锂金属负极极片、电化学装置及电子设备的制作方法
1.本技术涉及储能技术领域,具体地讲,涉及锂金属负极极片、电化学装置及电子设备。
背景技术:
2.随着能源与环境问题的日益凸显,新能源产业得到了越来越多的重视。二次电池因其能量密度高、循环性能好等特点,近年来作为一种重要的新型储能装置被广泛应用。目前商品化的二次电池的负极活性材料多以石墨为主,由于石墨本身的理论嵌锂容量较低,仅为372mah/g,且仅通过改进电池设计结构和制造工艺也难以提高能量密度,使其在需要高能量输出的领域的应用受到限制,因此需要更高比能量的负极活性材料。
3.锂金属负极由于具有很高的理论容量(3860mah/g),电化学电势低(
‑
3.040v vs.she),电化学可逆容量高等优势,被认为是锂离子电池负极的最终解决方案。但是,锂金属负极在充放电过程中产生的巨大体积膨胀以及锂枝晶生长的问题,导致其在循环寿命与安全性方面存在严重短板,无法真正实现商业化应用。为缓解以上问题,业界普遍采用固态电解质来替代现有的液态电解质从而大幅降低锂金属副反应,提升寿命与安全性能。但是固态电解质自身电导率低,界面结合度差等本征问题仍无法得到有效解决。
4.因此,如何降低锂金属副反应,提升电池的首次库伦效率及循环性能是目前亟待解决的问题。
技术实现要素:
5.鉴于此,本技术提出了锂金属负极极片、电化学装置及电子设备,能够有效降低锂金属副反应,提升电池的首次库伦效率及循环性能。
6.第一方面,本技术提供一种锂金属负极极片,所述锂金属负极极片包括:
7.铜箔;
8.形成于所述铜箔的至少部分表面上的活性物质层,所述活性物质层包括锂金属合金;以及
9.形成于所述活性物质层的至少部分表面上的复合保护层,所述复合保护层的厚度小于等于10μm,所述复合保护层包括氟化锂无机层以及聚合物有机层。
10.结合第一方面,在一种可行的实施方式中,所述锂金属负极极片满足以下条件的至少一者:
11.(1)所述复合保护层的厚度为0.3μm至10μm;
12.(2)所述复合保护层的厚度为1μm至7μm。
13.结合第一方面,在一种可行的实施方式中,所述锂金属负极极片满足以下条件的至少一者:
14.(3)所述氟化锂无机层与所述聚合物有机层的质量比为1∶10至10∶1;
15.(4)所述氟化锂无机层与所述聚合物有机层的质量比为1∶5至5∶1。
16.结合第一方面,在一种可行的实施方式中,所述聚合物有机层包括聚二甲基硅氧烷、聚丙烯腈、聚吡咯、聚酰亚胺、聚丙烯酸、聚甲基丙烯酸甲酯中的至少一种。
17.结合第一方面,在一种可行的实施方式中,所述氟化锂无机层由聚偏氟乙烯与所述锂金属合金原位反应形成。
18.结合第一方面,在一种可行的实施方式中,所述锂金属负极极片满足以下条件的至少一者:
19.(5)所述锂金属合金的化学式为lir,r金属选自ag、mo、in、ge、bi和zn中的至少一种;
20.(6)所述锂金属合金的化学式为lir,所述锂金属合金中的r元素的质量含量为1%至10%;
21.(7)所述锂金属合金为固溶合金。
22.第二方面,本技术提供一种电化学装置,包括正极极片、负极极片、隔离膜及电解液,所述负极极片为第一方面所述的负极极片。
23.结合第二方面,在一种可行的实施方式中,所述电化学装置包括正极极片、负极极片、隔离膜及电解液,所述电解液包括溶剂及锂盐,所述电解液满足以下条件的至少一者:
24.(9)所述锂盐包括六氟磷酸锂、四氟硼酸锂、二氟磷酸锂、双三氟甲烷磺酰亚胺锂、双(氟磺酰)亚胺锂、双草酸硼酸锂或二氟草酸硼酸锂中的至少一种;
25.(10)所述溶剂包括乙二醇二甲醚及1,3
