能量射线管的制作方法
1.本发明涉及一种能量射线管。
背景技术:
2.已知有照射或者入射能量射线的能量射线管(例如,专利文献1)。在专利文献1中,记载了一种放出能量射线的透射型的能量射线管。该能量射线管具备框体部和设置于框体部的窗部。窗部使能量射线透射。
3.现有技术文献
4.专利文献
5.专利文献1:日本特开2002-042705号公报
技术实现要素:
6.发明要解决的技术问题
7.在能量射线管中,密封有框体部的内部空间。在上述能量射线管中,内部空间被保持为真空状态。但是,内部空间的密封状态存在由于因各种因素产生的应力而被破坏的风险。例如,在进行真空密封时,进行加热工序的情况较多。在该加热工序中,能量射线管被加热至高温后恢复到常温。此时,存在将窗部固定于框体部的固定部分产生由窗部与框体部的热膨胀系数之差引起的热应力的情况。该情况下,存在由于热应力,而在上述固定部分产生翘曲的风险。由于在上述固定部分发生翘曲,存在该固定部分破损,内部空间的密封状态被破坏的风险。例如,在制造时密封状态被破坏的话,可能会造成生产效率的降低。
8.本发明的一个方式的目的在于,提供能够抑制内部空间的密封状态被破坏的能量射线管。
9.用于解决技术问题的技术手段
10.本发明的一个方式中的能量射线管具备框体部、窗部和密封部。在框体部形成有开口并且包含划分开口的缘部。窗部从开口的开口方向观察时覆盖开口,并且包含使能量射线透射的窗。密封部将窗部固定于框体部,并且密封由框体部和窗部包围的内部空间。密封部配置于窗部中的沿开口的边缘的框状的区域。当将区域中的窗部的厚度设为t,将区域的宽度设为w,将缘部中的框体部的厚度设为d时,满足w/d≥1和t/d≥0.3的关系式。
11.在上述一个方式中,能量射线管具备将窗部固定于框体部的上述密封部。当能量射线管满足上述关系式时,内部空间的密封状态不容易被破坏。
12.在上述一个方式中,也可以为,密封部通过钎焊形成。该情况下,能够将内部空间在容易制造的结构中密封。
13.在上述一个方式中,也可以为,还具备框部,其沿开口的边缘设置并且通过熔接固定于框体部。也可以为,密封部固定窗部和框部。该情况下,能够容易地密封内部空间。
14.在上述一个方式中,也可以为,框部从开口的开口方向观察时在比窗部更近靠外侧的位置上固定于框体部。该情况下,框部和框体部能够容易地熔接。
15.在上述一个方式中,也可以为,窗部包含在开口的开口方向上与缘部相对的端部。该情况下,能够抑制窗部与框体部之间的移位。因此,内部空间的密封状态不容易被破坏。
16.在上述一个方式中,也可以为,满足0.5mm≤d≤20mm的关系式、0.5mm≤t≤10mm的关系式和1.0mm≤w≤20mm的关系式中的至少1个。
17.发明效果
18.本发明的一个方式能够提供能够抑制内部空间的密封状态被破坏的能量射线管。
附图说明
19.图1是表示本实施方式中的能量射线产生装置的截面图。
20.图2是表示能量射线管的截面图。
21.图3是表示能量射线管的一部分的图。
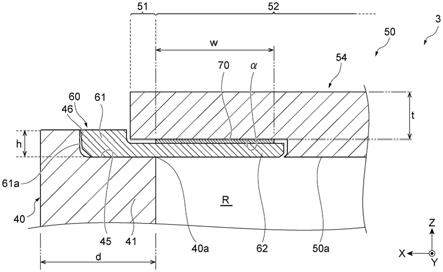
22.图4是能量射线管的局部放大图。
23.图5是表示能量射线管的制造工序的图。
24.图6是表示能量射线管的制造工序的图。
25.图7是用于说明施加到能量射线管的应力的图。
26.图8中的(a)~(c)是用于说明在比较例的能量射线管中在窗部产生的裂缝的图。
具体实施方式
27.以下,参照附图,对本发明的实施方式详细地进行说明。此外,在说明中,对相同要素或者具有相同功能的要素,标注相同的附图标记,并省略重复的说明。
28.首先,参照图1和图2,对本实施方式中的能量射线管的结构进行说明。图1是表示本实施方式中的能量射线产生装置的结构的概略图。图2是本实施方式中的能量射线管的纵截面图。如图1和图2所示,能量射线产生装置100例如是照射x射线的x射线产生装置。x轴方向、y轴方向、z轴方向彼此正交。在本实施方式中,在z轴方向上照射x射线。能量射线产生装置100具备装置壳体1、电源部2和能量射线管3。
