一种高阻电刷用石墨材料的制备方法与流程
1.本发明涉及的领域,包含电碳制品生产中高电阻类机电用碳,以及机械用碳混合工序中的碳石墨材料混合及表面涂覆处理工艺和方法、步骤。
背景技术:
2.电刷是用于电机中与换向器或滑环接触而形成电连接的一种导电部件,作为导入导出电流的滑动接触体,其导电、导热及润滑性能良好,有一定的机械强度,具有抑制换向火花的本能。
3.通常的机电用碳制品,其工艺方法基本上是用沥青或人造树脂粘结剂对石墨粉包括各种人造石墨粉进行涂覆处理。从而达到改善石墨粉材料的可成型性的目的,再经过压制、固化等工艺,进而制作出具有一定的强度、电阻率、以及使用寿命的电刷材料。然而,传统原材料及工艺方法具有许多局限性,很难满足现在一些高端电机的使用要求。例如,使用人造石墨粉过多会导致产品硬度过高,摩擦系数增大,影响电刷的换向性能;使用人造树脂,量少了强度低、不耐磨,量多了电阻率过高,在电刷使用过程中容易产生温升过高而导致电刷材料受热变形、无法正常使用。
4.中国专利公告公开了申请号为201210415962.4、申请日为2012.10.26、发明为一种电刷的制作方法的专利申请,包含以下步骤:步骤一:选取原材料,分别为二硫化铜、石墨粉、树脂、酒精、粘结剂、润滑剂;步骤二:将二硫化铜、石墨粉、树脂、酒精、粘结剂、润滑剂按照重量比为 1 :5 :3 :2 :1 :1 的比例放在搅拌机中混合;步骤三 : 将上述混合物放在粉碎机中粉碎成粉末状,筛选出精细的粉末,然后放在锅炉中焙烧,制成半成品,所述温度为 200℃
ꢀ‑
300℃;步骤四:将半成品经过石墨化处理,检测合格品;步骤五:机械加工,得到成品。因此本发明方法简单、易操作抗电子干扰能力强。上述方法制备的电刷材料仍然存在性能与成本方面的问题。
技术实现要素:
5.针对现有技术中存在的问题,本发明的一个目的在于提供一种用中温沥青对碳石墨原料涂覆处理的方法进行改进,使得涂覆效果更好,成本低,同时制成的碳刷使用性能更优异的制备方法。
6.为达到以上目的,本发明采用如下技术方案。
7.一种高阻电刷用石墨材料的制备方法,其特征在于,它包括如下步骤。
8.a、首先制备i阶段胶质粉。
9.a,将干粉原材料按顺序加入混合锅,搅拌0.8
‑
1.2小时。
10.b, 加入dmf溶剂,继续搅拌0.8
‑
1.2小时。
11.c,继续搅拌,并加热,至dmf完全挥发,然后出料。
12.其中干粉原材料及配比按重量份为。
13.t
‑
75石墨粉
ꢀꢀꢀꢀ
60
‑
80 %。
14.天然石墨粉
ꢀꢀꢀ
14
‑
18%。
15.二硫化钼
ꢀꢀꢀꢀꢀꢀ4‑
5.5%。
16.液晶相沥青粉
ꢀꢀ8‑
10%,上述组份含量之和为100%。
17.在上述配基础上,另外增加dmf溶剂25
‑
35%。
18.b、制备二阶段胶质粉,其步骤为。
19.a,加入i阶段料粉,搅拌20
‑
40分钟。
20.b,将环氧树脂、增韧剂用丙酮充分溶解后加入,然后搅拌3~3.5小时,至物料发散,出料。
21.c,物料自然晾干20
‑
30小时。
22.其中。
23.i阶段料粉
ꢀꢀꢀ
70
‑
90 %。
24.增韧剂
ꢀꢀꢀꢀꢀꢀꢀ4‑
7 %。
25.环氧树脂
ꢀꢀꢀꢀꢀ
12
‑
17%,上述组份含量之和为100%。
26.在上述配基础上,另外增加丙酮 20
‑
30%。
27.(二)打粉、过筛。
28.(a),用万能打粉机打粉。
29.(b),料粉过70目筛。
30.c、压制固化,压制成型。
31.作为上述方案的更进一步说明,所述制备一阶段胶质粉步骤中,其原材料及配比按重量份为。
32.t
‑
75石墨粉
ꢀꢀꢀꢀ
70 %。
33.天然石墨粉
ꢀꢀꢀ
16.1%。
34.二硫化钼
ꢀꢀꢀꢀꢀꢀ
4.7%。
35.液晶相沥青粉
ꢀꢀ
9.2%。
36.在上述配基础上,另外增加dmf溶剂30%。
37.更优选的,所述制备二阶段胶质粉步骤中其原材料及配比为。
38.i阶段料粉
ꢀꢀꢀ
79.5 %。
39.增韧剂
ꢀꢀꢀꢀꢀꢀꢀ
5.5 % 。
40.环氧树脂
ꢀꢀꢀꢀꢀ
15% 。
41.在上述配基础上,另外增加丙酮25% 。
42.本发明的有益效果是。
43.本发明制备方法,利用液晶相沥青材料兼具固态和液相特性,将这种沥青材料替代一部分人造石墨粉加入。再以人造树脂作为粘接剂。从而制的一种具有一定的强度同时又有很好的柔韧性,电阻率适中而又耐磨的高阻电刷材料。