‑
二氧环戊烷;
26.(11)所述溶剂包括乙二醇二甲醚及1,3
‑
二氧环戊烷,所述乙二醇二甲醚与所述1,3
‑
二氧环戊烷的体积比为(0.5~10)∶1;
27.(12)所述电解液的浓度为0.5mol/l至7mol/l。
28.结合第二方面,在一种可行的实施方式中,所述电解液满足以下条件的至少一者:
29.(13)所述电解液还包括添加剂,所述添加剂包括三聚甲醛、硝酸锂、二恶烷、氟磺酸锂、氟代碳酸乙烯酯中的至少一种;
30.(14)所述电解液还包括添加剂,所述添加剂在所述电解液中的质量含量为0.1%至10%。
31.第三方面,本技术提供一种电子设备,所述电子设备包括根据上述第二方面所述的电化学装置。
32.相对于现有技术,本技术至少具有以下有益效果:
33.本技术提供的锂金属负极极片、电化学装置及电子设备,其中,锂金属负极极片通过在铜箔的表面形成含锂金属合金的活性物质层,其中,锂金属合金可以通过自身合金相在嵌脱锂过程中发生相变,使得锂离子在嵌入过程中沿合金相向靠近铜箔方向生长,而不是向靠近隔离膜方向生长形成锂枝晶,可以有效抑制锂枝晶的生长;锂金属合金表面的复合保护层,其中的氟化锂无机层与聚合物有机层有着类似固态电解质膜的结构,能够有效阻碍电解液与锂金属直接接触,增大锂金属表面极化程度,可以减少锂金属副反应的发生,提升电池的首次库伦效率及循环性能。
附图说明
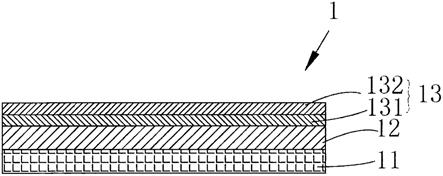
34.图1为本技术实施例提供的锂金属负极极片的结构示意图。
具体实施方式
35.以下所述是本发明实施例的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明实施例原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也视为本发明实施例的保护范围。
36.为了简便,本文仅明确地公开了一些数值范围。然而,任意下限可以与任何上限组合形成未明确记载的范围;以及任意下限可以与其它下限组合形成未明确记载的范围,同样任意上限可以与任意其它上限组合形成未明确记载的范围。此外,尽管未明确记载,但是范围端点间的每个点或单个数值都包含在该范围内。因而,每个点或单个数值可以作为自身的下限或上限与任意其它点或单个数值组合或与其它下限或上限组合形成未明确记载的范围。
37.在本文的描述中,需要说明的是,除非另有说明,“以上”、“以下”为包含本数,“一种或多种”中“多种”的含义是两个以上。
38.本技术的上述发明内容并不意欲描述本技术中的每个公开的实施方式或每种实现方式。如下描述更具体地举例说明示例性实施方式。在整篇申请中的多处,通过一系列实施例提供了指导,这些实施例可以以各种组合形式使用。在各个实例中,列举仅作为代表性组,不应解释为穷举。
39.第一方面
40.本技术提供一种锂金属负极极片1,如图1所示,所述锂金属负极极片1包括:铜箔11;形成于所述铜箔11的至少部分表面上的活性物质层12,所述活性物质层12包括锂金属合金;以及
41.形成于所述活性物质层12的至少部分表面上的复合保护层13,所述复合保护层13的厚度小于等于10μm,所述复合保护层13包括氟化锂无机层131以及聚合物有机层132。
42.在上述方案中,锂金属负极极片通过在铜箔的表面形成含锂金属合金的活性物质层,其中,锂金属合金可以通过自身合金相在嵌脱锂过程中发生相变,使得锂离子在嵌入过程中沿合金相向靠近铜箔方向生长,而不是向靠近隔离膜方向生长形成锂枝晶,可以有效抑制锂枝晶的生长;锂金属合金表面的复合保护层中的氟化锂无机层与聚合物有机层有着类似固态电解质膜的结构,能够有效阻碍电解液与锂金属直接接触,增大锂金属表面极化程度,可以减少锂金属副反应的发生,提升电池的首次库伦效率及循环性能。