29.装置壳体1具备筒构件10和电源部壳体20。筒构件10由金属形成。筒构件10呈在其一个端部形成有开口10a,并在另一个端部形成有开口10b的圆筒状。筒构件10在开口10a插入有能量射线管3的一部分。
30.在筒构件10的一个端部,抵接且利用螺纹件等固定有能量射线管3的安装凸缘3a。能量射线管3固定于筒构件10的开口10a,将开口10a密封。在筒构件10的内部,被封入有作为液状的电绝缘性物质的绝缘油11。
31.电源部2对能量射线管3供给电力。电源部2除了具有上述的电源部壳体20之外,还具有绝缘块21、升压电路22和控制基板23。电源部壳体20容纳绝缘块21、升压电路22和控制基板23。绝缘块21由塑模成型得到的固体的绝缘材料,例如作为绝缘树脂的环氧树脂构成。升压电路22被塑模于绝缘块21中。升压电路22产生高电压v。绝缘块21利用绝缘材料对升压电路22进行密封。控制基板23控制能量射线产生装置100的动作。控制基板23进行与能量射线的产生有关的控制。控制基板23例如进行对能量射线管3供给的电压或者电流的控制,并且控制升压电路22的驱动。控制基板23具有被塑模于绝缘块21中的内部基板23a和配置于绝缘块21的外部的外部基板23b。
32.在电源部2固定有筒构件10的另一个端部。由此,筒构件10的开口10b被密封,绝缘油11被气密地封入筒构件10的内部。开口10b位于开口10a的相反侧。
33.能量射线产生装置100还具备高电压供电部4。高电压供电部4配置于绝缘块21上。高电压供电部4包含与升压电路22和控制基板23电连接的圆筒状的套筒(socket)。能量射线管3经由高电压供电部4与电源部2电连接。并且,高电压供电部4以与升压电路22和控制基板23电连接的状态下被固定于绝缘块21。
34.能量射线管3是将在后述的内部空间r中产生的x射线照射到外部的x射线管。能量射线管3具备绝缘管6和头部7。绝缘管6由绝缘性材料形成。作为绝缘性材料,能够例举出例如玻璃、陶瓷等。绝缘管6例如由玻璃或者陶瓷构成。绝缘管6插入于筒构件10。头部7包含金属。作为金属材料,能够例举出例如不锈钢、可伐合金等。头部7例如由不锈钢或者可伐合金构成。绝缘管6和头部7形成内部空间r。内部空间r被密封成为真空空间。能量射线管3在内部空间r内还具备电子枪110。电子枪110在电位上相当于能量射线管3的阴极,产生并出射电子束b。
35.电子枪110被固定于绝缘管6。绝缘管6呈沿能量射线管3的管轴延伸的圆筒状。绝缘管6具有与头部7相对的底部6a。在底部6a,设置有用于电子枪110的供电等的底销(stem pin)s。底销s贯通底部6a,在内部空间r的规定位置支撑电子枪110。底销s从能量射线管3的绝缘管6的底部6a突出到内部空间r的外部,与高电压供电部4电连接。
36.电子枪110具有加热器111、负极112、第一栅电极113和第二栅电极114。加热器111由通过通电而发热的丝极(filament)形成。负极112通过由加热器111进行的加热而释放电子。第一栅电极113控制从负极112释放的电子的量。第二栅电极114使通过了第一栅电极113的电子向靶t会聚。第二栅电极114呈圆筒状。第一栅电极113配置于负极112与第二栅电极114之间。能量射线管3固定于筒构件10的一个端部。
37.头部7在电位上相当于能量射线管3的阳极。头部7呈与x射线的出射方向轴为同轴的圆筒状。x射线的出射方向轴相当于z轴。在头部7形成有构成内部空间r的一部分的中空部7a。头部7在中空部7a的电子枪110侧,连通于与出射方向轴为同轴的绝缘管6。在本实施方式中,使头部7为接地电位,从电源部2将负的高电压经由高电压供电部4供给到能量射线管3的电子枪110。由电源部2对能量射线管3施加的电压例如为-10kv~-500kv。
38.下面,参照图2至图4,对能量射线管的结构更详细地进行说明。图3表示能量射线管3的头部7。图4是头部7的局部放大图。如图3和图4所示,头部7具备框体部40、窗部50和框部60。内部空间r被框体部40和窗部50包围。框体部40、窗部50和框部60形成内部空间r的一部分。
