一种一级A类耐火型控制电缆的制作方法
一种一级a类耐火型控制电缆
技术领域
1.本发明涉及控制电缆技术领域,特别是涉及一种一级a类耐火型控制电缆。
背景技术:
2.随着火灾发生中电气火灾发生率的逐年增加,因此对电线电缆防火要求日趋迫切。而目前的防火电缆在制造初期,便将电缆外套与电缆内芯浇筑在一起,而电缆内部的电缆内芯多数是由供电线路和控制线路组成的固定类型,但是在一些重要控制场所,例如办公大楼的监控中心,一旦大楼发生火灾,连接监控中心的电缆就需要能够长时间的正常运行,来确保消防员能够及时了解火场内部的人员情况以及火势大小,为此我们提出一种一级a类耐火型控制电缆以解决上述问题。
技术实现要素:
3.为了克服现有技术的不足,本发明提供一种一级a类耐火型控制电缆,以解决上述背景技术中提出的问题。
4.为解决上述技术问题,本发明提供如下技术方案:一种一级a类耐火型控制电缆,包括如下步骤:
5.s1、准备足量的玻璃粉、氮化硼、氧化镁和二氧化硅,以1:0.8:0.9:1.3的比例混合放置,然后放入搅拌机内进行充分搅拌10分钟。
6.s2、随后将搅拌后的混合溶液放入混炼机内,以50℃温度进行加热25分钟。
7.s3、再将加热后的混合溶液放入塑型轧机内,使混合溶液在室温下进行冷却凝固。
8.s4、启动采用塑型轧机,使其对冷凝后的固体进行修边裁剪,使其裁成内部空心的电缆圆形外套。
9.s5、在收集箱内放入减震泡沫,随后将多段电缆外套均匀堆积放入收集箱内。
10.s6、再将多组收集箱进行整体包装,便于进行整理运输。
11.s7、后期再针对不同场所所需的特定电缆内芯进行单独套敷,制成内芯单一的防火电缆。
12.作为本发明的一种优选技术方案,所述步骤4中的裁剪的电缆圆形外套两端进行粗糙打磨。
13.作为本发明的一种优选技术方案,所述步骤4中的电缆圆形外套内壁可开设为圆形、椭圆形以及边角钝化的三角形等。
14.与现有技术相比,本发明能达到的有益效果是:
15.1、通过将电缆外套进行单独制造,并进行多段分隔单独放置,便于后期针对不同特定场所进行单一电缆内芯的单独制造,从而使特定电缆的制造更加便捷,使在火灾发生时,让控制电缆出现的故障率降低,能够在火灾中坚持更长时间,便于消防员能够及时了解火场内部的人员情况以及火势大小,从而降低了火灾的救援难度;
16.2、通过将电缆圆形外套两端进行预先的粗糙打磨,减轻了后期加工的工序,便于
后期整体加工时能够有效的粘接在一起,避免了遗漏打磨而导致粘接处出现裂缝。
具体实施方式
17.为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施例,进一步阐述本发明,但下述实施例仅仅为本发明的优选实施例,并非全部。基于实施方式中的实施例,本领域技术人员在没有做出创造性劳动的前提下所获得其它实施例,都属于本发明的保护范围。下述实施例中的实验方法,如无特殊说明,均为常规方法,下述实施例中所用的材料、试剂等,如无特殊说明,均可从商业途径得到。
18.实施例1:
19.一种一级a类耐火型控制电缆,包括如下步骤:
20.s1、准备足量的玻璃粉、氮化硼、氧化镁和二氧化硅,以1:0.8:0.9:1.3的比例混合放置,然后放入搅拌机内进行充分搅拌10分钟。
21.s2、随后将搅拌后的混合溶液放入混炼机内,以50℃温度进行加热25分钟。
22.s3、再将加热后的混合溶液放入塑型轧机内,使混合溶液在室温下进行冷却凝固。
23.s4、启动采用塑型轧机,使其对冷凝后的固体进行修边裁剪,使其裁成内部空心的电缆圆形外套。
24.s5、在收集箱内放入减震泡沫,随后将多段电缆外套均匀堆积放入收集箱内。
25.s6、再将多组收集箱进行整体包装,便于进行整理运输。
26.s7、后期再针对不同场所所需的特定电缆内芯进行单独套敷,制成内芯单一的防火电缆。