43.作为本技术可选的技术方案,所述锂金属合金为固溶合金。可以理解地,锂金属合金的固溶合金相提供了比锂金属更高的锂原子扩散系数,在嵌锂过程中在锂金属合金/电解质界面处产生的锂原子会在扩散到极片内部生成锂合金,而在脱锂过程中,去合金化产生的锂原子能够在放电时间内快速脱出来,从而提高电池的首次充放电库仑效率。
44.由于锂金属合金具有固溶合金相,可以通过自身固溶合金相在嵌脱锂过程中发生相变,使得脱出的锂原子能够穿入锂金属合金内部形成合金相,而不是沉积在负极极片表面生成金属锂,即锂原子在嵌入过程中沿合金相向锂金属合金内部生长,抑制锂枝晶生长。
45.作为本技术可选的技术方案,所述锂金属合金的化学式为lir,r金属选自a g、mo、in、ge、bi和zn中的至少一种。具体地,所述锂金属合金中的r元素的质量含量为1%至10%,具体可以是1%、2%、3%、4%、5%、6%、7%、8%或10%等,当然也可以是上述范围内的其他值,在此不做限定。当锂金属合金中的r元素的质量含量过高时,即锂金属合金中的锂含
量下降,会影响电池的动力学性能,导致电池的能量密度与倍率性能下降。当锂金属合金中的r元素的质量含量过低时,锂金属合金中的固溶合金含量减少,无法利用固溶合金相变来抑制锂枝晶的生长。优选地,所述锂金属合金中的r元素的质量含量为3%至7%。
46.作为本技术可选的技术方案,所述复合保护层13的厚度为0.3μm至10μm;具体可以是0.3μm、0.5μm、1.0μm、1.4μm、1.8μm、2.2μm、3.5μm、4.0μm、4.5μm、4.9μm、5.5μm、6.0μm、7.0μm、8.0μm、9.2μm或10μm等,当然也可以是上述范围内的其他值,在此不做限定。当复合保护层13过厚,电池能量密度下降;当复合保护层13过薄,会造成复合保护层机械强度下降,复合保护层对锂金属合金覆盖保护力度下降,造成锂枝晶容易朝向隔离膜生长,恶化电池循环性能。优选地,所述复合保护层13的厚度为1μm至7μm;更优选地,复合保护层13的厚度为3μm至5μm。
47.作为本技术可选的技术方案,所述复合保护层13包括氟化锂无机层131以及聚合物有机层132。
48.其中,氟化锂无机层由聚偏氟乙烯与所述锂金属合金原位反应形成。氟化锂可以是固态电解质膜的组成成分之一,具有良好的离子电导率、机械性能以及电化学稳定性。氟化锂与聚合物搭配使用,可以形成类似固态电解质膜的效果,从而抑制锂金属与电解液发生副反应,提升锂金属合金与电解液的稳定性。在本实施例中,氟化锂与锂金属以共价键结合,使得氟化锂与锂金属合金结合稳定性增强,在循环过程中,铜箔表面的涂层不易脱落。在制备过程中,可以将形成有锂金属合金的铜箔与聚偏氟乙烯反应原位生成氟化锂无机层。氟化锂无机层可以提高锂离子扩散的电导率,抑制锂枝晶的形成和生长。
49.具体地,氟化锂无机层的厚度可以为0.1μm至2μm,具体可以是0.1μm、0.2μm、0.5μm、0.8μm、1.0μm、1.2μm、1.5μm、1.8μm或2.0μm等,当然也可以是上述范围内的其他值,在此不做限定。氟化锂无机层的厚度可以根据反应时间来控制。氟化锂无机层的厚度过厚,极片在循环过程中容易发生破碎,影响电化学性能。氟化锂无机层的厚度过薄,复合保护层13的电化学稳定性和离子电导率下降,电池循环性能下降。
