卷变压器的制造成本。因此需要提出一种全新的解决方案,能实现立体卷的变压器方案,但过程中对控制精度和设备的要求都不需要太高,同时也能整体上降低立体卷变压器的生产成本。
技术实现要素:
5.为解决上述背景技术中存在的问题,本发明提出一种立体卷变压器铁心及变压器,该立体卷变压器铁心制作成本更低;该立体卷变压器铁心在同样重量情况下,其轭部截面积大于传统方案的立体卷铁心轭部磁密,这将会使其整体的铁损更小。
6.具有成本低、工艺简单的优点。
7.一种立体卷变压器铁心,其特殊之处在于,
8.包括三个结构相同的单框铁心,所述单框铁心包括左右对称的铁心柱和上下对称的铁轭,左右对称的铁心柱和上下对称的铁轭共同围成矩形窗口,
9.所述单框铁心由带材卷绕而成,相邻两层带材错位卷绕,带材卷绕成单框铁心两侧边为弧面,所述单框铁心的铁心柱内侧为斜面,
10.每个单框铁心与另外两个单框铁心通过铁心柱相连接组合成三相立体卷铁心结构,相邻两个单框铁心的心柱斜面进行贴合。
11.进一步地,上述单框铁心由相同宽度的带材卷绕而成。
12.进一步地,上述带材为非晶合金带材。
13.进一步地,上述单框铁心需要进行浸漆处理。
14.进一步地,上述单框铁心的铁心柱内侧的斜面采用线切割方式加工而成。
15.一种变压器,其特殊之处在于,包括任一上述立体卷变压器铁心。
16.本发明解决上述问题的技术方案是:一种立体卷变压器铁心的制作工艺,其特殊之处在于,包括以下步骤:
17.s1:在铁心卷绕机上安装卷铁心的内模具;
18.s2:引入合适宽度的带材(依据具体的铁心设计尺寸);
19.s3:卷绕机按照铁心设计尺寸自动卷绕;
20.s4:单框铁心卷绕到外形尺寸符合设计要求后,剪断带材,连同卷绕内模具及铁心一起吊离卷绕机;
21.s5:将圆环状铁心制作成矩形状,并用外模具固定成型,即完成了一个单框铁心的制作;
22.s6:重复操作s2
‑
s5,完成另两个单框铁心;
23.s7:选用专用退火炉,并使铁心带着模具退火。其优点是单框单独热处理热处理,操作简单,可以规模化生产。
24.s8:选取合适的浸漆材料,对单框铁心进行浸漆,其优点是实现单框铁心结构强度,可便于线切割,并不担心带材层间间隙与生锈。而且大大降低了铁心在运输、变压器装配过程中的机械损伤几率,确保了产品质量。
25.s9:按照铁心结构设计要求,对铁心的心柱进行斜面切割,达到三相铁心拼合要求。这种工艺方式,对比传统立体铁心进行带材斜剪,生产效率更高,铁心尺寸控制精度更好,而且操作简单。
26.s10:采用专用的铁心组合装置,将三个单框铁心组合成三相立体卷铁心结构。
27.进一步地,上述步骤s2中,带材的宽度固定。
28.进一步地,上述步骤s3中,卷绕时,通过对带材的张紧力控制以及对铁心卷绕带材压紧力的控制,达到带材卷绕紧密和平整的要求。
29.进一步地,上述步骤s2中,所述带材为非晶带材。
30.进一步地,上述步骤s4中,相邻两层带材错位卷绕,带材卷绕成单框铁心两侧边为弧面。
31.本发明的优点:
32.本发明一种立体卷变压器铁心制造方法,采用同一宽度的带材进行卷绕,待铁心的心柱卷绕成弧面后再整体进行线切割,对比传统立体铁心进行带材斜剪,生产效率更高,铁心尺寸控制精度更好,而且操作简单;这种新型卷绕加线切割方式的非晶立体卷铁心的工艺方法,比传统的立体卷工艺简单,减小了工艺流程和设备复杂程度,这进一步减少了生产成本,为国家的节能减排,减少环境污染做出贡献。
33.本发明一种立体卷变压器铁心,同样重量的铁心,输出的最大功率和传统方案的立体卷铁心相当;同样重量的铁心,其心柱截面积比传统方案的立体卷铁线截面积更小,同样的电流密度下,其用铜量更小;同样用铜量的情况下,其输出功率更大;同样重量的铁心,其轭部截面积大于传统方案的立体卷铁心轭部磁密,这将会使其整体的铁损更小。
附图说明
34.图1是现有的传统立体卷变压器铁芯;
35.图2是本发明的工作流程示意图;
