一种可以调节剥漆尺寸的漆包线剥漆装置的制作方法
1.本发明涉及漆包线加工技术领域,具体涉及一种可以调节剥漆尺寸的漆包线剥漆装置。
背景技术:
2.在某些工艺中,需要剥除漆包线外表面的漆,现有技术中有多种剥漆装置,但是现有的剥漆装置进行漆包线剥漆时,不能对漆包线剥漆深度进行控制调节,不能满足不同的剥漆深度需求。
技术实现要素:
3.为了解决上述问题,本发明提供一种可以调节剥漆尺寸的漆包线剥漆装置,可根据需要调节剥漆深度大小。
4.本发明提供解决上述技术问题采用的一些实施方案包括:
5.一种可以调节剥漆尺寸的漆包线剥漆装置,包括剥漆刀,还包括用于调节剥漆深度大小的剥漆尺寸调节机构;所述剥漆刀包括剥漆刀体,设置于所述剥漆刀体上且可相对于剥漆刀体翻转运动的剥漆刀臂,以及设置于所述剥漆刀臂一端的剥漆刀片;所述剥漆尺寸调节机构包括:
6.穿套于所述剥漆刀体外部的限位套;
7.驱动所述限位套相对于所述剥漆刀体移动的驱动机构;
8.所述限位套的内侧具有限位斜面,所述剥漆刀臂远离所述剥漆刀片的一端与所述限位斜面抵接配合,所述驱动机构驱动所述限位套移动时,所述剥漆刀臂相对于所述剥漆刀体翻转运动。
9.剥漆时,漆包线与所述剥漆刀片紧贴配合,本发明中当驱动机构驱动所述限位套左右移动时,由于剥漆刀臂的一端与所述限位斜面配合,并且剥漆刀臂可以相对于剥漆刀体翻转,因此剥漆刀臂会相对于剥漆刀体翻转,进而使得另一端的剥漆刀片也翻转,实现对剥漆刀片高低位置的调节,即实现对漆包线剥漆深度的调节。
10.本发明中驱动机构的结构形式有多种,采用现有多种驱动机构结构形式也可以,作为优选,所述驱动机构包括:
11.与所述限位套连接的限位推板;
12.驱动所述限位推板移动的驱动单元。
13.本发明中驱动单元驱动限位推板移动,限位推板因为与所述限位套连接,因此限位套随之移动,本发明中限位推板与所述限位套之间的连接方式有多种,例如本发明中限位托板与所述限位套之间可以采用轴承连接的方式进行连接。
14.本发明中驱动单元的结构形式有多种,采用现有多种结构形式也可以,作为优选,所述驱动单元包括丝杆结构以及为丝杆结构的运动提供动力的剥漆尺寸调节电机,所述限位推板与所述丝杆结构连接。本发明中丝杆结构包括导轨和丝杆,通过导轨与丝杆的配合
实现限位套固定方向上的来回移动。
15.本发明中剥漆刀的结构形式有多种,作为优选,所述剥漆刀还包括设置于所述剥漆刀臂和所述剥漆刀体之间的缓冲弹簧。本发明中缓冲弹簧可以实现缓冲调节作用,降低剥漆刀片的磨损,延长使用寿命。
16.本发明中剥漆刀臂和剥漆刀片的数量可以为一个或两个或者两个以上,作为优选,所述剥漆刀臂为沿着所述剥漆刀体周向布置的若干个,所述剥漆刀片位于所述剥漆刀臂一一对应的若干个。漆包线位于所述剥漆刀片之间,可以实现对漆包线周向的剥漆,提高剥漆效率。
17.作为优选,还包括驱动所述剥漆刀片紧贴漆包线的剥漆驱动系统,所述剥漆驱动系统包括剥漆主轴系以及驱动所述剥漆主轴系旋转的剥漆动力机构;所述剥漆刀体与所述剥漆主轴系同轴连接,所述剥漆刀体以及所述剥漆主轴系上开设有沿着所述剥漆主轴系的轴向布置且供所述漆包线穿过的漆包线通道;
18.所述动力机构驱动所述剥漆主轴系转动时,所述剥漆刀体随之转动,设置于所述剥漆刀体上且可相对于所述剥漆刀体翻转的所述剥漆刀臂的一端在离心力的作用下相对于所述剥漆刀体向外侧翻转,以使得剥漆刀臂的另一端的所述剥漆刀片朝向径向移动并紧贴所述漆包线。
19.本发明中剥漆主轴系的结构形式有多种,作为优选,所述剥漆主轴系包括剥漆主轴以及穿套于所述剥漆主轴外部的剥漆主轴套,所述剥漆驱动系统还包括用于将所述剥漆刀体和剥漆主轴套同轴连接的连接轴套。
20.作为优选,所述剥漆动力机构包括与所述剥漆主轴套连接的剥漆带轮、与所述剥漆带轮相配合的驱动带轮以及驱动所述驱动带轮运动的剥漆驱动电机。