50.聚合物有机层可以引导锂的均匀成核,具有较强的粘度和机械强度。聚合物有机层与氟化锂无机层的配合使用,可以使得复合保护层兼具较强的机械强度及较高的离子电导率,可以包覆锂金属合金,可以提高锂金属合金与铜箔接触界面的完整性,抑制锂金属与电解液直接接触发生副反应及锂枝晶生长。具体地,聚合物有机层可以通过喷涂、涂覆、沉积等工艺形成于氟化锂无机层的表面。
51.作为本技术可选的技术方案,聚合物有机层的厚度可以为0.2μm至2μm,具体可以是0.2μm、0.5μm、0.8μm、1.0μm、1.2μm、1.5μm、1.8μm或2.0μm等,当然也可以是上述范围内的其他值,在此不做限定。聚合物有机层的厚度过厚,电池能量密度下降;聚合物有机层的厚度过薄,复合保护层的完整性、机械强度、弹性下降,在循环过程中容易发生破碎,影响电化学性能。
52.作为本技术可选的技术方案,所述聚合物有机层包括聚二甲基硅氧烷(pdms)、聚丙烯腈(pan)、聚吡咯(ppy)、聚酰亚胺(pi)、聚丙烯酸(paa)、聚甲基丙烯酸甲酯(pmma)中的至少一种。
53.作为本技术可选的技术方案,所述氟化锂无机层与所述聚合物有机层的质量比为1∶10至10∶1;具体可以是1∶10、2∶10、3∶10、4∶10、5∶10、8∶10、10∶10、10∶8、10∶5、10∶3、10∶1
等,当然也可以是上述范围内的其他值,在此不做限定。当复合保护层中的氟化锂无机层含量过高,即复合保护层中的聚合物有机层含量下降,复合保护层的完整性、机械强度及弹性下降,使得极片在循环过程中容易发生破碎,影响电化学性能。当复合保护层中的氟化锂无机层含量过低,复合保护层的电化学稳定性与离子电导率下降,恶化电池循环性能。优选地,所述氟化锂无机层与所述聚合物有机层的质量比为1∶5至5∶1。
54.作为本技术可选的技术方案,上述锂金属负极极片的制备方法包括以下步骤:
55.在ar气氛下,将锂金属放入到不锈钢坩埚中加热至280℃至350℃使其完全融化,然后将合金组分粉末加入到液态锂金属中并充分搅拌2h至6h,确保金属粉末与锂金属液体均匀混合,冷却后即可得到锂金属合金活性物质。
56.将锂金属合金活性物质通过冷压复合在铜箔表面,得到极片。
57.将极片置于含聚偏氟乙烯的溶液中,使得锂金属与聚偏氟乙烯反应原位生成氟化锂无机层。
58.将含氟化锂无机层的极片置于60℃至100℃真空下烘干后,将含聚合物的有机浆料喷涂至氟化锂无机层的表面,再置于60℃至100℃真空下烘干,得到锂金属负极极片。
59.第二方面
60.本技术提供一种电化学装置,包括正极极片、负极极片及电解液,所述负极极片为上述第一方面的锂金属负极极片。
61.正极极片包括正极集流体及形成于所述正极集流体的至少部分表面上的正极活性物质层,正极活性物质层包括正极活性材料。
62.作为本技术可选的技术方案,所述正极活性材料可选自锂钴氧化物、锂镍氧化物、锂锰氧化物、锂镍锰氧化物、锂镍钴锰氧化物、锂镍钴铝氧化物、橄榄石结构的含锂磷酸盐等,但本技术并不限定于这些材料,还可以使用其他可被用作锂离子电池正极活性材料的传统公知的材料。具体地,所述正极活性材料包括钴酸锂、镍钴锰酸锂、镍钴铝酸锂、锰酸锂、磷酸锰铁锂、磷酸钒锂、磷酸钒氧锂、磷酸铁锂和钛酸锂中的至少一种。
63.作为本技术可选的技术方案,正极活性物质层还可以包括正极导电材料,从而赋予电极导电性。所述正极导电材料可以包括任何导电材料,只要它不引起化学变化。正极导电材料的非限制性示例包括基于碳的材料(例如,天然石墨、人造石墨、碳黑、乙炔黑、科琴黑、碳纤维等)、基于金属的材料(例如,金属粉、金属纤维等,包括例如铜、镍、铝、银等)、导电聚合物(例如,聚亚苯基衍生物)和它们的混合物。