36.图3是本发明方法制作的单框铁心结构示意图;
37.图4是图3的另一个方向视图;
38.图5是本发明方法制作的立体卷变压器铁心示意图;
39.图6是现有的传统立体卷铁心磁路;
40.图7是传统立体卷变压器铁芯和本发明立体卷变压器铁心截面积软件模拟图;
41.图8是传统立体卷变压器铁芯和本发明立体卷变压器铁心窗口面积图;
42.图9是传统立体卷变压器铁芯和本发明立体卷变压器铁心的磁通密度模拟图;
43.图10是传统立体卷变压器铁芯和本发明立体卷变压器铁心的电流密度模拟图。
44.其中,1
‑
单框铁心,2
‑
铁轭,3
‑
铁心柱,4、弧面,5、斜面。
具体实施方式
45.为使本发明实施方式的目的、技术方案和优点更加清楚,下面将结合本发明实施方式中的附图,对本发明实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式是本发明一部分实施方式,而不是全部的实施方式。基于本发明中的实施方式,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施方式,都属于本发明保护的范围。因此,以下对在附图中提供的本发明的实施方式的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施方式。
46.参见图2,一种立体卷变压器铁心,包括两部分:先制作单框铁心1,然后将单框铁心1组合成三相立体卷铁心。
47.制作单框铁心1需要两个部分:1、选取适宜的常规宽度的带材,通过弧面4绕制卷绕在一定外形尺寸的模具上,形成铁心的基本形状;2、将卷绕好的带材进行线切割完成最终的单框铁心1成型。
48.制作单框铁心1具体包括以下步骤:
49.s1:在铁心卷绕机上安装卷铁心的内模具;
50.s2:引入合适宽度的带材(依据具体的铁心设计尺寸);通过选择合适的带宽,卷绕定位和形状的控制和内窗模具设计是这一步的重要保证;
51.s3:卷绕机按照铁心设计尺寸自动卷绕;
52.s4:单框铁心1卷绕到外形尺寸符合设计要求后,剪断带材,连同卷绕内模具及铁心一起吊离卷绕机;
53.s5:将圆环状铁心制作成矩形状,形成左右对称的铁心柱3和上下对称的铁轭2,并用外模具固定成型,即完成了一个单框铁心1的制作;
54.s6:重复操作s2
‑
s5,完成另两个单框铁心1;
55.s7:选用合金铁心专用退火炉,并使铁心带着模具退火。其优点是单框单独热处理热处理,操作简单,可以规模化生产。
56.s8:选取合适的浸漆材料,对单框铁心1进行浸漆,其优点是实现单框铁心1结构强度,可便于线切割,并不担心带材层间间隙与生锈。而且大大降低了铁心在运输、变压器装
配过程中的机械损伤几率,确保了产品质量。
57.s9:按照铁心结构设计要求,对单框铁心1的每个心柱进行斜面5的切割,达到三相铁心拼合要求。这种工艺方式,对比传统立体铁心进行带材斜剪,生产效率更高,铁心尺寸控制精度更好,而且操作简单。
58.作为本发明的一个优选实施例,上述步骤s2中,带材的宽度固定。
59.作为本发明的一个优选实施例,上述步骤s3中,卷绕时,通过对带材的张紧力控制以及对铁心卷绕带材压紧力的控制,达到带材卷绕紧密和平整的要求。
60.作为本发明的一个优选实施例,上述步骤s2中,所述带材为非晶带材。
61.作为本发明的一个优选实施例,上述步骤s4中,相连两层带材错位卷绕,带材卷绕成单框铁心1两侧边为弧面4,参见图3和图4。
62.与传统立体卷工艺相比,本发明采用同一宽度的带材,省掉了带材斜剪的工序时间和成本同时降低了卷绕机技术难度降低。
63.最后将单框铁心1组合成三相立体卷铁心,具体为:
64.相邻两个单框铁心1的铁心柱3切割斜面5贴合,采用专用的铁心组合装置,将三个单框铁心1组合成三相立体卷铁心结构。
65.三相立体卷铁心结构性能测试
