一种固态预制灭弧模块的制作方法
1.本发明涉及熔断器领域,特别涉及一种固态预制灭弧模块。
背景技术:
2.目前电动车电池包普遍使用热熔熔断器作为电路的保护器件,如图1所示,热熔熔断器结构包括触刀、盖板、熔体、灭弧砂、瓷管和封帽等,大多数热熔熔断器的熔体在瓷管内设置成折弯形状。热熔熔断器的工作原理为:当线路中电流超过规定值时,即故障电流出现时,线路电流经由触刀通过熔体,利用电流热积累效应,使熔体设置的电流感知点(狭颈)在一定时间里熔化断开并熄灭电弧,从而安全分断故障电流。
3.目前,传统的熔断器在生产和使用的时候存在着一些不足,例如,熔断器的折弯熔体在装配时不易定位,容易自身折叠过度或者受力损伤;传统熔断器多以瓷管作为熔断器外壳,重量较重,体积较大;传统熔断器多采用石英砂作为灭弧物质,生产过程中通过振沙工艺使石英砂填充熔体周围空间,很容易出现振沙不实的问题,大大影响灭弧性能,灭弧一致性不高。
技术实现要素:
4.本发明的目的是克服上述现有技术中存在的问题,提供一种固态预制灭弧模块,采用灭弧砂预制固化的灭弧零件,使用时与熔体组合,两块以上将其压紧,再用薄膜壳或纸壳包裹固定,使得熔体在装配时易定位,不易被损伤,装配简单,相对重量较轻、体积较小,灭弧一致性高。
5.为此,本发明提供一种固态预制灭弧模块,包括熔体、至少一组灭弧组件以及用于封装所述灭弧组件的外壳;所述熔体、灭弧组件和外壳由内至外依次贴合封装设置;各组灭弧组件由内至外依次同轴贴合套接设置;每组所述灭弧组件分别由至少两个灭弧零件组成,每组内各灭弧零件之间相互拼合设置;所述熔体穿设在所述灭弧零件贴合拼接的夹缝中,熔体的两端分别位于所述灭弧组件的外侧且用于连接外部电路。
6.进一步,所述灭弧零件由灭弧砂固化而成。
7.更进一步,所述灭弧砂为石英砂、三氧化二铝砂、陶瓷颗粒或玻璃粉的一种或至少两种的混合。
8.进一步,所述灭弧组件至少有一组,位于最内层的所述灭弧组件为实心结构,其余所述灭弧组件均为中空结构,相邻两组所述灭弧组件贴合套接的面相对应。
9.更进一步,实心结构的所述灭弧组件为柱状结构,所述柱状结构包括圆柱结构、三棱柱结构、四棱柱结构或多棱柱结构。
10.更进一步,中空结构的所述灭弧组件的形状的内表面与实心结构的所述灭弧组件的形状的外表面相对应。
11.更进一步,当实心结构的所述灭弧组件由两个灭弧零件拼合而成时,拼合而成的所述两个灭弧零件的拼合面凹凸对应;所述两个灭弧零件的截面形状为l型、e型、f型或者u
型。
12.更进一步,实心结构的所述灭弧组件中其中一个灭弧零件在其拼合的面上设置有凹槽,另一个灭弧零件在其拼合的面上设置有与所述凹槽相匹配的凸起。
13.进一步,所述夹缝的形状与位于所述灭弧组件内部的熔体的形状相对应。
14.进一步,位于所述灭弧组件内部的所述熔体沿其长度方向呈弯折状,所述熔体具有至少一个弯折处,所述熔体中至少一个弯折处的至少一侧上设置有至少一个狭颈部,所述狭颈部位于所述灭弧组件内部。
15.进一步,至少一根所述熔体穿设在最内层的所述灭弧组件中。
16.进一步,所述外壳为薄膜壳或纸壳。
17.进一步,每组灭弧组件中的夹缝与其相邻的灭弧组件中的夹缝错位分布。
18.本发明提供的一种固态预制灭弧模块,具有如下有益效果:
19.1、简化工艺,灭弧零件直接组装;
20.2、灭弧零件可以将熔体片折弯形状定位,避免熔片自身折叠过度、绝缘距离不够导致击穿或短接,也可避免熔体受力损坏;
21.3、灭弧零件充分与熔体接触,灭弧可靠性提高,灭弧一致性高;
22.4、可做轻量化产品。
附图说明
23.图1为现有的热熔熔断器的结构示意图;
24.图2为实施例1的结构爆炸示意图;
25.图3为实施例1的组装后的结构示意图;