27.在其他实施例中,所述步骤4中的裁剪的电缆圆形外套两端进行粗糙打磨;
28.通过该设计,减轻了后期加工的工序,便于后期整体加工时能够有效的粘接在一起,避免了遗漏打磨而导致粘接处出现裂缝。
29.在其他实施例中,所述步骤4中的电缆圆形外套内壁可开设为圆形、椭圆形以及边角钝化的三角形等;
30.通过该设计,便于后期将单一型号的电缆内芯均匀放置进行电缆外套内,同时增加了电缆外套的适用范围,使其能够适应不同外径的电缆内芯。
31.实施例2:
32.一种一级a类耐火型控制电缆,包括如下步骤:
33.s1、准备足量的玻璃粉、氮化硼、氧化镁和二氧化硅,以1.3:0.9:0.9:1.1.3的比例混合放置,然后放入搅拌机内进行充分搅拌10分钟。
34.s2、随后将搅拌后的混合溶液放入混炼机内,以50℃温度进行加热50分钟。
35.s3、再将加热后的混合溶液放入塑型轧机内,使混合溶液在室温下进行冷却凝固。
36.s4、启动采用塑型轧机,使其对冷凝后的固体进行修边裁剪,使其裁成内部空心的电缆圆形外套。
37.s5、在收集箱内放入减震泡沫,随后将多段电缆外套均匀堆积放入收集箱内。
38.s6、再将多组收集箱进行整体包装,便于进行整理运输。
39.s7、后期再针对不同场所所需的特定电缆内芯进行单独套敷,制成内芯单一的防火电缆。
40.较于实施例一,本实施例中s1中提高了玻璃粉和氮化硼的比例,s2中增加了烘烤时间,具体试验数据见下表。
41.实施例3:
42.一种一级a类耐火型控制电缆,包括如下步骤:
43.s1、准备足量的玻璃粉、氮化硼、氧化镁和二氧化硅,以1.5:1.0:0.9:1.3的比例混合放置,然后放入搅拌机内进行充分搅拌10分钟。
44.s2、随后将搅拌后的混合溶液放入混炼机内,以50℃温度进行加热70分钟。
45.s3、再将加热后的混合溶液放入塑型轧机内,使混合溶液在室温下进行冷却凝固。
46.s4、启动采用塑型轧机,使其对冷凝后的固体进行修边裁剪,使其裁成内部空心的电缆圆形外套。
47.s5、在收集箱内放入减震泡沫,随后将多段电缆外套均匀堆积放入收集箱内。
48.s6、再将多组收集箱进行整体包装,便于进行整理运输。
49.s7、后期再针对不同场所所需的特定电缆内芯进行单独套敷,制成内芯单一的防火电缆。
50.较于实施例一和02,本实施例中s1中继续提高了玻璃粉和氮化硼的比例,并在s2中将烘烤时间提升至70分钟,具体试验数据见下表。
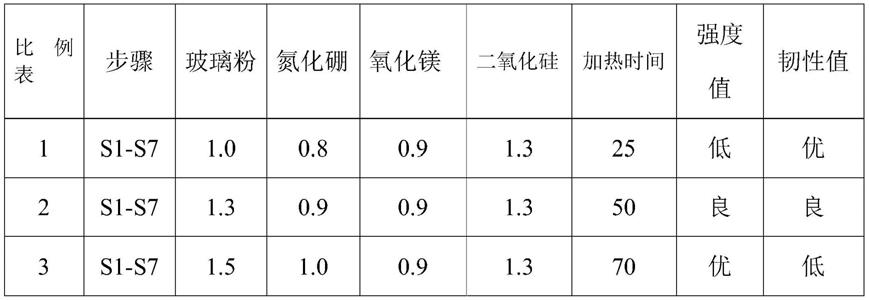
51.试验例对一级a类耐火型控制电缆的材料参数如下表:
[0052][0053]
通过对比例表1、2和3种不同方案的成品进行实验,在保障基本的防火能力的同时,随着玻璃粉以及氮化硼含量的不断提高以及加热时间的变化,所获得的成品的韧性成线性下降趋势,但成品的表面强度成线性上升趋势,其中以玻璃粉1.5,氮化硼1.0的比例为界限,成品的韧性快速提高,以玻璃粉1.0,氮化硼0.8的比例为界限,成品的表面强度快速降低,因此。玻璃粉,氮化硼的比例不宜低于1.0和0.8,不宜超过1.5和1.0。
[0054]
以上数据表明,不同的配比比例能够对形成不同防火效果的电缆外套,从而能够直接针对不同特定场所进行制造,达到针对性防护的作用。
[0055]
在本发明中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
[0056]
以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术
人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的仅为本发明的优选例,并不用来限制本发明,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1