21.作为优选,还包括剥漆箱体,所述剥漆尺寸调节机构以及所述剥漆驱动系统设置于所述剥漆箱体上,所述剥漆刀位于所述剥漆箱体内,所述剥漆主轴系穿过所述剥漆箱体与所述剥漆刀体连接。本发明中剥下来的漆可以掉落于所述剥漆箱体内,避免污染环境。
22.作为优选,还包括承载所述漆包线的漆包线传递辊轴以及与所述剥漆箱体连接且用于吸取所述剥漆箱体内的剥漆残渣的吸尘管。本发明中可以通过漆包线传递辊轴承载漆包线,漆包线传递辊轴转动时,漆包线也一起移动,便于剥掉整根漆包线上的漆。另外,本发明中进行剥漆之后,剥下来的残渣落入剥漆箱体内,本发明中可以通过吸尘管将残渣吸取出去进行回收处理,避免污染环境。
23.相对于现有技术,本发明存在以下有益效果:
24.本发明可根据所需的数控调节尺寸控制调节限位套的左右位置,利用限位套的斜面限制剥漆刀臂翻转角度来实现调节剥漆刀片铣削的深度。即本发明中可以根据需要实现数控调节剥漆深度尺寸,可实时在线调节剥漆直径,满足不同剥漆尺寸的要求,而且便于记录和追溯,本发明操作简单,工作效率高。
附图说明
25.出于解释的目的,在以下附图中阐述了本发明技术的若干实施方案。以下附图被并入本文本并且构成具体实施方案的一部分。在一些情况下,以框图形式示出了熟知的结构和部件,以便避免使本发明主题技术的概念模糊。
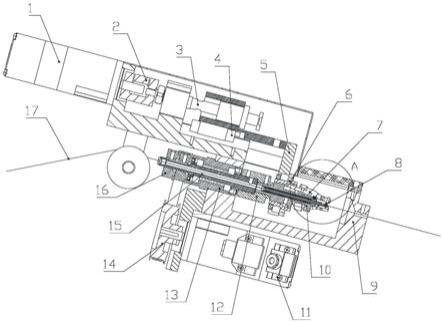
26.图1为本发明的结构示意图。
27.图2为本发明的剖视结构示意图。
28.图3为本发明另一视角的结构示意图。
29.图4为图2中a处的放大结构示意图。
30.附图标记:
31.1、剥漆尺寸调节电机;2、联轴器;3、丝杆;4、导轨;5、剥漆限位推板;6、限位套;7、剥漆刀臂;8、剥漆刀片;9、剥漆箱体;10、剥漆刀体;11、剥漆电机;12、连接轴套;13、剥漆主轴套;14、驱动带轮;15、剥漆主轴;16、剥漆带轮;17、漆包线;18、吸尘管。
具体实施方式
32.下面示出的具体实施方案旨在作为本发明主题技术的各种配置的描述,并且,不旨在表示本发明主题技术可被实践的唯一配置。具体实施方案包括具体的细节旨在提供对本发明主题技术的透彻理解。然而,对于本领域的技术人员来说将清楚和显而易见的是,本发明主题技术不限于本文示出的具体细节,并且,可在没有这些具体细节的情况下被实践。
33.参照图1~图4所示,本实施例为一种可以调节剥漆尺寸的漆包线17剥漆装置,包括剥漆刀以及用于调节剥漆深度大小的剥漆尺寸调节机构;剥漆刀包括剥漆刀体10,设置于剥漆刀体10上且可相对于剥漆刀体10翻转运动的剥漆刀臂7,以及设置于剥漆刀臂7一端的剥漆刀片8;剥漆尺寸调节机构包括:
34.穿套于剥漆刀体10外部的限位套6;
35.驱动限位套6相对于剥漆刀体10移动的驱动机构;
36.限位套6的内侧具有限位斜面,剥漆刀臂7远离剥漆刀片8的一端与限位斜面抵接配合,驱动机构驱动限位套6移动时,剥漆刀臂7相对于剥漆刀体10翻转运动。
37.剥漆时,漆包线17与剥漆刀片8紧贴配合,本实施例中当驱动机构驱动限位套6左右移动时,由于剥漆刀臂7的一端与限位斜面配合,并且剥漆刀臂7可以相对于剥漆刀体10翻转,因此剥漆刀臂7会相对于剥漆刀体10翻转,进而使得另一端的剥漆刀片8也翻转,实现对剥漆刀片8高低位置的调节,即实现对漆包线17剥漆深度的调节。
38.本实施例中驱动机构的结构形式有多种,采用现有多种驱动机构结构形式也可以,例如本实施例中驱动机构包括:
39.与限位套6连接的限位推板5;
40.驱动限位推板5移动的驱动单元。
41.本实施例中驱动单元驱动限位推板5移动,限位推板5因为与限位套6连接,因此限位套6随之移动,本实施例中限位推板5与限位套6之间的连接方式有多种,例如本实施例中限位托板与限位套6之间可以采用轴承连接的方式进行连接。
42.本实施例中驱动单元的结构形式有多种,采用现有多种结构形式也可以,本实施例中驱动单元包括丝杆3结构以及为丝杆3结构的运动提供动力的剥漆尺寸调节电机1,限位推板5与丝杆3结构连接。本实施例中丝杆3结构包括导轨和丝杆3,通过导轨与丝杆3的配合实现限位套6固定方向上的来回移动。