64.作为本技术可选的技术方案,正极活性物质层还可以包括粘结剂,以将正极活性物质和可选的导电剂牢固地粘结在正极集流体上。本技术对粘结剂的种类不做具体限制,可以根据实际需求进行选择。作为示例,粘结剂可以为聚偏氟乙烯(pvdf)、聚四氟乙烯(ptfe)、聚丙烯酸(paa)、聚乙烯醇(pva)、乙烯
‑
醋酸乙烯酯共聚物(eva)、丁苯橡胶(sbr)、羧甲基纤维素(cmc)、海藻酸钠(sa)、聚甲基丙烯酸(pma)及羧甲基壳聚糖(cmcs)中的至少一种。
65.作为本技术可选的技术方案,正极集流体可以采用导电碳片、金属箔材、涂炭金属箔材或多孔金属板,其中导电碳片的导电碳材质可以为超导碳、乙炔黑、炭黑、科琴黑、碳点、碳纳米管、石墨、石墨烯及碳纳米纤维中的一种或几种,金属箔材、涂炭金属箔材和多孔金属板的金属材质各自独立地可以选自铜、铝、镍及不锈钢中的至少一种。
66.正极集流体11例如为铜箔、铝箔、镍箔、不锈钢箔、不锈钢网及涂炭铝箔中的一种或几种,优选采用铝箔。
67.可以按照本领域常规方法制备上述正极极片。通常将正极活性物质及可选的导电剂和粘结剂分散于溶剂(例如n
‑
甲基吡咯烷酮,简称为nmp)中,形成均匀的正极浆料,将正极浆料涂覆在正极集流体上,经烘干、冷压后,得到正极极片。
68.本技术的电化学装置中的隔离膜可以是本领域各种适用于电化学储能装置隔离膜的材料,例如,可以是包括但不限于聚乙烯、聚丙烯、聚偏氟乙烯、芳纶、聚对苯二甲酸乙二醇酯、聚四氟乙烯、聚丙烯腈、聚酰亚胺,聚酰胺、聚酯和天然纤维中的至少一种。
69.本技术的电化学装置中的电解液包括溶剂、锂盐和添加剂。
70.其中,电解液中的锂盐选自有机锂盐或无机锂盐中的至少一种。具体地,锂盐可以选自六氟磷酸锂(lipf6)、四氟硼酸锂、二氟磷酸锂、双三氟甲烷磺酰亚胺锂lin(cf3so2)2(简写为litfsi)、双(氟磺酰)亚胺锂li(n(so2f)2)(简写为lifsi)、双草酸硼酸锂lib(c2o4)2(简写为libob)、二氟草酸硼酸锂libf2(c2o4)(简写为lidfob)中的至少一种。
71.作为本技术可选的技术方案,电解液中的溶剂包括乙二醇二甲醚(简写为dme)及1,3
‑
二氧环戊烷(简写为dol)。所述乙二醇二甲醚与所述1,3
‑
二氧环戊烷的体积比为(0.5~10)∶1,具体可以是0.5∶1、0.8∶1、1∶1、1.5∶1、1.8∶1、2.5∶1、3∶1、5∶1、6∶1、7∶1、8∶1、9∶1或10∶1等,当然也可以是上述范围内的其他值,在此不做限定。当乙二醇二甲醚与1,3
‑
二氧环戊烷的比值过大,即乙二醇二甲醚含量过高,1,3
‑
二氧环戊烷含量过低,则难以利用1,3
‑
二氧环戊烷与乙二醇二甲醚之间的协同作用,形成稳定的固态电解质膜;当乙二醇二甲醚与1,3
‑
二氧环戊烷的比值过小,1,3
‑
二氧环戊烷含量过高,1,3
‑
二氧环戊烷容易发生自聚合反应,难以形成有效的固态电解质膜,造成电池析锂。优选地,所述乙二醇二甲醚与所述1,3
‑
二氧环戊烷的体积比为(1~7)∶1。需要说明的是,上述两种溶剂的混合使用,有利于电解液在极片表面形成更加稳定的固态电解质膜,减少副反应的发生,抑制锂枝晶生长。