39.框体部40呈筒状。例如,框体部40呈圆筒状。框体部40在z轴方向上延伸。在框体部40,在一个端部侧形成有开口40a,在另一个端部侧形成有开口40b。框体部40包含划分开口40a的缘部41。缘部41为在框体部40的一侧端面,遍及整周以成为深度h的方式进行沉孔加工而得到的圆环状的平面部。缘部41包含沿与能量射线管3的管轴方向交叉的方向延伸的平面状的底面45和沿能量射线管3的管轴方向延伸的侧面46。在本实施方式中,能量射线管3的管轴方向相当于z轴方向。开口40a、40b在z轴方向上开口。换言之,开口40a、40b的开口方向为z轴方向。框体部40的开口40a、40b与内部空间r连续。开口40a位于内部空间r的边缘。框体部40含有金属。框体部40主要由金属材料形成。作为金属材料,能够例举出例如不
锈钢。框体部40例如由不锈钢构成。
40.窗部50构成使能量射线透射的窗。窗部50从z轴方向观察时覆盖开口40a。窗部50包含端部51和中央部52。端部51为缘端区域。中央部52是包围端部51,配置有后述的窗53的中央区域。在窗部50,在中央部52的大致中心形成有贯通孔h。贯通孔h是电子束b的通过孔。中央部52与端部51连续。端部51为框状的区域,在z轴方向上与缘部41相对。例如,端部51呈圆环状。中央部52从z轴方向观察时覆盖开口40a。在本实施方式中,端部51和中央部52为一体的构件,并非具有严格的边界来区分的构件,而是定义窗部50中的大致的区域的构件。中央部52在z轴方向上不面向缘部41。窗部50包含靶t、窗53和窗保持构件54。如图2所示,靶t设置于窗53的内部空间r侧的面上,通过来自电子枪110的电子束b的照射而产生x射线。靶t能够例举出例如钨等。靶t例如由钨构成。
41.窗53使能量射线透射。窗53配置于中央部52。窗53封闭并密封贯通孔h。换言之,窗53构成中央部52的一部分。窗53呈圆板形状。窗53在内部空间r侧保持靶t。在本实施方式中,能量射线管3为透射型的x射线管,在靶t产生的x射线,透射窗53而照射到外部。窗53例如由对于能量射线透射性高的材料形成。作为窗53的材料,能够例举出例如铍、金刚石等。窗53例如由铍或者金刚石。
42.窗保持构件54构成窗部50的主体部,保持窗53。通过窗保持构件54,对窗53进行定位。窗保持构件54呈圆板形状。在本实施方式中,窗保持构件54由端部51和中央部52构成。即,窗保持构件54在z轴方向上,在端部51与缘部41相对,在中央部52覆盖开口40a。窗保持构件54例如由金属材料构成。作为金属材料,能够例举出例如钼等。窗保持构件54例如由钼构成。
43.框部60将窗部50固定于框体部40。框部60沿缘部41连续地设置,呈框状。框部60不被分割而连续地形成为框状。例如,框部60呈圆环状。如图4所示,框部60被固定于窗部50的窗保持构件54和框体部40的缘部41。其结果,内部空间r被气密地密封。框部60例如由金属材料构成。作为金属材料,能够例举出例如可伐合金等。框部60例如由可伐合金构成。框体部40的热膨胀系数比窗部50的热膨胀系数大。框体部40的热膨胀系数比窗保持构件54的热膨胀系数大。在本实施方式中,框体部40的缘部41的热膨胀系数比窗53、窗保持构件54和框部60的热膨胀系数大。框部60的热膨胀系数与窗保持构件54的热膨胀系数基本相等。窗53的热膨胀系数比框体部40、窗保持构件54和框部60中任一者的热膨胀系数小。框部60的热膨胀系数与窗保持构件54的热膨胀系数基本相等。窗53的热膨胀系数比框体部40、窗保持构件54和框部60中任一者的热膨胀系数小。
44.框部60包含第一框部61和第二框部62。在本实施方式中,第一框部61和第二框部62分别呈框状,形成为一体。第一框部61和第二框部62在与z轴方向正交的x轴方向和y轴方向上,位于同一平面上。