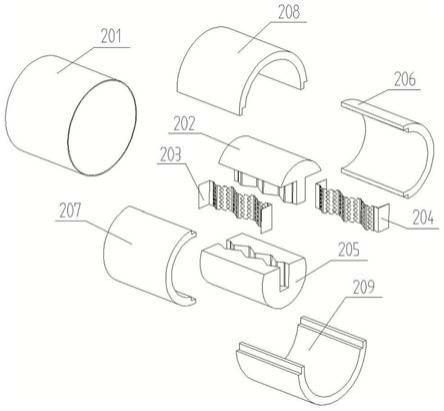
26.图4为实施例2的结构爆炸示意图;
27.图5为实施例2的组装后的结构示意图。
28.附图标记说明:
29.101
‑
第一外壳;102
‑
第一灭弧零件;103
‑
第一熔体;104
‑
第二灭弧零件;201
‑
第二外壳;202
‑
第三灭弧零件;203
‑
第二熔体;204
‑
第三熔体;205
‑
第四灭弧零件;206
‑
第五灭弧零件;207
‑
第六灭弧零件;208
‑
第七灭弧零件;209
‑
第八灭弧零件。
具体实施方式
30.下面结合附图,对本发明的多个具体实施方式进行详细描述,但应当理解本发明的保护范围并不受具体实施方式的限制。
31.具体的,本发明实施例提供了一种固态预制灭弧模块,包括熔体、至少一组灭弧组件以及用于封装所述灭弧组件的外壳;所述熔体、灭弧组件和外壳由内至外依次贴合封装设置;各组灭弧组件由内至外依次同轴贴合套接设置;每组所述灭弧组件分别由至少两个灭弧零件组成,每组内各灭弧零件之间相互拼合设置;所述熔体穿设在所述灭弧零件贴合拼接的夹缝中,熔体的两端分别位于所述灭弧组件的外侧且用于连接外部电路。
32.在本发明中,所述灭弧零件由灭弧砂固化而成,所述灭弧砂为石英砂、三氧化二铝砂、陶瓷颗粒或玻璃粉的一种或至少两种的混合。所述外壳为薄膜壳或纸壳。
33.下面使用两个具体的实施例(实施例1和实施例2),对于本发明的一种固态预制灭
弧模块进行详细的介绍,在此之前,我们先来了解本发明的灭弧组件的形状以及具体的拼接方式。
34.对于本发明的灭弧组件的形状,位于最内层的所述灭弧组件为实心结构,其余所述灭弧组件均为中空结构,相邻两组所述灭弧组件贴合套接的面相对应。实心结构的所述灭弧组件为柱状结构,所述柱状结构包括圆柱结构(实施例2)、三棱柱结构、四棱柱结构(实施例1)或多棱柱结构。在本发明中,位于最内层的为实心结构的灭弧组件的作用是灭弧的必要条件,而其外围的中空结构的灭弧组件是为了加强灭弧的效果,中空结构的所述灭弧组件的形状与实心结构的所述灭弧组件的形状相对应,即是外侧的灭弧组件的内表面与相邻内侧的灭弧组件的外表面形状完全一致,只要可以套设在其内部的灭弧组件上即可。实心结构的所述灭弧组件由两个灭弧零件拼合而成,拼合而成的所述两个灭弧零件的拼合面凹凸对应;所述两个灭弧零件的截面形状为l型、e型、f型或者u型。实心结构的所述灭弧组件中其中一个灭弧零件在其拼合的面上设置有凹槽,另一个灭弧零件在其拼合的面上设置有与所述凹槽相匹配的凸起。
35.对于本发明的拼接方式,所述夹缝的形状与位于所述灭弧组件内部的熔体的形状相对应。每组灭弧组件中的夹缝与其相邻的灭弧组件中的夹缝错位分布。至少一根所述熔体穿设在最内层的所述灭弧组件中。位于所述灭弧组件内部的所述熔体沿其长度方向呈弯折状,所述熔体具有至少一个弯折处,所述熔体中至少一个弯折处的至少一侧上设置有至少一个狭颈部,所述狭颈部位于所述灭弧组件内部。
36.实施例1
37.在本实施例中,灭弧组件为四棱柱体。具体的,所述灭弧组件为一组,所述灭弧组件包括两个l型的灭弧零件,其中,两个l型的灭弧零件对称设置。两个l型的灭弧零件拼合面的形状与所述熔体的形状相对应。
38.在本实施例中,使用一根熔体(第一熔体)和两个灭弧零件(第一灭弧零件102和第二灭弧零件104)进行产品的组装和制作。
39.本实施例提供的一种固态预制灭弧模块,参看图2和图3。
40.本实施例的固态预制灭弧模块由第一外壳101、第一灭弧零件102、第一熔体103和第二灭弧零件104等组成。
41.第一灭弧零件102和第二灭弧零件104为采用灭弧砂等灭弧物质预制固化的结构,灭弧零件装配熔体处可设置为与熔体折弯形状相配合的形状,以便于支撑定位熔体,且熔体压紧在灭弧零件中,灭弧更可靠。