72.作为本技术可选的技术方案,所述电解液的浓度为0.5mol/l至7mol/l,具体可以是0.5mol/l、0.8mol/l、1mol/l、1.5mol/l、2.0mol/l、3mol/l、4mol/l、5mol/l、6mol/l或7mol/l等,当然也可以是上述范围内的其他值,在此不做限定。电解液浓度过大,会导致电解液粘度过大,影响电池的加工与动力学性能,电解液浓度过小,会造成锂盐浓度过低,循环过程中浓度差极化加剧,促进锂枝晶生长,电池循环性能下降。优选地,所述电解液的浓度为2mol/l至5mol/l。可以理解地,采用上述浓度范围内的电解液,可以提升锂金属与电解液界面的锂离子浓度,尽可能消除浓差极化,缓解由此引起的极化锂枝晶生长。
73.作为本技术可选的技术方案,所述电解液还包括添加剂,所述添加剂包括三聚甲醛、硝酸锂、二恶烷、氟磺酸锂、氟代碳酸乙烯酯中的至少一种。
74.作为本技术可选的技术方案,所述添加剂在所述电解液中的质量含量为0.1%至10%,具体可以是0.1%、0.5%、1%、1.5%、2%、2.5%、3%、3.5%、4%、5%、6%、7%、8%、9%或10%等,当然也可以是上述范围内的其他值,在此不做限定。电解液中的添加剂的质量含量过高,在电池循环过程中,会消耗大量活性锂离子,影响固态电解质膜的质量,降低电池寿命;电解液中的添加剂的质量含量过低,难以利用添加剂的化学活性来抑制1,3
‑
二氧环戊烷聚合,会造成电池析锂严重。优选地,所述添加剂在所述电解液中的质量含量为0.5%至5%。
75.作为本技术可选的技术方案,所述隔离膜选自聚乙烯膜、聚丙烯膜、聚偏氟乙烯膜中的一种或多种的复合,当然,也可以根据实际需求在隔离膜基材表面涂覆无机或有机涂层以增强电芯的硬度或提升隔离膜与阴负极界面的粘附性。
76.作为本技术可选的技术方案,上述电化学装置的制备方法包括以下步骤:
77.将上述正极极片、隔离膜、负极极片按顺序堆叠好,使隔离膜处于正极极片与负极极片之间起到隔离的作用,得到电芯,也可以是经卷绕后得到电芯;将电芯置于包装外壳(可以是软包、方形铝壳、方形钢壳、圆柱铝壳和圆柱铜壳)中,注入电解液并封口,得到电化学装置。
78.在具体实施例中,所述电化学装置是锂二次电池,其中,锂二次电池包括,但不限于:锂金属二次电池、锂离子二次电池、锂聚合物二次电池或锂离子聚合物二次电池。
79.第三方面
80.本技术还提供一种电子设备,电子装置包括上述第二方面所述的电化学装置。
81.作为本技术可选的技术方案,所述电子装置包括,但不限于:笔记本电脑、笔输入型计算机、移动电脑、电子书播放器、便携式电话、便携式传真机、便携式复印机、便携式打印机、头戴式立体声耳机、录像机、液晶电视、手提式清洁器、便携cd机、迷你光盘、收发机、电子记事本、计算器、存储卡、便携式录音机、收音机、备用电源、电机、汽车、摩托车、助力自行车、自行车、照明器具、玩具、游戏机、钟表、电动工具、闪光灯、照相机、家庭用大型蓄电池或锂离子电容器等。
82.实施例
83.下述实施例更具体地描述了本技术公开的内容,这些实施例仅仅用于阐述性说明,因为在本技术公开内容的范围内进行各种修改和变化对本领域技术人员来说是明显的。除非另有声明,以下实施例中所报道的所有份、百分比、和比值都是基于重量计,而且实施例中使用的所有试剂都可商购获得或是按照常规方法进行合成获得,并且可直接使用而无需进一步处理,以及实施例中使用的仪器均可商购获得。
84.1)正极极片的制备
85.将10wt%聚偏氟乙烯粘结剂充分溶解于n
‑
甲基吡咯烷酮中,加入10wt%炭黑导电剂与80wt%磷酸铁锂正极活性材料制成分散均匀的正极浆料。将正极浆料均匀涂敷在铝箔表面,然后转移到真空干燥箱中充分干燥。将得到的极片进行辊压,然后进行冲裁,得到目标圆片。
86.2)负极极片的制备