66.对上述方法制成的成品非晶立体卷铁心进行性能检测,主要是要在三个不同的截面进行一次b值的测试,包括定性测试和定量测试。包括测试b的曲线是否平滑,有无畸变点,三相是否对称。以及定量测试,即给定的电压下的b值是否达到了设计要求。
67.这种新型卷绕加线切割方式的非晶立体卷铁心的工艺方法,比传统的立体卷工艺简单,减少了工艺流程和设备复杂程度,这进一步减少了生产成本,为国家的节能减排,减少环境污染做出贡献。
68.参见图5,一种立体卷变压器铁心,采用上述方法制成,包括三个结构相同的单框铁心1,所述单框铁心1包括左右对称的铁心柱3和上下对称的铁轭2,左右对称的铁心柱3和上下对称的铁轭2共同围成矩形窗口,所述单框铁心1由带材卷绕而成,相邻两层带材错位卷绕,带材卷绕成单框铁心1两侧边为弧面4,所述单框铁心1的铁心柱3内侧为斜面5。每个单框铁心1与另外两个单框铁心1通过铁心柱3相连接组合成三相立体卷铁心结构,相邻两个单框铁心1的心柱斜面进行贴合。
69.作为本发明的一个优选实施例,上述单框铁心1由相同宽度的带材卷绕而成。
70.作为本发明的一个优选实施例,上述带材为非晶合金带材。
71.作为本发明的一个优选实施例,上述单框铁心1需要进行浸漆处理。
72.作为本发明的一个优选实施例,上述单框铁心1的铁心柱3内侧的斜面采用线切割方式加工而成。
73.一种变压器,包括上述的立体卷变压器铁心。因变压器包括上述的立体卷变压器铁心,因此,该变压器具备上述立体卷变压器铁心的所有结构和效果,此处不再赘述。
74.传统立体卷铁心磁路:传统三相立体卷铁心由三个具有相互独立磁路的平面卷铁心组成,而每相绕组的铁心柱3则由两个卷铁心并联组成,如图6所示。传统立体卷的轭部的横截面和心部的横截面积相等,但流入了更大的磁通,这部分磁通对励磁电压无贡献,但会造成更大的铁损,其计算方法为:
[0075][0076][0077]
显然,计算铁心中的损耗和励磁电流时,应采用铁心磁密bm(ab),而不是计算磁密bm。否则,计算得到的空载损耗和励磁电流将明显小于实际值。
[0078]
而本发明提供的立体卷变压器铁铁心方案,由于可以进行一定自由度的线切割,轭部的相对截面之比更大。
[0079]
以一个400kva容量的传统型立体卷非晶变压器铁心和本发明提供的立体卷非晶变压器铁心为例,参照图7
‑
图10,对其参数进行计算,二者的参数进行比较见表1:
[0080]
表1
[0081][0082][0083]
传统型立体卷非晶变压器铁心给定纯阻负载测试结果见表2。本发明提供的立体卷非晶变压器铁心给定纯阻负载测试结果见表3。
[0084]
表2
[0085]
给定负载电阻输入功率输出功率铜损铁损效率0.38398307.824387867.80357022560.959437528
0.5r306556.26297050.674834502110.95755689
[0086]
表3
[0087]
给定负载电阻输入功率输出功率铜损铁损效率0.38398407.835387868.956952420.9594375280.5r306756.45297050.834362060.95755689
[0088]
本发明提供的立体卷非晶变压器铁心和传统型立体卷非晶变压器铁心在给定条件相同的情况下,输出的功率和效率相当,线切割型立体卷的铜损和铁损略小。两种方案的立体卷,在重量相同的情况下,线切割方式的和传统卷绕方式的立体卷,性能十分几乎相同,但线切割方式的心柱的截面比较小,这样可以有效的减少绕组的用铜量,减少整体成本。另外线切割方式,工序简单,成型精度高。成品节省了材料,减少了生产成本,为国家的节能减排,减少环境污染做出贡献。
[0089]
以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的系统领域,均同理包括在本发明的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1