44.本发明利用液晶相沥青的优异特性将其替代一部分人造石墨粉和人造树脂,并采用二次混合的工艺方法,制成一款新的碳石墨复合电刷材料。新的材料具有较好的柔韧性、自润滑性和适中的电阻率。使用时,火花小、噪音低,使用寿命长。同时,材料成本也低。
具体实施方式
45.下面结合说明书,对本发明的具体实施方式作进一步的描述,使本发明的技术方案及其有益效果更加清楚、明确。下面通过描述实施例是示例性的,旨在解释本发明,而不能理解为对本发明的限制。
46.本发明的附加方面和优点将在下面的描述部分中变得明显,或通过本发明的实践了解到。
47.我们知道,液晶相沥青,又叫沥青中间相,是一种由相对分子质量为370~2000的多种扁盘状稠环芳烃组成的混合物。通常它是用来制备高性能炭素材料的前驱原料,如沥青中间相基碳纤维、针状焦、沥青中间相基电极材料等,也可以制备粘接剂、中间相炭微球等高端材料。
48.鉴于液晶相沥青的特殊性能,本发明将其作为一款炭素原料,替代部分人造石墨粉,使用于高阻电刷材料生产中。经工艺试验及试机,效果显著。
49.以下结合现有的实施方法和步骤和本发明的方法进行对比,以进一步说明本发明的特点。
50.(一),现有传统工艺方法(对照组):一号料粉。
51.1、原材料及配比按重量份。
52.t
‑
75人造石墨粉 59% 。
53.天然石墨粉
ꢀꢀꢀꢀꢀ
12% 。
54.二硫化钼
ꢀꢀꢀꢀꢀꢀꢀ
3.5%。
55.增韧剂
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
5.5%。
56.环氧树脂
ꢀꢀꢀꢀꢀꢀꢀ
20%。
57.另外添加丙酮
ꢀꢀꢀ
25% 。
58.2、其操作步骤。
59.a,将石墨粉和二硫化钼加入,搅拌60分钟。
60.b,将增韧剂、环氧树脂用丙酮充分溶解后均匀加入。搅拌至物料开始发散,出料。
61.c,将物料摊薄,自然晾干24小时。
62.3,打粉,过筛。
63.a,用万能打粉机打粉。
64.b,料粉过70目筛。
65.(二),本发明的改进工艺方案:二号料粉。
66.a、首先制备i阶段料。
67.1,原材料及配比按重量份。
68.t
‑
75石墨粉
ꢀꢀꢀꢀ
可在60
‑
80 %范围内选取,本实施例选取70 %。
69.天然石墨粉
ꢀꢀꢀ
可在14
‑
18%范围内选取,本实施例选取16.1%。
70.二硫化钼
ꢀꢀꢀꢀꢀꢀ
可在4
‑
5.5%范围内选取,本实施例选取4.7%。
71.液晶相沥青粉
ꢀꢀ
可在8
‑
10%范围内选取,8
‑
10%本实施例选取9.2%。
72.然后再另外添加dmf溶剂 25
‑
35%,本实施例选取30%。
73.2,操作步骤。
74.a,将干粉材料按顺序加入混合锅,搅拌0.8
‑
1.2小时,本实施例为1小时。
75.b, 加入dmf溶剂,继续搅拌0.8
‑
1.2小时,本实施例为1小时。
76.c,继续搅拌,并加热。至dmf完全挥发。然后出料。
77.b、制备ii阶段料。
78.1,原材料及配比按重量份。
79.i阶段料粉
ꢀꢀꢀ
可在70
‑
90 %范围内选取,本实施例选取79.5 %。
80.增韧剂
ꢀꢀꢀꢀꢀꢀꢀ
可在4
‑
7 %范围内选取,本实施例选取5.5 %。
81.环氧树脂
ꢀꢀꢀꢀꢀꢀ
可在12
‑
17%范围内选取,本实施例选取15%。
82.另外添加丙酮
ꢀꢀ
可在 20
‑
30%范围内选取,本实施例选取25% 。
83.2,操作步骤。
84.a,加入i阶段料粉,搅拌20
‑
40分钟,本实施例为30分钟。
85.b,将环氧树脂、增韧剂用丙酮充分溶解后加入,然后搅拌3~3.5小时,至物料发散,出料。
86.c,物料自然晾干20
‑
30小时,本实施例采用24小时。
87.3,打粉,过筛。
88.a,用万能打粉机打粉。
89.b,料粉过70目筛。
90.(三),压制,固化。
91.1、将一号料粉和二号料粉分别按相同的单位压力压制成型,成型密度如下:。
92.2,将两款毛坯料用相同的固化曲线固化至210℃。
93.理化性能检测。
94.将两组固化后的坯料分别进行理化检测,取得的参数如下。
95.1,体积密度(g/mm
³
):。
