线圈装置及其制造方法与流程
1.本发明涉及线圈装置及其制造方法,特别涉及具有外部连接用的端子部的线圈装置及其制造方法。
背景技术:
2.以往,线圈装置被作为噪声滤波器等电子零件使用。
3.图8是表示专利文献1中记载的线圈零件100的立体图。线圈零件100主要具有台座102、芯101、线圈主体104和安装针103。
4.台座102由合成树脂构成,呈能够将芯101收容在上部的形状。在台座102的四角,配置有安装针103。
5.在芯101上,卷绕着由被扁立卷绕的扁平线构成的2个线圈主体104。这里,线圈主体104的卷绕轴被设为相对于线圈零件100的安装面大致平行。此外,从各个线圈主体104的两端部,合计导出了4个末端105。各个末端105与配置在台座102的角部的安装针103连接。
6.此外,在非专利文献1中也记载了与专利文献1中记载的线圈零件100类似的结构。
7.专利文献1:日本外观设计专利第1425406号公报
8.非专利文献1:东北经济产业局发布,平成22年度战略的基础技术高度化支持事业“电动汽车车载用共模线路滤波器的生产技术的开发”研究开发成果报告书(https://www.chusho.meti.go.jp/keiei/sapoin/portal/seika/2010/22h-111.pdf)〔2020年10月7日检索〕
技术实现要素:
9.发明要解决的课题
10.但是,在上述的结构的线圈零件100中,从其结构及制造方法的观点,还有改善的余地。
11.具体而言,安装针103其垂直地延伸的下方部分被用于插入安装,在水平地延伸的上方部分上钎焊连接着末端105。这里,由于安装针103被配置在台座102的四角,所以如果安装针103的上方部分在左右方向上突出,则有线圈零件100的安装所需要的占有面积变大的课题。
12.进而,在制造工序中,当将末端105与安装针103连接时,在通过将末端105卷绕到安装针103的上方部分上而进行临时连接后进行钎焊连接,但末端105的卷绕作业并不容易,有导致制造成本上升的课题。
13.本发明是鉴于上述情况而做出的,本发明的目的是提供一种将外部连接用的端子部的结构等优化的线圈装置及其制造方法。
14.用来解决课题的手段
15.以下,记载为了解决上述课题而做出的本发明的技术方案。另外,在以下记载的各技术方案中采用的构成要素能够尽可能以任意的组合采用。此外,本发明的技术方案或者
技术的特征并不限定于以下记载,而基于在说明书整体及附图中记载者、或者本领域技术人员根据这些记载能够掌握的发明思想来识别。
16.关于线圈装置的本发明的第1技术方案是一种线圈装置,具备:线圈,具有由被卷绕形成的导线构成的线圈部;芯,具有卷绕上述线圈的卷绕部;底座,将上述芯固定;以及端子部,与上述线圈电连接;上述底座具有将上述底座在上下方向上贯通的插通孔和收容上述端子部的端子收容部;上述端子部具有被插通到上述插通孔中的铅直部以及与上述线圈电连接的水平部;上述水平部的全部区域被收容在上述端子收容部中。
17.此外,在关于线圈装置的本发明的另一技术方案中,上述端子收容部通过将上述底座的角部切掉而形成。
18.此外,在关于线圈装置的本发明的另一技术方案中,其特征在于,在将上述线圈与上述端子部连接后,不进行用来将上述水平部收容到上述端子收容部中的中间加工。
19.此外,在关于线圈装置的本发明的另一技术方案中,将上述线圈的末端插通在上述水平部与上述底座之间。
20.此外,在关于线圈装置的本发明的另一技术方案中,上述芯是具有直线状的第1卷绕部及第2卷绕部的没有接缝的闭磁芯;上述线圈具有卷绕在上述第1卷绕部上的第1线圈、以及卷绕在上述第2卷绕部上并且卷绕方向与上述第1线圈相反的第2线圈;上述线圈将扁平线扁立卷绕而构成。
21.此外,关于线圈装置的制造方法的本发明的第1的技术方案是制造线圈装置的方法,所述线圈装置具备:线圈,具有被卷绕形成的由导线构成的线圈部;芯,具有卷绕上述线圈的卷绕部;底座,将上述芯固定;以及端子部,与上述线圈电连接;上述底座具有在上下方向上贯通上述底座的插通孔和收容上述端子部的端子收容部;上述端子部具有被插通到上述插通孔中的铅直部以及与上述线圈电连接的水平部;上述水平部其全部区域被收容在上述端子收容部中;该方法具备:准备卷绕着上述线圈的上述芯和被装入上述端子部的上述底座的工序;将上述芯向上述底座装入的工序;以及将上述端子部与上述线圈电连接的工序。