87.在ar气氛下,将锂金属放入到不锈钢坩埚中加热至300℃使其完全融化,然后将合金组分粉末加入到液态锂金属中并充分搅拌2h,确保金属粉末与锂金属液体均匀混合,冷却后即可得到锂金属合金活性物质。
88.将锂金属合金活性物质通过冷压复合在铜箔表面,得到极片;将极片置于含聚偏氟乙烯的溶液中,使得锂金属与聚偏氟乙烯反应原位生成氟化锂无机层;将含氟化锂无机层的极片置于80℃真空下烘干后,将含聚合物的有机浆料喷涂至氟化锂无机层的表面,再置于80℃真空下烘干,得到锂金属负极极片。
89.3)隔离膜采用聚乙烯(pe)多孔聚合物薄膜。
90.4)电解液的制备
91.将乙二醇二甲醚(dme)与1,3
‑
二氧环戊烷(dol)的混合液作为有机溶剂,接着将充分干燥的六氟磷酸锂溶解于混合后的有机溶剂中,配制成电解液。
92.5)扣式电池的制备
93.将上述正极极片、隔离膜、负极极片按顺序叠好,使隔离膜处于正、负极极片之间起到隔离的作用,加入上述电解液组装成扣式电池。
94.根据上述制备方法制得负极极片实施例1至36,以及对比例1至17,其电解液配方的具体参数如表1所示。
95.表1
96.97.[0098][0099]
其中,“/”表示物质的含量为0。
[0100]
性能测试:
[0101]
负极极片的性能参数测试
[0102]
1)复合保护层的厚度:
[0103]
采用sem对液氮淬冷切割的极片进行截面成像,通过二次电子图像测量复合保护层的厚度。
[0104]
2)电池的性能测试
[0105]
在25℃下,将实施例和对比例制备得到的电池以0.1c倍率充电到4v、以0.1c倍率放电到1v,进行满充满放循环测试,直至锂离子电池的容量小于初始容量的80%,记录首次
库伦效率、循环圈数,其具体数据见表2所示。
[0106]
表2
[0107]
[0108][0109]
根据实施例1至6以及对比例1及2的测试结果可知,当极片表面的复合保护层的厚度在0.3μm至10μm范围内时,电池具有较高的能量密度,复合物保护层能够抑制锂枝晶形成,提高电池的循环性能。根据对比例1的测试结果可知,复合保护层厚度过厚,电池能量密度下降。根据对比例2的测试结果可知,复合保护层厚度过薄,会造成复合保护层机械强度下降,复合保护层对锂金属合金覆盖保护力度下降,造成锂枝晶容易朝向隔离膜生长,恶化电池循环性能。优选地,复合保护层的厚度为1μm至7μm。
[0110]
根据实施例7至11以及对比例3至6的测试结果可知,当复合保护层中的氟化锂无
机层与聚合物有机层的质量比控制在1∶10至10∶1范围内时,极片在循环过程中,极片表面的副反应减少,电池循环性能提升。根据对比例3及对比例5的测试结果可知,当复合保护层中的氟化锂无机层含量过高,即复合保护层中的聚合物有机层含量下降,或复合保护层仅含有氟化锂无机层时,复合保护层的完整性、机械强度及弹性下降,使得极片在循环过程中容易发生破碎,影响电化学性能。根据对比例4以及对比例6的测试结果可知,当复合保护层中的氟化锂无机层含量过低,或复合保护层仅含有聚合物有机层时,复合保护层的电化学稳定性与离子电导率下降,恶化电池循环性能。优选地,所述氟化锂无机层与所述聚合物有机层的质量比为1∶5至5∶1。
[0111]
根据实施例3以及实施例12至16的测试结果可知,当锂金属合金中的合金元素变化时,部分金属会难以与锂金属形成固溶体,从而导致锂枝晶向外生长刺穿隔膜,电池的循环性能下降。
[0112]