45.第一框部61被固定于框体部40的缘部41。第一框部61在从能量射线管3的管轴分离的方向侧的端部,形成框部60的外缘61a。缘部41具有与第一框部61的另一侧的面相对的底面45和与外缘61a相对的侧面46。第一框部61例如通过熔接而被接合于框体部40。第一框部61在外缘61a侧的端部区域例如通过激光熔接而接合于框体部40。第一框部61的至少一部分从z轴方向观察时位于比窗部50更靠近外侧的位置上。外缘61a侧的端部区域从z轴方向观察时位于比窗部50更靠近外侧的位置上。第一框部61的至少一部分从z轴方向观察时
不被窗部50覆盖而露出。因此,在激光熔接中,激光被照射到未被窗部50遮挡的熔接部。
46.第二框部62从z轴方向观察时与中央部52重叠地配置。换言之,第二框部62从z轴方向观察时配置于与开口40a重叠的区域内。第二框部62从z轴方向观察时与缘部41不重叠。第二框部62被固定于窗部50。第二框部62接合于内部空间r侧的窗部50的表面50a中的、相当于中央部52的部位。表面50a为窗部50的表面中的与开口40a相对的面。
47.在本实施方式中,头部7还具备密封部70。密封部70包含固定构件71,密封内部空间r并且通过固定框部60和窗部50的固定构件71密封。密封部70的固定构件71配置于第二框部62与窗部50之间。密封部70的固定构件71将第二框部62的一侧的面与窗部50的表面50a接合。密封部70的固定构件71配置于表面50a中的沿开口40a的边缘的框状的区域α。框状的区域α连续。区域α位于中央部52。换言之,密封部70的固定构件71不被分割而连续地包围能量射线管3的管轴。密封部70的固定构件71呈例如圆环形状。密封部70例如通过钎焊形成。换言之,框部60例如通过钎焊而接合于窗部50。该情况下,固定构件71由钎料构成。作为钎料,能够例举出例如合金。例如,作为合金,能够例举出银钎料。
48.在能量射线管3中,将缘部41中的框体部40的厚度设为d,将区域α中的窗部50的厚度设为t,将区域α的宽度设为w时,满足w/d≥1和t/d≥0.3的关系式。框体部40的厚度d为从内部空间r的内侧至外侧的框体部40的厚度。框体部40的厚度d例如为框体部40中在与开口方向正交的x轴方向或者y轴方向上包围内部空间r的部分的厚度。窗部50的厚度t例如为z轴方向上的窗保持构件54的厚度。区域α的宽度w为在与z轴方向正交的方向上连续的1个部分的长度。区域α的宽度w例如和与z轴方向正交的方向上的密封部70的固定构件71的宽度相同。密封部70的固定构件71的宽度为在与z轴方向正交的方向的截面中的连续的一个部分中,截面方向的长度。区域α的宽度w例如与框形状的密封部70的固定构件71的框宽度相同。
49.框体部40的厚度d越大,框体部40的强度越提高。框体部40的厚度d越小,框体部40的重量和材料费越降低。框体部40的厚度d例如满足0.5mm≤d≤20mm的关系式。换言之,框体部40的厚度d例如为0.5mm以上20mm以下。该情况下,能够实现框体部40的强度与重量和材料费的平衡。厚度d更优选为10mm以下。框体部40的厚度d为0.5mm以上10mm以下的情况下,能够确保框体部40的强度,并且进一步降低重量和材料费。
50.框体部40的厚度d例如满足0.5mm≤d≤20mm的关系式。厚度d更优选为10mm以下。窗部50的厚度t例如满足0.5mm≤t≤10mm的关系式。厚度t更优选为7mm以下。区域α的宽度w例如满足1.0mm≤w≤20mm的关系式。宽度w更优选为15mm以下。宽度w更优选为3mm以上。
51.下面,参照图5和图6,对能量射线管的制造方法的一部分进行说明。图5和图6使表示能量射线管的制造工序的图。
52.首先,如图5所示,设置有靶t的窗53、窗保持构件54和框部60彼此连接。箭头a1表示将窗53安装在窗保持构件54的方向。箭头a2表示将窗保持构件54安装在框部60的方向。窗53被固定在窗保持构件54的中央部52的中央。框部60通过钎焊被固定于窗保持构件54。具体而言,通过钎焊被固定于窗保持构件54的第二框部62的一侧的面。此时,在与窗53正交的方向上,窗保持构件54与第二框部62相重叠。钎焊例如在600~1000℃下进行。