22.发明效果
23.根据本发明的线圈装置,端子部的水平部的全部区域被收容在底座的端子收容部中。换言之,在正视、俯视及侧视中,水平部不从端子收容部露出。由此,能够将端子部的绝缘性强化,进而,由于端子部不会从底座突出,所以能够使线圈装置整体上小型化。
24.此外,根据本发明的线圈装置,能够将端子部的水平部收容到形成于通过将底座切掉而形成的角部处的端子收容部中。
25.此外,根据本发明的线圈装置,由于不再需要端子部的中间加工,所以能够减小线圈装置的制造所需要的制造成本。此外,能够防止因施加中间加工而造成的线圈末端及钎焊连接部的损伤。
26.此外,根据本发明的线圈装置,由于能够将线圈的末端插通到端子部的水平部与上述底座之间,所以能够容易地将线圈与端子部连接。进而,在线圈装置的制造工序中,能够通过将线圈的端部插通到端子部的水平部与底座之间而进行临时固定,在该状态下进行钎焊连接。
27.此外,根据本发明的线圈装置,通过具有闭磁芯、第1线圈及第2线圈,能够作为线
路滤波器使用。
28.此外,根据本发明的线圈装置的制造方法,通过将端子部的水平部的全部区域收容到底座的端子收容部中,能够在端子收容部中将线圈的末端与端子部良好地连接。
附图说明
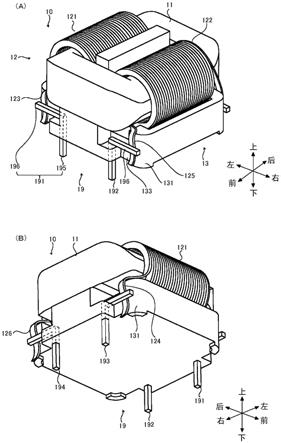
29.图1是表示有关本发明的一实施方式的线圈装置的图,图1(a)是从前方观察线圈装置的立体图,图1(b)是从后方观察线圈装置的立体图。
30.图2是表示有关本发明的一实施方式的线圈装置的图,是表示线圈卷绕后的芯及线圈的立体图。
31.图3是表示有关本发明的一实施方式的线圈装置的底座的图,图3(a)是从前方观察底座的立体图,图3(b)是从后方观察底座的立体图。
32.图4是表示有关本发明的一实施方式的线圈装置的底座的俯视图。
33.图5是表示有关本发明的一实施方式的线圈装置的图,图5(a)、图5(b)、图5(c)及图5(d)是表示端子部的连接部处的底座的前表面的各结构的图。
34.图6是表示有关本发明的一实施方式的线圈装置的图,图6(a)、图6(b)、图6(c)及图6(d)是表示端子部的连接部处的底座的前表面的各结构的图。
35.图7是表示有关本发明的一实施方式的线圈装置的图,是表示端子部的连接部处的底座的前表面的结构的图。
36.图8是表示有关背景技术的线圈装置的立体图。
37.标号说明
38.10
…
线圈装置;11
…
芯;12
…
线圈;121
…
第1线圈;122
…
第2线圈;123
…
前侧末端;124
…
后侧末端;125
…
前侧末端;126
…
后侧末端;127
…
线圈部;128
…
线圈部;13
…
底座;131
…
台座;132
…
平坦部;133
…
前表面;134
…
挖空部;135
…
插通部;136
…
突起部;137
…
凹状部;138a
…
容纳区域;138b
…
容纳区域;139
…
插通孔;140
…
突出部;141
…
端子收容部;142
…
端子收容部;143
…
端子收容部;144
…
端子收容部;17
…
卷绕部;171
…
第1卷绕部;172
…
第2卷绕部;19
…
端子部;191
…
第1前方侧端子部;192
…
第2前方侧端子部;193
…
第1后方侧端子部;194
…
第2后方侧端子部;195
…
铅直部;196
…
水平部;20
…
假想延长线;21
…
假想延长线;100
…
线圈零件;101
…
芯;102
…
台座;103
…
安装针;104
…
线圈主体;105
…
末端。
具体实施方式
39.以下,基于附图详细地说明本发明的实施方式的线圈装置10及其制造方法。在以下的说明中,对于相同的部件原则上赋予相同的标号,省略重复的说明。
40.图1(a)是从前方观察线圈装置10的立体图,图1(b)是从后方观察线圈装置10的立体图。
41.参照图1(a)及图1(b),线圈装置10主要具有芯11、线圈12、底座13和端子部19。线圈装置10例如可以作为线路滤波器、噪声滤波器、共模噪声滤波器、变压器等使用。此外,线圈装置10是相对于安装基板等的安装面安装的安装零件。作为线圈装置10的安装构造,可以采用插入或钎焊熔接等。如后述那样,构成线圈12的第1线圈121及第2线圈122相对于线
圈装置10的安装面大致平行地卷绕着导线。