42.第一灭弧零件102和第二灭弧零件104为两块截面为l型的结构相互配合。
43.第一熔体103一般为折弯形状,在折弯处一侧或两侧的第一熔体上设置有至少一处狭颈部。
44.第一外壳101将两个灭弧零件(第一灭弧零件102和第二灭弧零件104)配合固定。在组装好灭弧零件和熔体后,在灭弧零件的外壁面组装外壳。外壳可为薄膜壳或纸壳,用于包裹灭弧组件,保证灭弧模块的完整一体性。
45.实施例2
46.在本实施例中,共有三组灭弧组件,最内层的灭弧组件为圆柱体,其他两组灭弧组件均为圆筒体,且每组灭弧组件依次由内向外同轴封装设置;每组所述灭弧组件包括两个
所述灭弧零件。每组灭弧组件中的拼接处的连线均与其相邻的灭弧组件中的拼接处的连线成90度夹角。所述熔体的数量有两个,包裹在最内层的所述灭弧组件中;除最内层的所述灭弧零件均为半圆筒状。最内层的所述灭弧零件均为半圆柱状;其中一个最内层的所述灭弧零件在拼合面上设置有凹槽,另一个最内层的所述灭弧零件在对应的拼合面上设置有与所述凹槽相匹配的凸起;所述凹槽和所述凸起接触的面上分别与所述熔体的形状相对应。
47.在本实施例中,使用两根熔体(第二熔体203和第三熔体204)和六个灭弧零件(第三灭弧零件202、第四灭弧零件205、第五灭弧零件206、第六灭弧零件207、第七灭弧零件208和第八灭弧零件209)进行产品的组装和制作。
48.本实施例提供的一种固态预制灭弧模块,参看图4、图5。
49.本实施例的固态预制灭弧模块由第二外壳201、第三灭弧零件202、第二熔体203、第三熔体204、第四灭弧零件205、第五灭弧零件206、第六灭弧零件207、第七灭弧零件208和第八灭弧零件209等组成。
50.第三灭弧零件202、第四灭弧零件205、第五灭弧零件206、第六灭弧零件207、第七灭弧零件208和第八灭弧零件209为采用沙子等灭弧物质预制固化的结构,第三灭弧零件202和第四灭弧零件205相互配合装配熔体,为直接接触熔体的灭弧零件,第三灭弧零件202和第四灭弧零件205配合装配熔体处可设置为与熔体折弯形状相配合的形状,以便于支撑定位熔体,且熔体压紧在灭弧零件中,灭弧更可靠。
51.第三灭弧零件202和第四灭弧零件205的外周组合形成完整的圆柱状结构,内部配合装配两根熔体;在第三灭弧零件202和第四灭弧零件205的外周壁上装配有第五灭弧零件206和第六灭弧零件207,第五灭弧零件206和第六灭弧零件207的截面为半圆环状,装配时与第三灭弧零件202、第四灭弧零件205装配熔体的结合间隙处呈一定角度错位排布;在第五灭弧零件206和第六灭弧零件207的外周壁上装配有第七灭弧零件208和第八灭弧零件209,第七灭弧零件208和第八灭弧零件209的截面为半圆环状,装配时与第五灭弧零件206、第六灭弧零件207的结合间隙处呈一定角度错位排布,如此层层间隙错开,能够尽量减小空气间隙,有利于灭弧。
52.第五灭弧零件206和第六灭弧零件207可设置成相同的结构,在半圆端部设置了台阶配合,能够进一步实现密封,也可直接设置平端面。也可将第五灭弧零件206和第六灭弧零件207设置成不同的结构,如分别设置成大段圆环和小段圆环截面结构。第七灭弧零件208和第八灭弧零件209也如此。
53.第二熔体203和第三熔体204一般为折弯形状。
54.第二外壳201将灭弧零件配合固定。在组装好灭弧零件和熔体后,在灭弧零件的外壁面组装外壳。外壳可为薄膜壳或纸壳。
55.以上公开的仅为本发明的几个具体实施例,但是,本发明实施例并非局限于此,任何本领域的技术人员能思之的变化都应落入本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1