53.接着,对将窗53、窗保持构件54和框部60彼此连接而得的单元80进行真空加热处理。真空加热处理例如在200~1000℃下进行。
54.接着,如图6所示,单元80被固定于框体部40。箭头a3表示将单元80安装在框体部40的方向。由此,单元80被嵌入框体部40的缘部41。在单元80被嵌入于框体部40的缘部41的状态下,将框部60和框体部40通过熔接而固定。具体而言,框部60的第一框部61和框体部40通过激光而被熔接。单元80与框体部40的接合在室温下进行。
55.接着,在将绝缘管6组合于连接有单元80和框体部40的单元90绝缘管等之后,将内部空间r抽真空。此时的加热工序例如在200~650℃下进行。能量射线管3通过加热工序而将内部空间r抽真空后被密封,冷却至室温。通过进行以上的工序,制造能量射线管3。
56.下面,对能量射线管3的作用效果进行说明。图7表示施加到能量射线管3的密封部70的力。例如,在将能量射线管3置于高温环境下时,框体部40在与z轴方向正交的方向上热膨胀。框部60在底面45被固定于框体部40。框部60在区域α通过固定构件71固定于窗部50。在框体部40的热膨胀系数比窗部50和框部60的热膨胀系数大的情况下,在相同加热条件下,框体部40与窗部50和框部60相比相对较大地膨胀。换言之,框体部40与窗部50和框部60相比相对较大地变形。换言之,窗部50和框部60与框体部40相比在热的作用下相对不容易变形。因此,由框体部40与窗部50和框部60的热膨胀系数差引起的力a4和力a5,被施加到密封部70。
57.力a4和力a5为在与z轴方向正交的方向上彼此反向地产生的力。因此,由力a4、a5导致的应力作用于密封部70。该应力为剪切应力。当该应力的大小大于密封部70的机械强度时,存在在密封部70产生龟裂等的损伤,内部空间r的密封状态被破坏的风险。
58.区域α中的剪切应力为将在与z轴方向正交的方向上施加到密封部70的力除以区域α的面积而得到的值。因此,认为区域α的面积越大则剪切应力越小,能够解决密封状态被破坏的问题。然而,调查研究的结果为,区域α的面积越大,由于裂缝的产生而窗部50破损的频率变得越高。由于产生裂缝,存在内部空间r的密封状态被破坏的风险。
59.本技术的发明人在各种条件的能量射线管中,通过加热工序进行了内部空间r的抽真空。例如,在将区域α中的窗部50的厚度设为t,将区域α的宽度设为w,将从内部空间的内侧至外侧的框体部的厚度设为d时,将t、d和w作为参数制作了多个样品,对各样品进行了基于加热工序的抽真空的实验。对同一参数也制作了多个样品。在这些样品中,窗部50的窗保持构件54由钼形成,密封部70由银钎料形成。
60.其结果,在t=1mm、d=4.5mm、w=3.5mm的能量射线管中,密封部70破损了。在t=1mm、d=4.5mm、w=6mm的能量射线管中,窗部50破损了。在t=1mm、d=4.5mm、w=9mm的能量射线管中,窗部50破损了。在t=2mm、d=4.5mm、w=6mm的能量射线管中,密封部70和窗部50都没有破损。
61.从图8的(a)至图8的(c)是用于说明在比较例的能量射线管中在窗部产生的裂缝的图。当框体部40与窗部50之间的接合强度过高时,可能在窗部50产生裂缝。在该比较例的结构中,能量射线管中代替密封部70而具有密封部200。密封部200在与z轴方向正交的方向上具有比密封部70的宽度大的宽度这一点,与密封部70不同。换言之,该比较例中的区域α的宽度w,比能量射线管3中的区域α的宽度w大。在具有该密封部200的结构下,通过上述的制造方法制造了多个能量射线管。该情况下,在大量的能量射线管中,如图8的(a)和图8的(b)所示沿密封部200的内周缘200a产生了裂缝c1。在若干能量射线管中,如图8的(c)所示,从z轴方向观察时在内周缘200a的内侧,在窗部50产生了裂缝c2。