42.芯11从上方观察呈大致矩形的框形状。作为芯11的材料,可以采用非晶合金、硅钢板、铁素体等磁性体。芯11的详细情况参照图2在后面叙述。
43.线圈12由卷绕形成的导线构成。具体而言,线圈12将扁平线扁立卷绕而构成。构成线圈12的导线的表面被用较薄的树脂膜(例如由聚氨酯树脂构成的膜)覆盖。如参照图2后述那样,线圈12由第1线圈121及第2线圈122构成。
44.底座13是构成为能够将芯11固定的、由合成树脂等形成的部件,其结构等参照图3在后面叙述。
45.端子部19与线圈12电连接,是配置在线圈装置10的下端的连接机构。端子部19是将由铜及铝等形成的导线弯折加工而成的。具体而言,端子部19具有与第1线圈121的前侧末端123连接的第1前方侧端子部191、与第2线圈122的前侧末端125连接的第2前方侧端子部192、与第1线圈121的后侧末端124连接的第1后方侧端子部193、以及与第2线圈122的后侧末端126连接的第2后方侧端子部194。这些各端子部19的详细情况参照图4等进行说明。
46.参照图1(a),第1前方侧端子部191具有铅直部195和水平部196。铅直部195将底座13在上下方向上贯通并向下方导出。在水平部196与底座13的台座131的前表面之间,夹持或插通着前侧末端123。进而,水平部196与前侧末端123的连接部分在这里被用未图示的钎焊熔接。这样的连接构造关于第2前方侧端子部192、第1后方侧端子部193及第2后方侧端子部194也是同样的。
47.图2是表示芯11及线圈12的立体图。
48.芯11是作为卷绕部17而具有直线状的第1卷绕部171及第2卷绕部172的没有接缝的闭磁芯。第1卷绕部171及第2卷绕部172在这里相对于未图示的线圈装置10的安装面大致水平。
49.线圈12具有被卷绕在第1卷绕部171上的第1线圈121、以及被卷绕在第2卷绕部172上并且卷绕方向与第1线圈121相反的第2线圈122。在第1线圈121和第2线圈122中,导线的截面形状(导体宽度、导体厚度)及匝数相同。通过这样,能够将包括第1线圈121及第2线圈122的线圈装置10如上述那样作为噪声滤波器等使用。此外,线圈部127及线圈部128在这里相对于未图示的线圈装置10的安装面大致水平。
50.第1线圈121具有由卷绕在第1卷绕部171上的导线构成的线圈部127、将线圈部127的前端部分的导线解绕的前侧末端123、以及将线圈部127的后端部分的导线解绕的后侧末端124。
51.第2线圈122具有由卷绕在第2卷绕部172上的导线构成的线圈部128、将线圈部128的前端部分的导线解绕的前侧末端125、以及将线圈部128的后端部分的导线解绕的后侧末端126。另外,线圈部127及线圈部128具有大致相同的外径、外周长。
52.图3(a)是从前方观察底座13的立体图,图3(b)是从后方观察底座13的立体图。
53.参照图3(a)及图3(b),底座13主要具有台座131、突出部140及容纳区域138a等。底座13由一体成型的合成树脂构成。此外,图2所示的芯11被固定在台座131的上表面上。
54.台座131从上方观察呈大致矩形形状,是支撑上述的芯11的部位。台座131的前方中央部及后方中央部的上表面被做成平坦部132。
55.突出部140通过使台座131的左右方向中央部朝向上方突出以使其沿着前后方向
成为纵长而形成。突出部140被嵌入在图2所示的芯11的中央开口中。
56.挖空部134通过使底座13的表面部分地以大致椭圆形凹陷而形成。这里,在平坦部132、容纳区域138a、容纳区域138b中形成有挖空部134。通过形成挖空部134,能够减小底座13的制造所需要的树脂量,实现低成本化。
57.插通部135是通过将台座131的前表面侧侧面及后面侧侧面部分地突出而形成的部位。在插通部135中,设有将插通部135在上下方向上贯通的插通孔139,插入固定着后述的端子部19的铅直部195。换言之,插通部135是台座131的一部分,是端子部19的铅直部195在上下方向上插通的部位。
58.容纳区域138a及容纳区域138b是使台座131的上表面凹陷的区域,容纳图2所示的线圈12的线圈部127及线圈部128的下方部分。
