一种锂电池用插针式组件及其制备方法与流程
1.本发明涉及锂电池技术领域,具体为一种锂电池用插针式组件及其制备方法。
背景技术:
2.极耳是锂离子聚合物电池产品的一种原材料,极耳就是从电芯中将正负极引出来的金属导电体,即电池正负两极的耳朵是在电池内部进行充放电时的接触点,极耳都是由胶片和金属带两部分复合而成,极耳金属分为三种材料,铝(al)、镍(ni)铜镀镍(ni—cu),极耳胶包括黑胶、黄胶和白胶。
3.但是,目前市场上传统的锂电池极耳功能性都比较单一,使用起来也非常不便,传统的锂电池极耳在生产时,由于其生产工艺较为复杂,极耳灌注困难,导致锂电池极耳无法进行量产,从而影响其生产效率。
技术实现要素:
4.本发明的目的在于提供一种锂电池用插针式组件及其制备方法,以解决上述背景技术中提出的问题。
5.为实现上述目的,本发明提供如下技术方案:一种锂电池用插针式组件,包括:金属片,所述金属片表面开设有插孔,所述金属片底端表面粘连有第一极耳胶;极耳,所述极耳一端贯穿金属片表面且固定连接有软性电路线;其中,所述极耳固定安装于金属片表面。
6.优选的,所述极耳和金属片底部的热合有第二极耳胶。
7.优选的,所述极耳远离软性电路线的一端呈弯折状态贴附于金属片底端表面。
8.优选的,所述金属片具体为圆形结构。
9.优选的,所述第一极耳胶和第二极耳胶均为pp胶。
10.优选的,所述金属片具体为不锈钢材质制作而成。
11.一种锂电池用插针式组件的制备方法,包括以下步骤:s1、将不锈钢机械加工成需要尺寸的金属片;s2、然后将步骤s1中的金属片放入碱性溶液中进行除油处理,除油时间为2-3s;s3、然后再将除油的金属片放入纯净水中进行水洗处理,水洗时间为2-3s;s4、然后再将水洗的金属片放入硫酸中进行酸洗处理,酸洗时间为2-3s,酸洗完成再进行水洗;s5、然后再将步骤s4中的金属片放入无硌钝化液中进行化学钝化,钝化时间为3-5min;s6、然后再将钝化后的金属片进行水洗,然后再烘干,即可得到金属片原料;s7、然后将第一极耳胶通过热合机热合在金属片的底部及中心插孔中;s8、然后将极耳一端贯穿金属片表面的插孔,同时穿过插孔的极耳外部会包覆有第一极耳胶,然后再将软性电路线焊接在极耳上;
s9、然后将位于金属片底部的极耳进行弯折,使极耳贴合在金属片底端表面,同时再在极耳和金属片上热合一层第二极耳胶;s10、将步骤s9中的金属片自然冷却,即可得到插针式组件。
12.优选的,在步骤s7中,加热温度为160-180℃,加热时间为2-3s。
13.优选的,在步骤s9中,加热温度为160-180℃,加热时间为2-3s。
14.与现有技术相比,本发明的有益效果是:1.本发明结构简单,制作成本低且性能安全可靠,采用了极耳胶固定的方式,代替了传统极耳灌注的麻烦,加快了生产效率,能够实现该极耳的量产,并且能够避免金属片和极耳粘贴不牢引起的失效风险,从而保证了该极耳的使用寿命。
附图说明
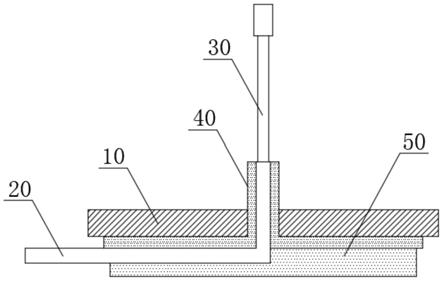
15.图1为本发明的整体结构示意图;图2为本发明的剖面结构示意图;图3为本发明的金属片俯视图。
16.图中:10-金属片;11-插孔;20-极耳;30-软性电路线;40-第一极耳胶;50-第二极耳胶。
具体实施方式
17.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
18.实施例1:请参阅图1-3,本发明提供一种技术方案:一种锂电池用插针式组件,包括:金属片10和极耳20。
19.本实施例中,具体的,金属片10具体为圆形结构,且金属片10具体为不锈钢材质制作而成。
20.其中,所述金属片10表面开设有插孔11,所述金属片10底端表面粘连有第一极耳胶40。
21.其中,所述极耳20一端贯穿金属片10表面且固定连接有软性电路线30。
22.其中,所述极耳20固定安装于金属片10表面。
23.其中,所述极耳20和金属片10底部的热合有第二极耳胶50。
24.本实施例中,具体的,第一极耳胶40和第二极耳胶50均为pp胶。
25.其中,所述极耳20远离软性电路线30的一端呈弯折状态贴附于金属片10底端表面。
26.实施例2:请参阅图1-3,本发明提供一种技术方案:一种锂电池用插针式组件的制备方法,包括以下步骤:s1、将不锈钢机械加工成需要尺寸的金属片;
s2、然后将步骤s1中的金属片放入碱性溶液中进行除油处理,除油时间为2-3s;s3、然后再将除油的金属片放入纯净水中进行水洗处理,水洗时间为2-3s;s4、然后再将水洗的金属片放入硫酸中进行酸洗处理,酸洗时间为2-3s,酸洗完成再进行水洗;s5、然后再将步骤s4中的金属片放入无硌钝化液中进行化学钝化,钝化时间为3-5min;s6、然后再将钝化后的金属片进行水洗,然后再烘干,即可得到金属片原料;s7、然后将第一极耳胶通过热合机热合在金属片的底部及中心插孔中;s8、然后将极耳一端贯穿金属片表面的插孔,同时穿过插孔的极耳外部会包覆有第一极耳胶,然后再将软性电路线焊接在极耳上;s9、然后将位于金属片底部的极耳进行弯折,使极耳贴合在金属片底端表面,同时再在极耳和金属片上热合一层第二极耳胶;s10、将步骤s9中的金属片自然冷却,即可得到插针式组件。
27.其中,在步骤s7中,加热温度为160-180℃,加热时间为2-3s。
28.其中,在步骤s9中,加热温度为160-180℃,加热时间为2-3s。
29.综合以上实施例所述,结构简单,制作成本低且性能安全可靠,采用了极耳胶固定的方式,代替了传统极耳灌注的麻烦,加快了生产效率,能够实现该极耳的量产,并且能够避免金属片和极耳粘贴不牢引起的失效风险,从而保证了该极耳的使用寿命。
30.在本发明所提供的几个实施方式中,应该理解到所揭露的装置可以通过其它的方式实现。所显示或讨论的相互之间的焊接或螺纹连接或缠绕连接可以是通过设备进行辅助完成的,如焊枪实现焊接,用扳手实现螺纹连接等,装置组成部件材料多种多样,例如铝合金、钢和铜等金属材料,通过铸造或者采用机械冲压等方式成型。
31.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
32.以上所述仅为本发明的实施方式,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1