43.另外,本实施例中剥漆刀的结构形式有多种,剥漆刀还包括设置于剥漆刀臂7和剥漆刀体10之间的缓冲弹簧。本实施例中缓冲弹簧可以实现缓冲调节作用,降低剥漆刀片8的
磨损,延长使用寿命。
44.而且本实施例中剥漆刀臂7和剥漆刀片8的数量可以为一个或两个或者两个以上,剥漆刀臂7为沿着剥漆刀体10周向布置的若干个,剥漆刀片8位于剥漆刀臂7一一对应的若干个。漆包线17位于剥漆刀片8之间,可以实现对漆包线17周向的剥漆,提高剥漆效率。
45.本实施例中还包括驱动剥漆刀片8紧贴漆包线17的剥漆驱动系统,剥漆驱动系统包括剥漆主轴15系以及驱动剥漆主轴15系旋转的剥漆动力机构;剥漆刀体10与剥漆主轴15系同轴连接,剥漆刀体10以及剥漆主轴15系上开设有沿着剥漆主轴15系的轴向布置且供漆包线17穿过的漆包线17通道;
46.本实施例中动力机构驱动所述剥漆主轴15系转动时,剥漆刀体10随之转动,设置于所述剥漆刀体10上且可相对于所述剥漆刀体10翻转的剥漆刀臂7的一端在离心力的作用下相对于剥漆刀体10向外侧翻转,以使得剥漆刀臂7的另一端的剥漆刀片8朝向径向移动并紧贴漆包线17。
47.本实施例中剥漆主轴15系的结构形式有多种,剥漆主轴15系包括剥漆主轴15以及穿套于剥漆主轴15外部的剥漆主轴15套13,剥漆驱动系统还包括用于将剥漆刀体10和剥漆主轴15套13同轴连接的连接轴套12。
48.本实施例中剥漆动力机构包括与剥漆主轴15套13连接的剥漆带轮16、与剥漆带轮16相配合的驱动带轮14以及驱动驱动带轮14运动的剥漆驱动电机。
49.另外,本实施例中还包括剥漆箱体9,剥漆尺寸调节机构以及剥漆驱动系统设置于剥漆箱体9上,剥漆刀位于剥漆箱体9内,剥漆主轴15系穿过剥漆箱体9与剥漆刀体10连接。本实施例中剥下来的漆可以掉落于剥漆箱体9内,避免污染环境。
50.为了提高剥漆效率以及便于回收剥漆残渣,本实施例中还包括承载漆包线17的漆包线17传递辊轴以及与剥漆箱体9连接且用于吸取剥漆箱体9内的剥漆残渣的吸尘管18。本实施例中可以通过漆包线17传递辊轴承载漆包线17,漆包线17传递辊轴转动时,漆包线17也一起移动,便于剥掉整根漆包线17上的漆。另外,本实施例中进行剥漆之后,剥下来的残渣落入剥漆箱体9内,本实施例中可以通过吸尘管18将残渣吸取出去进行回收处理,避免污染环境。
51.本实施例的具体原理可以如下:
52.漆包线17沿着剥漆主轴15系穿入剥漆箱体9内,通过剥漆驱动电机带动剥漆主轴15系以及剥漆刀体10旋转,剥漆刀臂7的一端在离心力的作用下相对于剥漆刀体10向外侧翻转,剥漆刀臂7另一端的剥漆刀片8则朝向径向移动并紧贴漆包线17,在旋转的过程中实现对漆包线17的剥漆,同时,还可以移动漆包线17,实现对漆包线17各个位置的剥漆。
53.另外,本实施例中可根据所需的数控调节尺寸控制剥漆尺寸调节电机1,剥漆尺寸调节电机1通过丝杆3使得限位推板5左右移动,进而调节限位套6的左右位置,利用限位套6的斜面限制剥漆刀臂7翻转角度来实现调节剥漆刀片8铣削的深度。
54.以上对本实施例主题技术方案以及相应的细节进行了介绍,可以理解的是,以上介绍仅是本实施例主题技术方案的一些实施方案,其具体实施时也可以省去部分细节。
55.另外,在以上发明的一些实施方案中,多个实施方案存在组合实施的可能,各种组合方案限于篇幅不再一一列举。本领域技术人员在具体实施时可以根据需求自由结合实施上实施方案,以获得更佳的应用体验。
56.本领域技术人员在实施本发明主题技术方案时,可以根据本发明的主题技术方案以及附图获得其它细节配置或附图,显而易见地,这些细节在不脱离本发明主题技术方案的前提下,这些细节仍属于本发明主题技术方案涵盖的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1