59.端子部19被安装在台座131的前表面部及后表面部上,具有第1前方侧端子部191或第2后方侧端子部194。参照图3(a),第1前方侧端子部191及第2前方侧端子部192被插入在形成于插通部135上的插通孔139中。参照图3(b),第1后方侧端子部193及第2后方侧端子部194被插入在形成于插通部135上的插通孔139中。
60.图4是底座13的俯视图。在底座13的四角,形成有端子收容部141或端子收容部144。端子收容部141形成在底座13的前侧左端,端子收容部142形成在前侧右端,端子收容部143形成在底座13的后侧左端,端子收容部144形成在底座13的后侧右端。
61.这里,端子收容部141是通过将底座13的前侧左方的角部切掉而形成的部位,是被使台座131的前方侧边向左方延长的假想延长线20和使台座131的左方侧边向前方延长的假想延长线21包围的区域。该事项关于端子收容部142、端子收容部143及端子收容部144也是同样的。
62.在本实施方式中,在端子收容部141中收容着第1前方侧端子部191的水平部196的全部区域。即,在从上方观察底座13的情况、从前方观察底座13的情况以及从左方观察底座13的情况下,水平部196的全部区域都被收容在端子收容部141中。即,从这些中的哪个方向观察,水平部196都不从台座131的侧面向外部突出。
63.同样,第2前方侧端子部192、第1后方侧端子部193及第2后方侧端子部194的水平部196的全部区域分别被收容在端子收容部142、端子收容部143及端子收容部144中。
64.通过这样,第1前方侧端子部191或第2后方侧端子部194的水平部196不会从底座13的台座131的外周部向外部突出,能够使线圈装置10的安装所需要的占用面积变小,进而,能够防止安装的线圈装置10与其他的电子设备短路。
65.图5(a)、图5(b)、图5(c)及图5(d)是表示端子部的连接部处的底座的前表面的各结构的图。在图5的各图中,由台座131与水平部196之间将图1(a)所示的前侧末端123夹持。
66.参照图5(a),插通部135的左侧端部延长到假想延长线21。通过这样,水平部196与安装面之间的绝缘性进一步提高。此外,参照图5(b),台座131的左侧面延长到假想延长线20。通过这样,水平部196的左侧面侧的绝缘性进一步提高。
67.此外,参照图5(c),也可以以水平部196的前端朝向左右方向内侧的方式配置插通部135及水平部196。此外,参照图5(d),也可以以水平部196在前后方向上延伸的方式配置插通部135及水平部196。
68.图6(a)、图6(b)、图6(c)及图6(d)是表示底座13的台座131的前表面133和水平部
196的关联结构的各形态的图。在图6的各图中,用前表面133与水平部196之间将图1(a)所示的前侧末端125夹持。
69.参照图6(a),台座131的前表面133和水平部196被设为大致平行。此外,前表面133和水平部196的距离l10被设为与前侧末端125的宽度(厚度)同等以下。通过这样,在制造工序中,能够用前表面133和水平部196之间将前侧末端125夹持。
70.参照图6(b),这里前表面133相对于水平部196倾斜。具体而言,前表面133是朝向作为左右方向外侧的右方向后方倾斜的倾斜面。通过这样,能够用作为倾斜面的前表面133与水平部196之间适当地夹持图1(a)所示的前侧末端125。
71.参照图6(c),这里也可以通过使面向水平部196的部分的前表面133部分地朝向前方突出而形成突起部136。突起部136既可以形成为点状,也可以形成为沿着左右方向连续地细长地延伸的线状。突起部136的突端既可以配置在水平部196的附近,也可以与水平部196接触。通过这样,能够用突起部136与水平部196之间将图1(a)所示的前侧末端125更牢固地夹持。
72.参照图6(d),这里通过使面对水平部196的部分的前表面133朝向后方凹陷而形成凹状部137。通过这样,由于图1(a)所示的前侧末端125在水平部196与凹状部137之间在弯曲的状态下被夹持,所以能够将前侧末端125更牢固地夹持。
73.图6(a)至图6(d)所示的结构能够适用于图1所示的全部的连接部。即,这样的连接结构能够适用于图1(a)所示的前侧末端123与第1前方侧端子部191的连接构造、图1(b)所示的后侧末端124与第1后方侧端子部193的连接构造、后侧末端126与第2后方侧端子部194的连接构造。