根据实施例3以及实施例17至21以及对比例7及8的测试结果可知,锂金属合金中的r元素的质量含量在1%至10%范围内时,可以有效降低嵌锂过电势,可以抑制锂枝晶的生长。对比例7的锂金属合金中的r元素的质量含量过低时,锂金属合金中的固溶合金含量减少,无法利用固溶合金相变来抑制锂枝晶的生长。对比例8的锂金属合金中的r元素的质量含量过高时,即锂金属合金中的锂含量下降,会影响电池的动力学性能,导致电池的能量密度与倍率性能下降。优选地,所述锂金属合金中的r元素的质量含量为3%至7%。
[0113]
根据实施例3以及对比例9的测试结果可知,对比例9的铜箔表面用纯锂金属来替代锂金属合金,锂金属不存在合金相,无法利用固溶合金相变来抑制锂枝晶的生长,电池循环性能下降。
[0114]
根据实施例3以及实施例22至25以及对比例10及11的测试结果可知,当电解液的浓度在0.5mol/l至7mol/l范围内时,电池动力学性能较好,可以保障电池的循环性能。根据对比例10的测试结果可知,电解液浓度过小,会造成锂盐浓度过低,循环过程中浓度差极化加剧,促进锂枝晶生长,电池循环性能下降。根据对比例11的测试结果可知,电解液浓度过大,会导致电解液粘度过大,影响电池的动力学性能下降。优选地,所述电解液的浓度为2mol/l至5mol/l。
[0115]
根据实施例3以及实施例26至30以及对比例12及13的测试结果可知,dme与dol的体积比在(0.5~10)∶1范围内时,有利于电解液在锂金属合金表面形成更加稳定的固态电解质膜,减少副反应的发生,抑制锂枝晶生长,有利于提升电池的循环性能。根据对比例12的测试结果可知,当dme与dol的体积比过小,1,3
‑
二氧环戊烷含量过高,1,3
‑
二氧环戊烷容易发生自聚合反应,难以形成有效的固态电解质膜,造成电池析锂,循环性能下降。根据对比例13的测试结果可知,dme与dol的体积比过大,即乙二醇二甲醚含量过高,1,3
‑
二氧环戊烷含量过低,则难以利用1,3
‑
二氧环戊烷与乙二醇二甲醚之间的协同作用,形成稳定的固态电解质膜,电池的循环性能下降;优选地,所述乙二醇二甲醚与所述1,3
‑
二氧环戊烷的体积比为(1~7)∶1。
[0116]
根据实施例3以及对比例14的测试结果可知,对比例14采用碳酸酯作为电解液的溶剂,碳酸酯无法抑制锂枝晶生长,电池内易发生短路,电池循环性能大幅下降。
[0117]
根据实施例3以及实施例31至34以及对比例15及16的测试结果可知,添加剂在所述电解液中的质量含量为0.1%至10%时,可以抑制锂析出,有利于提高电池的循环性能。
根据对比例15的测试结果可知,电解液中的添加剂的质量含量过低,难以利用添加剂的化学活性来抑制1,3
‑
二氧环戊烷(dol)聚合,会造成电池析锂严重,电池循环性能下降。根据对比例16的测试结果可知,电解液中的添加剂的质量含量过高,在电池循环过程中,会消耗大量活性锂离子,影响固态电解质膜的质量,电池容量衰减严重。优选地,所述添加剂在所述电解液中的质量含量为0.5%至5%。
[0118]
根据实施例3、实施例35至36以及对比例17的测试结果可知,硝酸锂在低电位下会分解形成氮化锂,这种原位形成的无机保护层会均匀的覆盖在锂金属表面从而稳固sei(固体电解质界面膜)整体结构,提升电池循环性能。氟代碳酸乙烯酯、氟磺酸锂添加剂相较于硝酸锂对电解液的稳定性略有影响,但也能够有效提高电池的循环性能。而对比例17未添加上述添加剂,导致极片表面副反应加剧,电池循环性能下降。
[0119]
本技术虽然以较佳实施例公开如上,但并不是用来限定权利要求,任何本领域技术人员在不脱离本技术构思的前提下,都可以做出若干可能的变动和修改,因此本技术的保护范围应当以本技术权利要求所界定的范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1