96.2,电阻率(ω.m):。
[0097] 3,肖氏硬度:。
[0098] 4,理化性能检测结果。
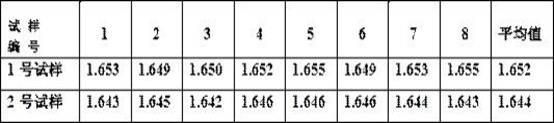
[0099]
在原材料配比基本相同,压制和固化工艺一致的情况下,采用普通工艺的1号与添加了液晶相沥青材料并改变制作工艺方法的2号试样,通过对成型后的样品进行理化检测,得到如下结论。
[0100]
a,体积密度。
[0101]
1号试样平均值1.40g/cm
³
,2号试样平均值1.469g/cm
³
。2号试样的密度比1号试样平均高4.93%。
[0102] b,电阻率。
[0103]
1号试样平均值2620.25ω.m,2号试样平均值2312.13ω.m。2号试样比1号试样低11.76%。
[0104]
c,肖氏硬度hr10/392。
[0105]
1号试样平均值12.13,2号试样平均值16。2号试样比1号试样提高31.9%。
[0106]
动态性能检测。
[0107]
为了检验两款材料的实际使用性能,我们选取了两台跑步机电机,进行动态测试;测试情况如下。
[0108]
电机参数。
[0109]
电压180dv,电机功率0.75p,电机负载转速3500
±
200rpm。
[0110]
测试用碳刷。
[0111]
a,1号试样(装1号电机):正极电刷测试长度17.55mm,负极电刷测试长度17.56mm,电刷有效使用长度10mm。
[0112]
b,2号试样(装2号电机):正极电刷测试长度17.56mm,负极电刷测试长度17.56mm电刷有效使用长度10mm。
[0113]
测试情况。
[0114]
(1),测试时间:总计1000小时。
[0115]
(2),温升情况(测试环境温度25
±
10℃,机体表面最高温度)。
[0116]
a, 1号电机:52.5℃。
[0117]
b,2号电机:46.3℃。
[0118]
(3),噪音情况(测试环境噪音48db,测试距离30cm)。
[0119]
a,1号电机:52~56db。
[0120]
b,2号电机:50~54db。
[0121]
(4)1000小时后电刷磨损情况。
[0122]
a,1号试样:正极电刷剩余长度13.86mm;负极电刷剩余长度14.05mm。
[0123]
b,2号试样:正极电刷剩余长度14.12mm;负极电刷剩余长度14.24mm。
[0124]
(5)推算结果。
[0125]
a,1号试样磨损,正极3.69mm;负极3.51mm。按照有效使用长度10mm计算,1号试样理论使用寿命10
ꢀ÷
(3.69
÷
1000)=2710小时。
[0126]
b,2号试样磨损,正极3.44mm;负极3.32mm。按照有效使用长度10mm计算,2号试样理论使用寿命10
ꢀ÷
(3.44
÷
1000)=2907小时。
[0127]
从上述对比可知如下结论。
[0128]
液晶相沥青做为一种新碳石墨材料,应用到电刷生产工艺中,其作用兼具固体材料和粘接剂的效果。在其它添加材料基本不变的情况下,新材料电阻率更低,因此使用时产生的温升更小;密度更高,因而耐磨损性能更好;同时,由于这种沥青具有250℃以上的软化点,因此在环氧树脂已经充分固化(硬化)的情况下,使用达到一定温度范围时,电刷材料呈现出更良好的柔韧性,噪音也相应的得到了改善。
[0129]
需要说明的是,配方中所使用的增韧剂为现有常规选用配方,与对比样品一号料粉中所使用的增韧剂并无不同,本技术不作详述。
[0130]
在本发明中,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或隐含指明技术特征的数量。由此,限定有“第一”、“第二”特征可以明示或者隐含包括一个或者多个该特征,在本发明描述中,“至少”的含义是一个或一个以上,除非另有明确具体的限定。
[0131]
通过上述的结构和原理的描述,所属技术领域的技术人员应当理解,本发明不局限于上述的具体实施方式,在本发明基础上采用本领域公知技术的改进和替代均落在本发明的保护范围,本发明的保护范围应由各权利要求项及其等同物限定之。具体实施方式中未阐述的部分均为现有技术或公知常识。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1