74.参照图7,说明将水平部196与前侧末端125连接的部分的其他形态。这里,使台座131的前表面133与水平部196的后表面的距离l10比前侧末端125的宽度长。通过这样,前侧末端125被插通到前表面133与水平部196之间。如果是这样的结构,也能够通过用钎焊熔接,在将水平部196与前侧末端125电连接的同时将前侧末端125固接。此外,如果是这样的结构,在制造工序中也能够将前侧末端125通过插通到前表面133与水平部196之间从而临时固定。进而,这样的结构能够对图1所示的全部的连接部应用。
75.基于图1至图3,一边也参照上述的各图,一边说明具有图1等所示的结构的线圈装置10的制造方法。
76.参照图2,在芯11上卷绕着第1线圈121及第2线圈122。此外,在第1线圈121的前端及后端,通过将导线解绕而形成有前侧末端123及后侧末端124。在第2线圈122的前端及后端,通过将导线解绕而形成有前侧末端125及后侧末端126。
77.参照图2及图3,芯11被从上方装入到底座13中。此时,底座13的突出部140被插入到芯11的中央开口中。此外,线圈12的线圈部127及线圈部128的下方部分被容纳到底座13的容纳区域138a及容纳区域138b中。此外,在底座13上,预先组装着用来将线圈12的各末端连接的端子部19,在各端子的水平部196与底座的对置面之间设有规定的间隔l10。
78.参照图1(a),将前侧末端123夹持或插通在第1前方侧端子部191的水平部196与台座131的前表面之间。进而,将钎焊烙铁推抵在前侧末端123及水平部196上,使将前侧末端123的周围覆盖的树脂膜熔融,再进行钎焊熔接。由此,将前侧末端123与第1前方侧端子部191电连接。此外,通过同样的工序,将第2前方侧端子部192的水平部196与前侧末端125电
连接。
79.参照图1(b),通过同样的工序,将第1后方侧端子部193与后侧末端124连接。进而,将第2后方侧端子部194与后侧末端126连接。
80.通过上述工序,制造出图1所示的线圈装置10。
81.通过上述的本实施方式,能够起到以下这样的主要的效果。
82.也参照图4,第1前方侧端子部191等的水平部196的全部区域被收容在底座13的端子收容部141等中。换言之,在正视、俯视及侧视中,水平部196不从端子收容部141等伸出。进而,能够将第1前方侧端子部191等的绝缘性强化,进而,由于第1前方侧端子部191等不会从底座13的台座131突出到外部,所以能够使线圈装置10整体上小型化。
83.参照图4,可以在通过将底座13的台座131的角部切掉而形成的端子收容部141等中收容第1前方侧端子部191等水平部196。
84.参照图4,由于不再需要将第1前方侧端子部191等朝向内部压弯那样的中间加工,所以能够降低线圈装置10的制造所需要的制造成本。此外,能够防止因施加中间加工而引起的线圈12的末端或钎焊连接部的断线或损伤。
85.参照图1(a),由于能够将作为线圈12的末端的前侧末端123插通到第1前方侧端子部191的水平部196与底座13的前表面之间,所以能够容易地将第1线圈121与第1前方侧端子部191连接。进而,参照图1(a),在线圈装置10的制造工序中,能够通过将第1线圈121的前侧末端123插通到第1前方侧端子部191的水平部196与底座13之间而进行临时固定,在该状态下进行钎焊连接。即,能够不需要为了临时固定而将前侧末端123卷绕到水平部196上的作业。进而,该效果在图1所示的全部的连接部中是同样的。
86.参照图2,通过具有芯11、第1线圈121及第2线圈122,能够将线圈装置10作为线路滤波器等使用。
87.参照图4,通过将第1前方侧端子部191等的水平部196的全部区域整体地收容到底座13的端子收容部141等中,能够在端子收容部141等的内部将线圈12的末端与端子部19良好地连接。
88.以上,对本发明的实施方式进行了说明,但本发明并不限定于此,能够在不脱离本发明的主旨的范围中变更。此外,上述的各形态能够相互组合。
89.例如,参照图1(a),在本实施方式中作为芯11而采用矩形状芯,但作为芯11也可以采用其他形状的芯,例如,作为芯11也可以采用环状芯。此外,也可以设计1个线圈作为电感使用。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1