62.本技术的发明人基于上述实验,对上述的t、d和w改变了参数,并对窗部50施加应力后,对施加到密封部70的应力进行了模拟。其结果是,在满足r/d≥1和t/d≥0.3的关系式的情况下,判断为不容易在窗部50产生裂缝。换言之,满足该关系式的能量射线管3能够抑制在窗部50产生裂缝,因此能够抑制内部空间r的密封被破坏。
63.框体部40的厚度d越大,框体部40的强度越提高。框体部40的厚度d越小,框体部40的重量和材料费越降低。框体部40的厚度d例如满足0.5mm≤d≤20mm的关系式。换言之,框体部40的厚度d例如为0.5mm以上20mm以下。该情况下,能够实现框体部40的强度与重量和材料费的平衡。厚度d更优选为10mm以下。当框体部40的厚度d为0.5mm以上10mm以下时,能够确保框体部40的强度,并且进一步降低重量和材料费。
64.窗部50的厚度t越大,窗部50的强度越提高并且热传导性也提高。窗部50的厚度t越小,材料费越降低并且通过窗53的能量射线的焦点直径能够缩小。窗部50的厚度t例如满足0.5mm≤t≤10mm的关系式。换言之,窗部50的厚度t例如为0.5mm以上10mm以下。该情况下,能够实现窗部50的强度和热传导性与材料费和焦点直径的平衡。厚度t更优选为1mm以上。厚度t更优选为7mm以下。当窗部50的厚度t为1mm以上7mm以下时,能够更高地实现窗部50的强度和热传导性与材料费和焦点直径的平衡。
65.区域α的宽度w越大,内部空间r的密封的强度越提高。区域α的宽度w越小,材料费越降低并且能够抑制窗部50与框体部40之间的接合强度。区域α的宽度w例如满足1.0mm≤w≤20mm的关系式。换言之,区域α的宽度w例如为1.0mm以上20mm以下。该情况下,能够容易地形成密封状态,并且能够实现材料费及窗部50和框体部40之间的接合强度,与密封强度的平衡。宽度w更优选为15mm以下。宽度w更优选为3mm以上。当宽度w为3mm以上时,能够通过钎焊来更稳定地确保密封状态。当区域α的宽度w为3mm以上15mm以下时,能够更容易地形成密封状态,并且能够更高地实现材料费及窗部50和框体部40之间的接合强度,与密封强度的平衡。
66.在能量射线管3中,密封部70通过钎焊形成。该情况下,内部空间r能够在容易制造的结构中被密封。
67.框部60沿开口40a的边缘设置并且通过熔接被固定于框体部40。密封部70固定窗部50和框部60。该情况下,能够容易地密封内部空间r。
68.框部60从z轴方向观察时在比窗部50更靠近外侧的位置上固定于框体部40。该情况下,能够将框部60和框体部40容易地熔接。
69.窗部50包含在z轴方向上与缘部41相对的端部51。该情况下,例如即使对窗部50施加将其推向框体部40侧这样的来自外部的应力β,窗部50也被缘部41支撑,因此抑制了窗部50与框体部40之间的移位。因此,内部空间r的密封状态不容易被破坏。而且,也能够抑制透射窗部50的能量射线的出射条件的变化。
70.以上,对本发明的实施方式和变形例进行了说明,但是本发明并不一定限定于上述的实施方式,在不超出其主旨的范围能能够进行各种改变。
71.例如,能量射线管不限定于设置于能量射线产生装置的能量射线管3。例如,也可以为将能量射线从外部照射到能量射线管来进行检测的能量射线检测管。该情况下,能量射线从窗部50入射到能量射线管的内部空间r。
72.在本实施方式中,窗保持构件54经由框部60而固定于框体部40。但是,窗保持构件
54也可以被直接固定于框体部40。
73.符号说明
[0074]3……
能量射线管,40a
……
开口,40
……
框体部,41
……
缘部,50
……
窗部,50a
……
表面,51
……
端部,53
……
窗,60
……
框部,70
……
密封部,r
……
内部空间,t、d
……
厚度,w
……
宽度,α
……
区域。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1